S-ar putea să vă placă și
- VpCI-414 (GB)Document7 paginiVpCI-414 (GB)sathyabalaramanÎncă nu există evaluări
- ISO 15348 2002 Metal Bellows Expansion Joints PDFDocument8 paginiISO 15348 2002 Metal Bellows Expansion Joints PDFFernando GómezÎncă nu există evaluări
- Salt Spray and Cyclic Corrosion TestingDocument2 paginiSalt Spray and Cyclic Corrosion TestingmeghaÎncă nu există evaluări
- GS Moo PVV 612 00 enDocument34 paginiGS Moo PVV 612 00 enTouil HoussemÎncă nu există evaluări
- Steel SAE O-Rings AdaptersDocument3 paginiSteel SAE O-Rings Adaptersgeav25653855Încă nu există evaluări
- Thermaline Heat Shield PDSDocument2 paginiThermaline Heat Shield PDSKhemaraj Path100% (1)
- Iso 4624 2016Document9 paginiIso 4624 2016Luis CarneroÎncă nu există evaluări
- Material Conversion TableDocument1 paginăMaterial Conversion TableravikumarangÎncă nu există evaluări
- Spe 76-222 Dec 2012Document10 paginiSpe 76-222 Dec 2012akashdruva892Încă nu există evaluări
- Galvosil 15680 Data SheetDocument2 paginiGalvosil 15680 Data Sheetn00b1810Încă nu există evaluări
- 229-79577 - EN - 10204 - Type - 3 - 2 - Certification - Services.2 Inspection Certification PDFDocument2 pagini229-79577 - EN - 10204 - Type - 3 - 2 - Certification - Services.2 Inspection Certification PDFBranza TelemeaÎncă nu există evaluări
- 붙임 - 3-1. 천연가스용 볼밸브 표준규격Document25 pagini붙임 - 3-1. 천연가스용 볼밸브 표준규격윤병택Încă nu există evaluări
- GTL-81-01 Rev 03 Protective CoatingsDocument36 paginiGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- SSPC PS 15.02Document2 paginiSSPC PS 15.02anoopkumarÎncă nu există evaluări
- Vecom - Japanese BlackDocument2 paginiVecom - Japanese Blackdiaccessltd_17172961Încă nu există evaluări
- BS EN 15189 - 2006 - PU - Externally - Coated - Ductile - Iron - PipesDocument26 paginiBS EN 15189 - 2006 - PU - Externally - Coated - Ductile - Iron - PipesRishab KejriwalÎncă nu există evaluări
- ISO 19840 2004 en PreviewDocument8 paginiISO 19840 2004 en PreviewBalbhim JagdaleÎncă nu există evaluări
- Prorox WM 960 Sa PDFDocument1 paginăProrox WM 960 Sa PDFr afriantoÎncă nu există evaluări
- Data Sheet Proguard CN 200 A.SDocument3 paginiData Sheet Proguard CN 200 A.SAlexir Thatayaone NdovieÎncă nu există evaluări
- 41.water Cum Foam Monitor-Trailer MountedDocument2 pagini41.water Cum Foam Monitor-Trailer MountedSimbu ArasanÎncă nu există evaluări
- 3LPE 1d44a0 PDFDocument33 pagini3LPE 1d44a0 PDFHotnCrispy CrispyÎncă nu există evaluări
- Sample Format of Laundry BillDocument1 paginăSample Format of Laundry BillShiva RajÎncă nu există evaluări
- ASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesDocument1 paginăASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesJose Rodrigo Salguero DuranÎncă nu există evaluări
- Chem ClearDocument5 paginiChem ClearBiju_PottayilÎncă nu există evaluări
- 03.i. Pipe Data SheetDocument1 pagină03.i. Pipe Data SheetBalaji NaikÎncă nu există evaluări
- API Specification 6D 24th Edition Errata 10 20210803Document1 paginăAPI Specification 6D 24th Edition Errata 10 20210803ANANDÎncă nu există evaluări
- Closure Data PEDocument2 paginiClosure Data PEjowarÎncă nu există evaluări
- Pig Trap End Closure105671465 PDFDocument24 paginiPig Trap End Closure105671465 PDFashishÎncă nu există evaluări
- (En) SHC107-84 PART B (Ver.7.3)Document8 pagini(En) SHC107-84 PART B (Ver.7.3)Minh BảoÎncă nu există evaluări
- VPCL Application and Removal ProcedudreDocument3 paginiVPCL Application and Removal ProcedudreBoby Thomas100% (1)
- NF 16101 Explained PDFDocument8 paginiNF 16101 Explained PDFhammouche_soufianeÎncă nu există evaluări
- Soft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesDocument4 paginiSoft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesEduardoÎncă nu există evaluări
- PD 06604-1997 PDFDocument35 paginiPD 06604-1997 PDFGiorgos SiorentasÎncă nu există evaluări
- Carboguard 690: Selection & Specification Data Selection & Specification DataDocument2 paginiCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadÎncă nu există evaluări
