S-ar putea să vă placă și
- Calzados LB Lobo Black Eirl FinaaaalllllllllllDocument21 paginiCalzados LB Lobo Black Eirl FinaaaalllllllllllPierina Jazmin Nieto PantigosoÎncă nu există evaluări
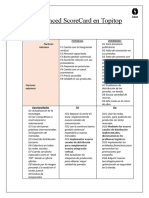
- EL Balanced ScoreCard en TopitopDocument5 paginiEL Balanced ScoreCard en TopitopJosuéÎncă nu există evaluări
- PC Usil Cpel Spi 2022-I M1 LNDocument5 paginiPC Usil Cpel Spi 2022-I M1 LNLuisSalvador1987Încă nu există evaluări
- Caso Merkalde SDocument8 paginiCaso Merkalde SYasmin Castro BustamanteÎncă nu există evaluări
- Activo Fijo (7.1)Document4 paginiActivo Fijo (7.1)Annie ChuquimajoÎncă nu există evaluări
- 4 Sesión 04 - Costeo Basado en ActividadesDocument76 pagini4 Sesión 04 - Costeo Basado en Actividadesjesus uribe100% (1)
- El Arte de La Guerra-Sun TzuDocument30 paginiEl Arte de La Guerra-Sun TzuIrma Ramirez100% (1)
- Mol ItaliaDocument1 paginăMol ItaliaJosh AnthonyÎncă nu există evaluări
- Ing. Electrica y Aut. IndustrialDocument3 paginiIng. Electrica y Aut. IndustrialBotoncitos VmÎncă nu există evaluări
- Práctica 01 - Localización de Una Planta - Colque Gómez ValeriaDocument12 paginiPráctica 01 - Localización de Una Planta - Colque Gómez ValeriaValeria Colque GómezÎncă nu există evaluări
- EF Sistemas de Informacion Gerencial Grupo11 PDFDocument7 paginiEF Sistemas de Informacion Gerencial Grupo11 PDFguillermo corroÎncă nu există evaluări
- Simulador SimproDocument3 paginiSimulador SimproJimmy Linares QuirozÎncă nu există evaluări
- Semana #12 - Análisis A Través de Ratios de La Empresa Comercial (Marjory Diaz Capa)Document11 paginiSemana #12 - Análisis A Través de Ratios de La Empresa Comercial (Marjory Diaz Capa)dago caychoÎncă nu există evaluări
- Diagramas de ProcesoDocument4 paginiDiagramas de ProcesoEvelin Figueroa CaquiÎncă nu există evaluări
- S05.s1 - Ejercicios Costos de ProduccionDocument8 paginiS05.s1 - Ejercicios Costos de ProduccionLucero Lu0% (1)
- Dap Detallado CalzadoDocument6 paginiDap Detallado CalzadoDanitza Abarca MartinezÎncă nu există evaluări
- U1 S1 Caso Juan López EjercicioDeRefuerzoDocument13 paginiU1 S1 Caso Juan López EjercicioDeRefuerzoVanessa CórdovaÎncă nu există evaluări
- Practica Adicional GloriaDocument10 paginiPractica Adicional GloriaEliaÎncă nu există evaluări
- Quiz 1Document1 paginăQuiz 1Allison Mancilla DiazÎncă nu există evaluări
- Costos y Presupuestos Caso N°3Document5 paginiCostos y Presupuestos Caso N°3chinithaÎncă nu există evaluări
- Ep Ing Ind Wa 2021-2 Ing Met II 0309Document12 paginiEp Ing Ind Wa 2021-2 Ing Met II 0309julinho solisÎncă nu există evaluări
- Caso Win - 1, 2, 3 y 4 FinalDocument39 paginiCaso Win - 1, 2, 3 y 4 FinalIsmael Wimmer ErazoÎncă nu există evaluări
- Diagrama Causa-Efecto Corto 3Document1 paginăDiagrama Causa-Efecto Corto 3Giancarlo GaitánÎncă nu există evaluări
- GCP 2020ii PC3Document3 paginiGCP 2020ii PC3jose luisÎncă nu există evaluări
- JIT A Empresa Metal MecanicaDocument8 paginiJIT A Empresa Metal MecanicaFrank Yorck Balbin Perez100% (1)
