S-ar putea să vă placă și
- Proiectare Pentru Un Burghiu ElicoidalDocument33 paginiProiectare Pentru Un Burghiu ElicoidalGabriel Petrea100% (1)
- Studiu de Caz DEEEDocument20 paginiStudiu de Caz DEEEmuti_0065426Încă nu există evaluări
- Proiectarea Frezei DiscDocument25 paginiProiectarea Frezei DiscElena TurcuÎncă nu există evaluări
- Prevenire Si Controlul Integrat Al Poluarii in Industria Metalelor NeferoaseDocument65 paginiPrevenire Si Controlul Integrat Al Poluarii in Industria Metalelor NeferoaseGratiela HaragaÎncă nu există evaluări
- Surub SpecialDocument10 paginiSurub SpecialCristian LupuÎncă nu există evaluări
- Proiect de Diploma 1 PDFDocument50 paginiProiect de Diploma 1 PDFRemus PalcauÎncă nu există evaluări
- Proiect Al Unei Scule Aschietoare AlezorDocument11 paginiProiect Al Unei Scule Aschietoare AlezorBogdan GabrielÎncă nu există evaluări
- Laminarea Metalelor EXAMDocument21 paginiLaminarea Metalelor EXAMLeahu TaneaÎncă nu există evaluări
- Freza Disc Modul DiplomaDocument80 paginiFreza Disc Modul DiplomaCorobceanu Marina100% (1)
- Alegerea Materialelor 2Document7 paginiAlegerea Materialelor 2adict26Încă nu există evaluări
- Procesul Tehnologic de PrelucrareDocument21 paginiProcesul Tehnologic de PrelucrareAmalia Eugenia DinuÎncă nu există evaluări
- Negrisan P.Document22 paginiNegrisan P.Bogeanu LauraÎncă nu există evaluări
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuÎncă nu există evaluări
- Deformare PlasticaDocument42 paginiDeformare Plasticadac_valy80Încă nu există evaluări
- Conducerea Optimala A Sistemelor InginerestiDocument76 paginiConducerea Optimala A Sistemelor InginerestiCatalin CataÎncă nu există evaluări
- Laminare Partea1Document69 paginiLaminare Partea1Emil GemilyÎncă nu există evaluări
- Aqps2 ProiectDocument10 paginiAqps2 ProiectCosmin IonutÎncă nu există evaluări
- Tfcri CapacDocument11 paginiTfcri CapacAndu MihailescuÎncă nu există evaluări
- TURNARE ProiectareDocument192 paginiTURNARE ProiectareAntonis KarageorgesÎncă nu există evaluări
- Exercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019Document9 paginiExercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019alexÎncă nu există evaluări
- Proiectarea Produselor - Uscator de ParDocument11 paginiProiectarea Produselor - Uscator de ParAlex Stanciu100% (1)
- TFMUCNDocument22 paginiTFMUCNJose BentleyÎncă nu există evaluări
- Materiale Metalice Propr - MecaniceDocument64 paginiMateriale Metalice Propr - MecanicenarkotycÎncă nu există evaluări
- AbsDocument4 paginiAbsGhetiu Silviu CorneliuÎncă nu există evaluări
- Proiect AlezorDocument18 paginiProiect AlezorAlex100% (1)
- Proiect Mediu Ro LemnDocument31 paginiProiect Mediu Ro LemnIonut DragomirÎncă nu există evaluări
- Proiect AlezorDocument10 paginiProiect AlezorJacky JackÎncă nu există evaluări
- Turnarea Centrifugala Tuburi AlamaDocument15 paginiTurnarea Centrifugala Tuburi AlamaAndreea ŞoldanÎncă nu există evaluări