- EVS en ISO 16137 2006 en PreviewDocument11 paginiEVS en ISO 16137 2006 en PreviewMohamed MOUKHTARIAÎncă nu există evaluări
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataDocument3 paginiLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandÎncă nu există evaluări
- BS en Iso 24373-2009Document18 paginiBS en Iso 24373-2009Sunil RishiÎncă nu există evaluări
- ENG-DUQM-101 - Painting Procedure - Rev 3.Document269 paginiENG-DUQM-101 - Painting Procedure - Rev 3.Shiva RajÎncă nu există evaluări
- Pneumatic Actuated Ball Valve PE4320Document2 paginiPneumatic Actuated Ball Valve PE4320Fa ChÎncă nu există evaluări
- QIP-PDI-G.3 - Design Instruction For Standard Pipe Support SelectionDocument1 paginăQIP-PDI-G.3 - Design Instruction For Standard Pipe Support Selectiondimas prasetyoÎncă nu există evaluări
- NR13 - Boilers & Pressure VesselsDocument16 paginiNR13 - Boilers & Pressure Vesselsjohnw007Încă nu există evaluări
- Pantograph Cables For Marine Loading ArmsDocument7 paginiPantograph Cables For Marine Loading ArmsShahul Hameed RazikÎncă nu există evaluări
- En 13121-3 (2016) (E)Document10 paginiEn 13121-3 (2016) (E)jasonÎncă nu există evaluări
- Sl-Elt-Pr-Wps1-4107-C2-S1-Welder QualificationDocument15 paginiSl-Elt-Pr-Wps1-4107-C2-S1-Welder Qualificationsaeed ghafooriÎncă nu există evaluări
- Marine Joinery Outfitting PDFDocument43 paginiMarine Joinery Outfitting PDFÇÇağdaş_1Încă nu există evaluări
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 paginiApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawÎncă nu există evaluări
- Asian Paints Apcothane CF 674 PDFDocument1 paginăAsian Paints Apcothane CF 674 PDFANUP KUMAR MITRAÎncă nu există evaluări
- KOC-P-004 Part 4Document38 paginiKOC-P-004 Part 4Hari KrishnanÎncă nu există evaluări
- E0909Document6 paginiE0909ahmedbeaetÎncă nu există evaluări
- 76 - 033Document6 pagini76 - 033rajaÎncă nu există evaluări
- Astm d7602Document8 paginiAstm d7602EdgarDavidDiazCamposÎncă nu există evaluări
- Flame Arrester - Technical DetailsDocument16 paginiFlame Arrester - Technical DetailsAnonymous 3DHogIÎncă nu există evaluări
- Asme Sec XDocument1 paginăAsme Sec XSARSAN NDTÎncă nu există evaluări
- R P RP O501 E W P S: Ecommended RacticeDocument43 paginiR P RP O501 E W P S: Ecommended RacticepaulortsÎncă nu există evaluări
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDocument28 paginiSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenÎncă nu există evaluări
- Iso 13664Document6 paginiIso 13664Lalit MisraÎncă nu există evaluări
- Iso 9692-2 AnglaisDocument13 paginiIso 9692-2 AnglaisbdelpierreÎncă nu există evaluări
- Iso 8503-3Document11 paginiIso 8503-3Gerrit Stephen Du PreezÎncă nu există evaluări
- Iso 8503-1Document8 paginiIso 8503-1Akram DriraÎncă nu există evaluări
- FormDocument2 paginiFormlalitaliÎncă nu există evaluări
- FormDocument2 paginiFormlalitaliÎncă nu există evaluări
- HSE FormDocument2 paginiHSE FormlalitaliÎncă nu există evaluări
- Dept Details Target April 2021 To September 2021Document1 paginăDept Details Target April 2021 To September 2021lalitaliÎncă nu există evaluări
- Sa 672Document7 paginiSa 672lalitaliÎncă nu există evaluări
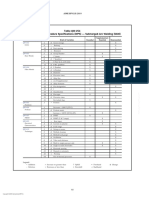
- Table QW-254 Welding Variables Procedure Specifications (WPS) - Submerged-Arc Welding (SAW)Document1 paginăTable QW-254 Welding Variables Procedure Specifications (WPS) - Submerged-Arc Welding (SAW)lalitaliÎncă nu există evaluări
- Manpower 2021Document1 paginăManpower 2021lalitaliÎncă nu există evaluări
- Table QW-254 Welding Variables Procedure Specifications (WPS) - Submerged-Arc Welding (SAW)Document1 paginăTable QW-254 Welding Variables Procedure Specifications (WPS) - Submerged-Arc Welding (SAW)lalitaliÎncă nu există evaluări
- Plate Inspection ReportDocument1 paginăPlate Inspection ReportlalitaliÎncă nu există evaluări
- Life Cycle ExamplesDocument1 paginăLife Cycle ExampleslalitaliÎncă nu există evaluări
- Idealarc® CV400 MIG WelderDocument2 paginiIdealarc® CV400 MIG WelderlalitaliÎncă nu există evaluări
- Comparison 44 45Document26 paginiComparison 44 45lalitaliÎncă nu există evaluări
