S-ar putea să vă placă și
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosDe la EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosEvaluare: 5 din 5 stele5/5 (1)
- L03 - Understanding Advanced Programming - Lab ManualDocument74 paginiL03 - Understanding Advanced Programming - Lab ManualWesley Ponce CamarenaÎncă nu există evaluări
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsDe la EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsEvaluare: 5 din 5 stele5/5 (1)
- PLC and HMI Programming (Advanced PLC Training System)Document43 paginiPLC and HMI Programming (Advanced PLC Training System)Anonymous mNQq7oj100% (1)
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingDe la EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingEvaluare: 4 din 5 stele4/5 (1)
- Lab1 - Using The Kinetix 300 Drive - REVIEWDocument35 paginiLab1 - Using The Kinetix 300 Drive - REVIEWChris CornellÎncă nu există evaluări
- PLC Programming With RSLogix 5000 ExcerptDocument33 paginiPLC Programming With RSLogix 5000 Excerptvantiencdtk750% (2)
- Industrial Training On PLC Programmable Logic ControlleDocument37 paginiIndustrial Training On PLC Programmable Logic Controlleaman guptaÎncă nu există evaluări
- Learning RSLogix 5000 Programming1Document10 paginiLearning RSLogix 5000 Programming1alimohebbi1361Încă nu există evaluări
- RSLOGIX5000 Programming A Clear and Concise ReferenceDe la EverandRSLOGIX5000 Programming A Clear and Concise ReferenceÎncă nu există evaluări
- Logix Fundamentals LabsDocument82 paginiLogix Fundamentals LabsTuan NguyenÎncă nu există evaluări
- PLC programmable logic controller A Clear and Concise ReferenceDe la EverandPLC programmable logic controller A Clear and Concise ReferenceÎncă nu există evaluări
- Nathan Clark PLC Programming Using RSLogix 500 - A Practical Guide To Ladder Logic and The RSLogix 50Document130 paginiNathan Clark PLC Programming Using RSLogix 500 - A Practical Guide To Ladder Logic and The RSLogix 50Supratik DasguptaÎncă nu există evaluări
- Bài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFDocument66 paginiBài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFNguyenThanhEpu100% (2)
- RSLOGIX5000 Programming A Complete Guide - 2020 EditionDe la EverandRSLOGIX5000 Programming A Complete Guide - 2020 EditionÎncă nu există evaluări
- How To Troubleshoot With A PLC ExcerptDocument31 paginiHow To Troubleshoot With A PLC Excerptislamooov67% (3)
- PLC Controls with Structured Text (ST): IEC 61131-3 and best practice ST programmingDe la EverandPLC Controls with Structured Text (ST): IEC 61131-3 and best practice ST programmingEvaluare: 4 din 5 stele4/5 (11)
- PLC Instructions IIT-DelhiDocument40 paginiPLC Instructions IIT-DelhiVikashKeshavÎncă nu există evaluări
- RSLogix 5000Document36 paginiRSLogix 5000Er. Piush Jindal83% (6)
- FactoryTalk View SE LabDocument164 paginiFactoryTalk View SE LabRoyal Ritesh SharmaÎncă nu există evaluări
- Siemens TIA Portal Rockwell Studio 5000 WebinarDocument58 paginiSiemens TIA Portal Rockwell Studio 5000 WebinarSyariefÎncă nu există evaluări
- L01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualDocument139 paginiL01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualLeon RochaÎncă nu există evaluări
- 1769-Sdn Devicenet Scanner Module: Catalog Numbers 1769-Sdn User ManualDocument156 pagini1769-Sdn Devicenet Scanner Module: Catalog Numbers 1769-Sdn User ManualHải Đinh HoàngÎncă nu există evaluări
- Micro800 Controller Programming Basics Lab ManualDocument40 paginiMicro800 Controller Programming Basics Lab ManualLuis Uribe AlbitesÎncă nu există evaluări
- Abt-Ccp170-Tim 2008-07Document160 paginiAbt-Ccp170-Tim 2008-07German ParraÎncă nu există evaluări
- PLC Program MaterialDocument17 paginiPLC Program MaterialjamesÎncă nu există evaluări
- Beginners Guide To PLC Programming Excerpt PDFDocument19 paginiBeginners Guide To PLC Programming Excerpt PDFAnonymous Nr9eWou100% (1)
- PLC Programming Example - Palletizer - Acc AutomationDocument22 paginiPLC Programming Example - Palletizer - Acc AutomationvacsaaÎncă nu există evaluări
- RSNetWorx ControlNETDocument100 paginiRSNetWorx ControlNETAlan Portela VieiraÎncă nu există evaluări
