S-ar putea să vă placă și
- LA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaDocument65 paginiLA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaGloria Gutiérrez O100% (1)
- PLD - Vcu: Capacitación Comercial Sistema Eléctrico y Electrónico Century Class/Columbia Marzo 2004Document112 paginiPLD - Vcu: Capacitación Comercial Sistema Eléctrico y Electrónico Century Class/Columbia Marzo 2004miguelx6975% (4)
- Encuesta Diseño de Un Sistema de Gestion Ambiental Según La Norma IsoDocument10 paginiEncuesta Diseño de Un Sistema de Gestion Ambiental Según La Norma IsoAdela RodriguezÎncă nu există evaluări
- Reinventar El AmorDocument25 paginiReinventar El AmorSALVADOR FLORES CHAVARINÎncă nu există evaluări
- Revista Computer Hoy 15 AgostoDocument68 paginiRevista Computer Hoy 15 AgostoFrancisco Raul OsoÎncă nu există evaluări
- Estructura y Mecanismos de Las Enzimas. Cofactores y Coenzimas. Función Biológica y Control de La Actividad.Document6 paginiEstructura y Mecanismos de Las Enzimas. Cofactores y Coenzimas. Función Biológica y Control de La Actividad.Marina100% (1)
- Fundamentación TeóricaDocument40 paginiFundamentación TeóricaAdela RodriguezÎncă nu există evaluări
- Catalogo Florales, Frutales, Golosinas, Peluches, Cerveza y VinoDocument158 paginiCatalogo Florales, Frutales, Golosinas, Peluches, Cerveza y VinoAdela RodriguezÎncă nu există evaluări
- Capítulo II, Grupo 4Document9 paginiCapítulo II, Grupo 4Adela RodriguezÎncă nu există evaluări
- Formato Check List Proveedores (Covid-19)Document7 paginiFormato Check List Proveedores (Covid-19)Adela RodriguezÎncă nu există evaluări
- Trabajo 1 - Parte 1Document5 paginiTrabajo 1 - Parte 1Adela RodriguezÎncă nu există evaluări
- Estudio de TiemposDocument3 paginiEstudio de TiemposAdela RodriguezÎncă nu există evaluări
- TEMADocument9 paginiTEMAAdela RodriguezÎncă nu există evaluări
- TEMADocument9 paginiTEMAAdela RodriguezÎncă nu există evaluări
- EJERCICIO13Document8 paginiEJERCICIO13Adela RodriguezÎncă nu există evaluări
- LEYDECOMPANIASDocument60 paginiLEYDECOMPANIASAdela RodriguezÎncă nu există evaluări
- Estudio de TiemposDocument3 paginiEstudio de TiemposAdela RodriguezÎncă nu există evaluări
- TEMA ModificadoDocument10 paginiTEMA ModificadoAdela RodriguezÎncă nu există evaluări
- Desahucio y despidoDocument3 paginiDesahucio y despidoAdela RodriguezÎncă nu există evaluări
- Sistema de Gestion Ambiental 2015-59-102Document44 paginiSistema de Gestion Ambiental 2015-59-102Adela RodriguezÎncă nu există evaluări
- Trabajo 2Document8 paginiTrabajo 2Adela RodriguezÎncă nu există evaluări
- SARTDocument9 paginiSARTAdela RodriguezÎncă nu există evaluări
- Visita CEDALDocument13 paginiVisita CEDALAdela RodriguezÎncă nu există evaluări
- Administración de La ProducciónDocument2 paginiAdministración de La ProducciónAdela RodriguezÎncă nu există evaluări
- EXPO Talento HumanoDocument21 paginiEXPO Talento HumanoAdela RodriguezÎncă nu există evaluări
- EXPO Talento HumanoDocument21 paginiEXPO Talento HumanoAdela RodriguezÎncă nu există evaluări
- Pro Ducci OnDocument10 paginiPro Ducci OnAdela RodriguezÎncă nu există evaluări
- Anexos DiagramasDocument2 paginiAnexos DiagramasAdela RodriguezÎncă nu există evaluări
- EXPO Talento HumanoDocument21 paginiEXPO Talento HumanoAdela RodriguezÎncă nu există evaluări
- 8B PLC 1919 Grupo02 Trabajo-01Document3 pagini8B PLC 1919 Grupo02 Trabajo-01Adela RodriguezÎncă nu există evaluări
- Borra DorDocument2 paginiBorra DorAdela RodriguezÎncă nu există evaluări