- Casos Practicos TasasDocument54 paginiCasos Practicos TasasDEYSIÎncă nu există evaluări
- Cementos PacasmayoDocument18 paginiCementos Pacasmayoedgar zapata moreÎncă nu există evaluări
- Doe KuresaDocument14 paginiDoe KuresaJorge Arevalo VilchezÎncă nu există evaluări
- "Fabrication - OFICIAL 2018Document43 pagini"Fabrication - OFICIAL 2018Jorge OrtizÎncă nu există evaluări
- Finn 1306 220 1 Ef InformeDocument6 paginiFinn 1306 220 1 Ef InformeClauu Martinez PortalÎncă nu există evaluări
- Recuperacion Trabajo FinalDocument21 paginiRecuperacion Trabajo FinalDusyan Jairo HCÎncă nu există evaluări
- 2020 2 Uni SC 1 Prac. Calif.Document3 pagini2020 2 Uni SC 1 Prac. Calif.alberto quispe gonzalesÎncă nu există evaluări
- Lab 02 TaladroDocument9 paginiLab 02 TaladrosebastianÎncă nu există evaluări
- Tarea Nro. 4Document9 paginiTarea Nro. 4Jefry VicenteÎncă nu există evaluări
- Empresa CarolinaDocument11 paginiEmpresa CarolinaBenjaminPilcoRamirez0% (1)
- KFCDocument4 paginiKFCAnthony EchevarriaÎncă nu există evaluări
- Informe Final InvestigaciónDocument13 paginiInforme Final Investigaciónyuli880905Încă nu există evaluări
- Ta 5 Contabilidad de CostosDocument19 paginiTa 5 Contabilidad de CostosRenso Jean AtencioÎncă nu există evaluări
- Hoja Excel para Elaborar El Presupuesto Maestro - Bebida Gaseosa Azucarada BLANCO - GP A1T1 20221 1Document9 paginiHoja Excel para Elaborar El Presupuesto Maestro - Bebida Gaseosa Azucarada BLANCO - GP A1T1 20221 1Eva Acosta hurtadoÎncă nu există evaluări
- Caso Plaza Vea - Grupo3a.Document10 paginiCaso Plaza Vea - Grupo3a.Ivan CulquiÎncă nu există evaluări
- Matriz Ie-PeyeaDocument5 paginiMatriz Ie-PeyeaRosalinda Ch BarretoÎncă nu există evaluări
- 1919 - E-Business - G4al - 00 - 01 - T1 - Mirella Alfaro ChavezDocument4 pagini1919 - E-Business - G4al - 00 - 01 - T1 - Mirella Alfaro ChavezMirella AlfaroÎncă nu există evaluări
- Planeamiento Estratégico Starbucks PeruDocument9 paginiPlaneamiento Estratégico Starbucks PeruROMIL VLADIMIR ZUÑIGA QUISPE100% (1)
- Solucionario Del Examen T1Document3 paginiSolucionario Del Examen T1Arturo MoralesÎncă nu există evaluări
- Producto Academico 5 Caso La EspinacaDocument4 paginiProducto Academico 5 Caso La EspinacaRocio Infante AntunezÎncă nu există evaluări
- Ejercicio 10.09.20Document41 paginiEjercicio 10.09.20luis vazquesÎncă nu există evaluări
- ANALISI DE ENTORNO 5 FUERZAS DE PORTER LettrasDocument4 paginiANALISI DE ENTORNO 5 FUERZAS DE PORTER LettrasPATYÎncă nu există evaluări
- Mezcla de ProductosDocument4 paginiMezcla de ProductosVanessa RuizÎncă nu există evaluări
- Empresa PomalcaDocument11 paginiEmpresa PomalcaMarshmellow AloneÎncă nu există evaluări
- S08.s1 Material-1Document35 paginiS08.s1 Material-1pierina floresÎncă nu există evaluări
- Indicadores de Gestion de ProcesosDocument5 paginiIndicadores de Gestion de ProcesosSalas AldairÎncă nu există evaluări