- Manual de Entrenamiento PS5Document370 paginiManual de Entrenamiento PS5SAGITARIOÎncă nu există evaluări
- PLC, PLC Ladder, PLC Ebook, PLC ProgrammingDocument5 paginiPLC, PLC Ladder, PLC Ebook, PLC ProgrammingAmar ThakurÎncă nu există evaluări
- MB03 - BAsic Programing 800micro PDFDocument128 paginiMB03 - BAsic Programing 800micro PDFLuis angelÎncă nu există evaluări
- Function Block ProgrammingDocument180 paginiFunction Block ProgrammingSyed SaifuddinÎncă nu există evaluări
- FactoryTalk View SE Users Guide Volume 1Document456 paginiFactoryTalk View SE Users Guide Volume 1Dalton OliveiraÎncă nu există evaluări
- Introduction To Controlnet With Controllogix: Hands-On Lab WorkbookDocument91 paginiIntroduction To Controlnet With Controllogix: Hands-On Lab WorkbookisaorsÎncă nu există evaluări
- ControlLogix Selection GuideDocument88 paginiControlLogix Selection Guideronnell_naidooÎncă nu există evaluări
- Controlador de PLCDocument378 paginiControlador de PLCZerpa Rodriguez YancarlosÎncă nu există evaluări
- Tutorial 02 PLC PDFDocument23 paginiTutorial 02 PLC PDFTete GoriÎncă nu există evaluări
- HOTT 2016 Studio 5000 Architect LabDocument59 paginiHOTT 2016 Studio 5000 Architect LabAnthony CadilloÎncă nu există evaluări
- Chapter 5 - Basics of PLC ProgrammingDocument91 paginiChapter 5 - Basics of PLC ProgrammingJose CisnerosÎncă nu există evaluări
- L09 - Drive Configuration & Programming Lab: For Classroom Use Only!Document119 paginiL09 - Drive Configuration & Programming Lab: For Classroom Use Only!cuongvcs100% (1)
- L14 Introduction To Function Block ProgrammingDocument34 paginiL14 Introduction To Function Block ProgrammingJeshuy Lucky-n100% (1)
- Rockwell Automation TechED 2017 - CL04 - Studio 5000 Logix Designer Advanced Lab HardwareDocument204 paginiRockwell Automation TechED 2017 - CL04 - Studio 5000 Logix Designer Advanced Lab HardwareLuis Miguel Rios CuentasÎncă nu există evaluări
- CLX Master Level1 30SEP06Document139 paginiCLX Master Level1 30SEP06Raul Roque Yujra100% (5)
- Logix 5000 Controllers Tasks, Programs, and RoutinesDocument73 paginiLogix 5000 Controllers Tasks, Programs, and Routinesobi SalamÎncă nu există evaluări
- Wonderware FactorySuite A2 Deployment Guide PDFDocument392 paginiWonderware FactorySuite A2 Deployment Guide PDFDeanLefebvre0% (1)
- LFP SP004B PDFDocument112 paginiLFP SP004B PDFHans MortenÎncă nu există evaluări
- Abt-Ccp151-Tsm 2012-06Document202 paginiAbt-Ccp151-Tsm 2012-06Jorge Ivan Peñaranda100% (1)
- Industrial AutomationDocument16 paginiIndustrial Automationvivek6681Încă nu există evaluări
- Abt-Ccp154-Tis 2013-03Document28 paginiAbt-Ccp154-Tis 2013-03RonaldÎncă nu există evaluări
- PLC 5 Quick Ref PDFDocument172 paginiPLC 5 Quick Ref PDFfellskevÎncă nu există evaluări
- L12 - AADvance Process Safety System - Lab ManualDocument107 paginiL12 - AADvance Process Safety System - Lab ManualjaysonlkhÎncă nu există evaluări
- L20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!Document70 paginiL20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!cuongvcs100% (1)
- 1756-Controllogix Common Procedures Programming GuideDocument575 pagini1756-Controllogix Common Procedures Programming GuideThanh BaronÎncă nu există evaluări
- Allen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesDocument1 paginăAllen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesMohamed AlkharashyÎncă nu există evaluări
- L18 - Rockwell Software Studio 5000® and Logix PDFDocument145 paginiL18 - Rockwell Software Studio 5000® and Logix PDFallanng30Încă nu există evaluări
- Rak Academic Centre: Level HE6, UG Level 3Document10 paginiRak Academic Centre: Level HE6, UG Level 3AsrarLoonÎncă nu există evaluări
- Deep Learning Using SVM in MatlabDocument13 paginiDeep Learning Using SVM in MatlabAsrarLoonÎncă nu există evaluări
- Scene Classcification Using Deep Learning: by M. Wasif Asrar STUDENT NO:1810140Document13 paginiScene Classcification Using Deep Learning: by M. Wasif Asrar STUDENT NO:1810140AsrarLoonÎncă nu există evaluări
- A ThreeDocument1 paginăA ThreeAsrarLoonÎncă nu există evaluări
- Bussines PlanDocument14 paginiBussines PlanAsrarLoonÎncă nu există evaluări