- Tipificación de Riesgos LaboralesDocument4 paginiTipificación de Riesgos LaboralesAdela RodriguezÎncă nu există evaluări
- Anexos DiagramasDocument2 paginiAnexos DiagramasAdela RodriguezÎncă nu există evaluări
- Pro Ducci OnDocument2 paginiPro Ducci OnAdela RodriguezÎncă nu există evaluări
- Unidad 3 Actividad 1 Subir ArchivoDocument2 paginiUnidad 3 Actividad 1 Subir ArchivoGerardo Hernandez Garmendia0% (1)
- Beneficios de la actividad física en niños y adolescentesDocument9 paginiBeneficios de la actividad física en niños y adolescentesHumberto Antonio Gallardo GuzmánÎncă nu există evaluări
- HS-S-58 01 Espacios ConfinadosDocument16 paginiHS-S-58 01 Espacios ConfinadosOscar Eduardo Valladares LopezÎncă nu există evaluări
- Reseña Conceptual-La EpopeyaDocument7 paginiReseña Conceptual-La EpopeyaAnitaÎncă nu există evaluări
- Bbcs1-6 - La Salvación y Las RecompensasDocument5 paginiBbcs1-6 - La Salvación y Las RecompensasPsa.Mtra. Mirella CoelloÎncă nu există evaluări
- Taller Hemoanalisis 1Document11 paginiTaller Hemoanalisis 1Lina JohananaÎncă nu există evaluări
- Boletin de Criminalistica de La Identificación PersonaDocument13 paginiBoletin de Criminalistica de La Identificación Personajose luis garcia cruzÎncă nu există evaluări
- Los Mandamientos Del Abogado Eduardo J CoutureDocument61 paginiLos Mandamientos Del Abogado Eduardo J CoutureCarla Francisca Fuentes GonzalezÎncă nu există evaluări
- Glosarios ADocument2 paginiGlosarios ADiego Porras EstevezÎncă nu există evaluări
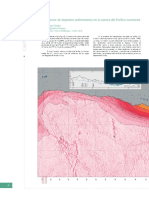
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalDocument2 pagini6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierÎncă nu există evaluări
- Azavel & CazzDocument9 paginiAzavel & CazzDiego Diaz UcedaÎncă nu există evaluări
- Cuestionario de RompeolasDocument6 paginiCuestionario de RompeolasAbraham Rosas HernándezÎncă nu există evaluări
- Taller Evaluacion y Seleccion de ConceptosDocument5 paginiTaller Evaluacion y Seleccion de ConceptosMARIO VELASQUEZ MOLINAÎncă nu există evaluări
- Cuadro Estructura CelularDocument3 paginiCuadro Estructura CelularAndrea Trujillo CardosoÎncă nu există evaluări
- Teoria de RestriccionesDocument22 paginiTeoria de RestriccionesMonica Lizbeth Chacon PrietoÎncă nu există evaluări
- ModelosCrecimientoPoblacionalDocument27 paginiModelosCrecimientoPoblacionalMeliza Qquelcca MamanquiÎncă nu există evaluări
- La iluminación y el entendimiento agente en San BuenaventuraDocument2 paginiLa iluminación y el entendimiento agente en San BuenaventuraPaco GordilloÎncă nu există evaluări
- PDF. Fundamentos Físicos y Equipos. Tema 20Document12 paginiPDF. Fundamentos Físicos y Equipos. Tema 20celiaÎncă nu există evaluări
- Las Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudDocument17 paginiLas Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudjuanpablovildosoÎncă nu există evaluări
- Placas base y rodetas de oclusión y contornoDocument36 paginiPlacas base y rodetas de oclusión y contornoH Adela CBÎncă nu există evaluări
- Antologia Gerencia Social IIDocument262 paginiAntologia Gerencia Social IIOtto Edvin100% (5)
- Practica 9 - Fisica 4 LabDocument5 paginiPractica 9 - Fisica 4 LabRubén AntonioÎncă nu există evaluări
- Comentarios Sobre "El Agua" de Francis PongeDocument1 paginăComentarios Sobre "El Agua" de Francis PongeNicolas Mendez RamirezÎncă nu există evaluări
- Ginecologia 1Document4 paginiGinecologia 1ERICKÎncă nu există evaluări
- Guía 1er Parcial Medicina Legal 2023 - 084706Document51 paginiGuía 1er Parcial Medicina Legal 2023 - 084706Cristian NavaÎncă nu există evaluări