- Simpro Decision 5Document21 paginiSimpro Decision 5Solansh Arlet Ledezma PazÎncă nu există evaluări
- Examen Final - Ing Métodos 2 ING IND UG 2020-1Document5 paginiExamen Final - Ing Métodos 2 ING IND UG 2020-1christianÎncă nu există evaluări
- Ejercicios Curva DemandaDocument3 paginiEjercicios Curva DemandaidkfvÎncă nu există evaluări
- Cuestionario 2 Contabilidad de CostosDocument22 paginiCuestionario 2 Contabilidad de CostosNova 34Încă nu există evaluări
- Cuestionario #4 y #17-Analisis de CostoDocument14 paginiCuestionario #4 y #17-Analisis de CostoGary ValenvergÎncă nu există evaluări
- IntroducciónDocument27 paginiIntroducciónEdgarAlejandroVargasLinarezÎncă nu există evaluări
- Guia 46 y 56Document6 paginiGuia 46 y 56Cristian Fabian Devia BarretoÎncă nu există evaluări
- Costeo Por Procesos y Por ÓrdenesDocument15 paginiCosteo Por Procesos y Por ÓrdenesPatricio Barragán0% (1)
- ContabilidadDocument9 paginiContabilidaduserpro115Încă nu există evaluări
- Tarea 6Document8 paginiTarea 6Jose Sana MermaÎncă nu există evaluări
- TRABAJO GRUPAL Vicio Humano y Vicio PatológicoDocument1 paginăTRABAJO GRUPAL Vicio Humano y Vicio PatológicoJose Sana MermaÎncă nu există evaluări
- Trabajo de Desarrollo EmprendedorDocument78 paginiTrabajo de Desarrollo EmprendedorJose Sana MermaÎncă nu există evaluări
- Diagrama de Flujo HostalDocument1 paginăDiagrama de Flujo HostalJose Sana MermaÎncă nu există evaluări
- Analisis Del CN y Area ArteDocument1 paginăAnalisis Del CN y Area ArteJose Sana MermaÎncă nu există evaluări
- Curriculo de Vida Jose Sana MermaDocument3 paginiCurriculo de Vida Jose Sana MermaJose Sana MermaÎncă nu există evaluări
- Grupo BimboDocument5 paginiGrupo BimboJose Sana MermaÎncă nu există evaluări
- Papas Es Peciales para Niños EspecialesDocument23 paginiPapas Es Peciales para Niños EspecialesJose Sana MermaÎncă nu există evaluări
- Puntuación Segun Las Normas APADocument24 paginiPuntuación Segun Las Normas APAJose Sana Merma0% (1)
- Diagrama BimanualDocument3 paginiDiagrama BimanualJose Sana MermaÎncă nu există evaluări
- Encuesta de JabonDocument1 paginăEncuesta de JabonJose Sana MermaÎncă nu există evaluări
- El Cuento MatematicoDocument17 paginiEl Cuento MatematicoJose Sana MermaÎncă nu există evaluări
- Ficha de Trabajo - Pilares Del TPMDocument2 paginiFicha de Trabajo - Pilares Del TPMJose Sana MermaÎncă nu există evaluări
- Era CristianaDocument3 paginiEra CristianaHerzog Luis Toro ArceÎncă nu există evaluări
- 58-0326 Unidos Bajo Una Cabeza WMBDocument16 pagini58-0326 Unidos Bajo Una Cabeza WMBSAUL QUEVEDOÎncă nu există evaluări
- Ensayo de Luis Fernando Salinas Corro "Caso Enron"Document5 paginiEnsayo de Luis Fernando Salinas Corro "Caso Enron"Fernando SalinasÎncă nu există evaluări
- Clases Desgravadas Derecho Internacional Público y Política Exterior-DaghDocument315 paginiClases Desgravadas Derecho Internacional Público y Política Exterior-DaghLuciana ValdezÎncă nu există evaluări
- SUMATIVADocument2 paginiSUMATIVAFabian EstebanÎncă nu există evaluări