- Dynamic Stability:: - Where, W Weight. R Radius of Variation. SI Unit of Inertia Is KG.MDocument1 paginăDynamic Stability:: - Where, W Weight. R Radius of Variation. SI Unit of Inertia Is KG.MAsrarLoonÎncă nu există evaluări
- MSC - Patran Results PrimerDocument138 paginiMSC - Patran Results PrimeralfredaoudeÎncă nu există evaluări
- EN 1998-1 National Annex Greece Par 4.2.3.2.Document5 paginiEN 1998-1 National Annex Greece Par 4.2.3.2.EfessosÎncă nu există evaluări
- Aljabar Linier Elementer: Howard Anton Chris RorresDocument78 paginiAljabar Linier Elementer: Howard Anton Chris RorresLukmanulhakim AlmamalikÎncă nu există evaluări
- Summay Chapter 6 and 8 (Paul Goodwin and George Wright)Document10 paginiSummay Chapter 6 and 8 (Paul Goodwin and George Wright)Zulkifli SaidÎncă nu există evaluări
- Calculus Final Test 2017 - 2018 Semester 1Document2 paginiCalculus Final Test 2017 - 2018 Semester 1Hoàng HàÎncă nu există evaluări
- Mechanics: Topic 2 AS-Level English Language School DubaiDocument28 paginiMechanics: Topic 2 AS-Level English Language School DubaiHamza ShabbirÎncă nu există evaluări
- quizlet-QUIZ 3 Variables in OutsystemsDocument2 paginiquizlet-QUIZ 3 Variables in OutsystemsedymaradonaÎncă nu există evaluări
- Assignment Sampling TechniquesDocument10 paginiAssignment Sampling TechniquesDanish AlamÎncă nu există evaluări
- Operations On FilesDocument12 paginiOperations On FilesVinayKumarSinghÎncă nu există evaluări
- Math - 7th Grade Teaching NotesDocument16 paginiMath - 7th Grade Teaching NotesPara ParadiseÎncă nu există evaluări
- Beam Deflection - Moment Area Method PDFDocument10 paginiBeam Deflection - Moment Area Method PDFنور عليÎncă nu există evaluări
- Engineering Mathematics III 2015 Solved Question Papers For VTU All Semester 3 PDFDocument25 paginiEngineering Mathematics III 2015 Solved Question Papers For VTU All Semester 3 PDFAbishek Abh50% (2)
- Climate WorkbookDocument119 paginiClimate WorkbookreaderdarkeyeÎncă nu există evaluări
- Heart Rate Variability PDFDocument7 paginiHeart Rate Variability PDFmik1989Încă nu există evaluări
- LESSON 4 - General Transport EquationsDocument4 paginiLESSON 4 - General Transport EquationsPamela MendozaÎncă nu există evaluări
- Calibration of SensorsDocument5 paginiCalibration of SensorsSubhrajit MoharanaÎncă nu există evaluări
- Data Analytics Kit 601Document2 paginiData Analytics Kit 601Mayank GuptaÎncă nu există evaluări
- Machine Design - Spur GearsDocument5 paginiMachine Design - Spur GearsKleeanne Nicole UmpadÎncă nu există evaluări
- MBR Session 20Document78 paginiMBR Session 20mariamabbasi2626Încă nu există evaluări
- Strategies For Administrative Reform: Yehezkel DrorDocument17 paginiStrategies For Administrative Reform: Yehezkel DrorNahidul IslamÎncă nu există evaluări
- Shaft Alignment Guide - E-Jan05Document21 paginiShaft Alignment Guide - E-Jan05Brian FreemanÎncă nu există evaluări
- Computer Programming Assignment - 3Document3 paginiComputer Programming Assignment - 3Waqas MehmoodÎncă nu există evaluări
- Study of Process - Improving Efficiency of Closed Die Hot Forging ProcessDocument69 paginiStudy of Process - Improving Efficiency of Closed Die Hot Forging ProcessMrLanternÎncă nu există evaluări
- A Beautiful Blonde A Nash Coordination GameDocument12 paginiA Beautiful Blonde A Nash Coordination GameAnonymous va7umdWyhÎncă nu există evaluări
- Manual de Mathcad 14 en Español PDFDocument410 paginiManual de Mathcad 14 en Español PDFalejandro_baro419Încă nu există evaluări
- STA642 Handouts Topic 1 To 187 by Mahar Afaq Safdar MuhammadDocument1.739 paginiSTA642 Handouts Topic 1 To 187 by Mahar Afaq Safdar Muhammadhumairamubarak2001Încă nu există evaluări
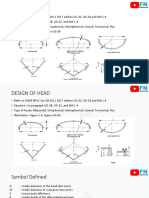
- Design of Formed VesselDocument16 paginiDesign of Formed VesselTito FebriantoÎncă nu există evaluări
- Lab 6 Inductive ReactanceDocument7 paginiLab 6 Inductive ReactanceJn Guinto0% (1)
- St501-Ln1kv 04fs EnglishDocument12 paginiSt501-Ln1kv 04fs Englishsanthoshs241s0% (1)
- Inductive and Deductive ReasoningDocument37 paginiInductive and Deductive ReasoningGadela KevinÎncă nu există evaluări