- API 5L 46TH EditionDocument2 paginiAPI 5L 46TH Editionlalitali60% (5)
- API 5L 46TH EditionDocument2 paginiAPI 5L 46TH Editionlalitali60% (5)
- Safety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012Document7 paginiSafety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012lalitali0% (2)
- Is 458-1988Document46 paginiIs 458-1988Rajashekhar Katta100% (2)
- Safety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012Document7 paginiSafety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012lalitali0% (2)
- Test 1Document33 paginiTest 1lalitaliÎncă nu există evaluări
- Is 458-1988Document46 paginiIs 458-1988Rajashekhar Katta100% (2)
- Asme Pvho-1Document14 paginiAsme Pvho-1luisarrien100% (1)
- Math10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Document28 paginiMath10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Cristina Amantiad100% (5)
- Practical 1 PacingDocument13 paginiPractical 1 PacingFiaz Hussain0% (1)
- Atmel 0038Document1 paginăAtmel 0038namerÎncă nu există evaluări
- The Network+ Cram Sheet: Networking ConceptsDocument4 paginiThe Network+ Cram Sheet: Networking ConceptsISTAKHAR UDDIN AHAMED100% (1)
- 3g3JX InverterDocument262 pagini3g3JX InverterdatdttvuÎncă nu există evaluări
- Optimizing Valve Actuator Parameters To Enhance Control Valve PerformanceDocument7 paginiOptimizing Valve Actuator Parameters To Enhance Control Valve PerformanceRomanStrikerÎncă nu există evaluări
- Transom Analysis ComparisonDocument38 paginiTransom Analysis ComparisonRifky NetriadyÎncă nu există evaluări
- Craig Pirrong-Commodity Price Dynamics - A Structural Approach-Cambridge University Press (2011) PDFDocument239 paginiCraig Pirrong-Commodity Price Dynamics - A Structural Approach-Cambridge University Press (2011) PDFchengadÎncă nu există evaluări
- Soil Mechanics PowerpointDocument239 paginiSoil Mechanics PowerpointEdcel Angelo TomasÎncă nu există evaluări
- LRL 1220 DDocument6 paginiLRL 1220 DDEShifÎncă nu există evaluări
- "Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammeDocument59 pagini"Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammemanjaÎncă nu există evaluări
- Thumb Rules For Civil Engineers PDFDocument4 paginiThumb Rules For Civil Engineers PDFA KÎncă nu există evaluări
- 1001451317230Document12 pagini1001451317230JulioEdgarHanccoZeaÎncă nu există evaluări
- Tutorial 1 PDFDocument2 paginiTutorial 1 PDFSYAFIQAH ISMAIL100% (1)
- HCL McQs SET-3Document8 paginiHCL McQs SET-3ThorÎncă nu există evaluări
- DNV RP F401Document23 paginiDNV RP F401Christopher BlevinsÎncă nu există evaluări
- Lab Report Instructions - Isolation of Cinnamaldehyde - SP16Document4 paginiLab Report Instructions - Isolation of Cinnamaldehyde - SP16Al SharptonÎncă nu există evaluări
- Workspace Satisfaction - The Privacy-Communication Trade-Off in Open-Plan OfficesDocument9 paginiWorkspace Satisfaction - The Privacy-Communication Trade-Off in Open-Plan OfficesAyşe Nur TürkerÎncă nu există evaluări
- L011375 - MT4434TE Spec SheetDocument2 paginiL011375 - MT4434TE Spec SheetJunior BautistaÎncă nu există evaluări
- Oracle Process Manufacturing Master SetupsDocument42 paginiOracle Process Manufacturing Master SetupsMadhuri Uppala100% (2)
- EX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and ViewsDocument44 paginiEX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and Viewslalit thakur100% (1)
- Offshore Pipe Riser PDFDocument8 paginiOffshore Pipe Riser PDFdndudcÎncă nu există evaluări
- Design of Inner Lid of Pressure Cooker With Circular Shape Having Straight EdgesDocument5 paginiDesign of Inner Lid of Pressure Cooker With Circular Shape Having Straight EdgesSecret SecretÎncă nu există evaluări
- Investment Model QuestionsDocument12 paginiInvestment Model Questionssamuel debebe0% (1)
- WSU Presentation 20220407Document63 paginiWSU Presentation 20220407debapriyoÎncă nu există evaluări
- Lazauskas 2013Document15 paginiLazauskas 2013Youcef FermiÎncă nu există evaluări
- Friction Clutches PDFDocument14 paginiFriction Clutches PDFamanmittal0850% (2)