- Trabajo Markstrad LN 1002 PDFDocument16 paginiTrabajo Markstrad LN 1002 PDFJose Brayan VasquezdelacruzÎncă nu există evaluări
- Instrcutiva para Personal de Matadero de Agacam 001Document4 paginiInstrcutiva para Personal de Matadero de Agacam 001Amed Ronald Iglesias SaavedraÎncă nu există evaluări
- DiseñoProcesos Semana1Document7 paginiDiseñoProcesos Semana1Juan GallardoÎncă nu există evaluări
- Procesos Civiles y Comerciales - TP 3 - Pablo BassoDocument7 paginiProcesos Civiles y Comerciales - TP 3 - Pablo BassoPablo BassoÎncă nu există evaluări
- Balotario Cobit5 FDocument9 paginiBalotario Cobit5 FAlonso Gutierrez TÎncă nu există evaluări
- Gastronomia Sostenible - PNUMADocument5 paginiGastronomia Sostenible - PNUMAJuan DaÎncă nu există evaluări
- Cuentas No ComercialesDocument6 paginiCuentas No ComercialesBrayan Corrales AlmarazÎncă nu există evaluări
- LABORATORIO 3 Derecho ConstDocument5 paginiLABORATORIO 3 Derecho Constmelanie cruz100% (2)
- Santos TontosDocument84 paginiSantos TontosJOSE MARTINEZ HERNANDEZ100% (1)
- Asignación para El Caso Práctico.Document1 paginăAsignación para El Caso Práctico.Leonardo CardenasÎncă nu există evaluări
- La Reputación Corporativa Como Factor de LiderazgoDocument6 paginiLa Reputación Corporativa Como Factor de LiderazgoGuillermo de la CruzÎncă nu există evaluări
- Aportes Que Dejaron Los Tainos A La Sociedad DominicanaDocument2 paginiAportes Que Dejaron Los Tainos A La Sociedad DominicanaamauryÎncă nu există evaluări
- Ficha Estimulación Cognitiva CocinaDocument5 paginiFicha Estimulación Cognitiva CocinaAndrea VázquezÎncă nu există evaluări
- Cuadro Sinoptico Educacion en La Primera Infancia - Rubis FigueroaDocument2 paginiCuadro Sinoptico Educacion en La Primera Infancia - Rubis FigueroaMaite Guzmán FigueroaÎncă nu există evaluări
- Renovar - ICETEXDocument2 paginiRenovar - ICETEXsergio narvaezÎncă nu există evaluări
- TesisDocument79 paginiTesisIbelise Zamora100% (1)
- Determinantes de La Salud 2015Document9 paginiDeterminantes de La Salud 2015Dennis Fernando ArceÎncă nu există evaluări
- Tiendas EFE - OrganigramaDocument4 paginiTiendas EFE - OrganigramaEdgar Flores Pisfil50% (6)
- BHP - IS Accidente en Ruta Buses - v2.0 PDFDocument2 paginiBHP - IS Accidente en Ruta Buses - v2.0 PDFjcastrorobles100% (1)
- Temario COFEDocument4 paginiTemario COFEAna aylin Visoso nohÎncă nu există evaluări
- Formato No.2 Bitacora Etapa ProductivaDocument2 paginiFormato No.2 Bitacora Etapa ProductivaYeimy ValenciaÎncă nu există evaluări
- ISO 22002-1 (Elaboración de Alimentos)Document28 paginiISO 22002-1 (Elaboración de Alimentos)Payaso1978Încă nu există evaluări
- Oraciones para Combatir El CoronavirusDocument7 paginiOraciones para Combatir El CoronaviruslindaÎncă nu există evaluări
- Proverbios 11 La Pesav CabalDocument11 paginiProverbios 11 La Pesav CabalMarcelo DíazÎncă nu există evaluări
- Informe HolandaDocument13 paginiInforme HolandaLeidy Nuñez50% (2)