- Proiect MSSP FinalDocument15 paginiProiect MSSP FinalAlexandra PopescuÎncă nu există evaluări
- Prelucrare Cu Fascicul de IoniDocument39 paginiPrelucrare Cu Fascicul de IoniPufu MadalinÎncă nu există evaluări
- Aliaje Dure Sinterizate Din Carburi MetaliceDocument2 paginiAliaje Dure Sinterizate Din Carburi Metaliceenamicul50100% (1)
- 1 - Tolerante Si Control Dimensional ArboreDocument28 pagini1 - Tolerante Si Control Dimensional ArboreEduArd Bogdan100% (1)
- Pop A PaulDocument60 paginiPop A PauldoruoctaviandumitruÎncă nu există evaluări
- Sistemul de Management Integrat de Mediu Al Organizatiei " "Document24 paginiSistemul de Management Integrat de Mediu Al Organizatiei " "Crinutza CrinaÎncă nu există evaluări
- Proiect ModificatDocument56 paginiProiect ModificatRony Bertone100% (1)
- Tehnologie de Montare La SuprafațăDocument5 paginiTehnologie de Montare La Suprafațărobert chindisaÎncă nu există evaluări
- Studiu Costuri Gestionare DEEEDocument37 paginiStudiu Costuri Gestionare DEEEcutzikÎncă nu există evaluări
- Taierea Si Prelucrarea Cu Jet AbrazivDocument7 paginiTaierea Si Prelucrarea Cu Jet AbrazivFlorin Soare100% (1)
- Mogos Mihai Proiect Dispozitive TehnologiceDocument20 paginiMogos Mihai Proiect Dispozitive TehnologicexTr - SilenTÎncă nu există evaluări
- Conceptual Design ProjectDocument15 paginiConceptual Design ProjectLiviu AndreiÎncă nu există evaluări
- Aleger MaterialuluiDocument42 paginiAleger MaterialuluiLaci PopÎncă nu există evaluări
- Dispoz Modul 1 (NXPowerLite)Document46 paginiDispoz Modul 1 (NXPowerLite)Mihaela Dana MarinescuÎncă nu există evaluări
- Dormer PDFDocument143 paginiDormer PDFAnonymous cgDfsNÎncă nu există evaluări
- 2.20 Material TiocDocument36 pagini2.20 Material TiociulianÎncă nu există evaluări
- Destinatia Si Simbolizarea Otelurilor Carbon ReferatDocument7 paginiDestinatia Si Simbolizarea Otelurilor Carbon ReferatAdrian BurlacuÎncă nu există evaluări
- Caracteristicile Mecanice Pentru Materiale MetaliceDocument8 paginiCaracteristicile Mecanice Pentru Materiale Metalicestranger3333Încă nu există evaluări
- Duritati OlDocument1 paginăDuritati OlFeier ClaudiuÎncă nu există evaluări
- Beton Armat 4Document29 paginiBeton Armat 4carmengauroiuÎncă nu există evaluări
- Simbolizarea OtelurilorDocument6 paginiSimbolizarea OtelurilorDragos GheorgheÎncă nu există evaluări
- 2.1.electrozii de Sudare Prin Rezistență ElectricăDocument5 pagini2.1.electrozii de Sudare Prin Rezistență ElectricăAnatolie ProdanÎncă nu există evaluări
- Cobaltul Si Aliajele SaleDocument8 paginiCobaltul Si Aliajele SaleddÎncă nu există evaluări
- Simbolizare MaterialeDocument41 paginiSimbolizare MaterialeAna-Maria BogatuÎncă nu există evaluări
- Oteluri Si FonteDocument10 paginiOteluri Si FonteCorina NastaÎncă nu există evaluări
- 8 - Axul Pistonului (Boltul)Document14 pagini8 - Axul Pistonului (Boltul)Iulian NgiÎncă nu există evaluări
- 1 Laborator Oteluri+ Fonte PDFDocument11 pagini1 Laborator Oteluri+ Fonte PDFBbc TrandafinÎncă nu există evaluări
- 13 Mat - 2009 - 399 428 RDocument30 pagini13 Mat - 2009 - 399 428 RRogo CatalinÎncă nu există evaluări
- ZincDocument8 paginiZincMarius Alin LupașcuÎncă nu există evaluări
- OTELURIDocument19 paginiOTELURICojanu CozminÎncă nu există evaluări
- Oteluri Si Fonte NealiateDocument10 paginiOteluri Si Fonte Nealiatenefinita atinifenÎncă nu există evaluări
- Proiect Alame LupuDocument11 paginiProiect Alame LupuStefan LupuÎncă nu există evaluări
- DPPD Portofoliu Nivel I MonospecializareDocument2 paginiDPPD Portofoliu Nivel I MonospecializareGeorgiana GeoÎncă nu există evaluări
- Articol BoarDocument4 paginiArticol BoarAdela ParliciÎncă nu există evaluări
- Scule 1 04 BroșeDocument44 paginiScule 1 04 BroșeGeorgiana GeoÎncă nu există evaluări
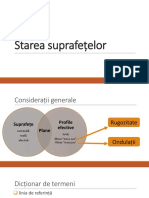
- Starea SuprafetelorDocument11 paginiStarea SuprafetelorGeorgiana GeoÎncă nu există evaluări
- F Disciplinei Management Industrial 2018Document5 paginiF Disciplinei Management Industrial 2018Georgiana GeoÎncă nu există evaluări
- Curs 6Document8 paginiCurs 6Georgiana GeoÎncă nu există evaluări
- Carte Management Ind Limbasan Georgiana PDFDocument196 paginiCarte Management Ind Limbasan Georgiana PDFGeorgiana GeoÎncă nu există evaluări
- AE-CAM Laborator 01Document9 paginiAE-CAM Laborator 01Georgiana GeoÎncă nu există evaluări
- Scule 1 02 Materiale SculeDocument130 paginiScule 1 02 Materiale SculeGeorgiana GeoÎncă nu există evaluări
- Curs 3Document7 paginiCurs 3Georgiana GeoÎncă nu există evaluări
- Cam - 01 HDocument33 paginiCam - 01 HGeorgiana GeoÎncă nu există evaluări
- Curs 6Document11 paginiCurs 6Georgiana GeoÎncă nu există evaluări
- Cap. 06 - PlanningDocument8 paginiCap. 06 - PlanningCiprian SurdÎncă nu există evaluări
- Curs 4Document7 paginiCurs 4Georgiana GeoÎncă nu există evaluări
- Curs 2 MSSP PDFDocument0 paginiCurs 2 MSSP PDFDiana RoxanaÎncă nu există evaluări
- Cap. 08 - Sisteme ExpertDocument49 paginiCap. 08 - Sisteme ExpertcernatandÎncă nu există evaluări
- Curs 6Document8 paginiCurs 6Georgiana GeoÎncă nu există evaluări
- Curs 1Document8 paginiCurs 1Georgiana GeoÎncă nu există evaluări
- Curs 2 MSSP PDFDocument0 paginiCurs 2 MSSP PDFDiana RoxanaÎncă nu există evaluări
- Cap. 9 - Retele SemanticeDocument17 paginiCap. 9 - Retele SemanticeMihai DinicaÎncă nu există evaluări
- Cap. 05 - Sisteme de Productie PDFDocument10 paginiCap. 05 - Sisteme de Productie PDFGeorgiana GeoÎncă nu există evaluări
- Cap 07 Logica FuzzyDocument26 paginiCap 07 Logica FuzzyCristina NcÎncă nu există evaluări
- Cap. 03.1-Limbajul de Calcul PropozitionalDocument4 paginiCap. 03.1-Limbajul de Calcul PropozitionalCiprian SurdÎncă nu există evaluări
- Structuri Si Strategii de Cautare in Spatiul de Stari - Curs Inteligenta ArtificialaDocument16 paginiStructuri Si Strategii de Cautare in Spatiul de Stari - Curs Inteligenta ArtificialaCernea IulianaÎncă nu există evaluări
- Metode de Demonstrare A Teoremelor in Calculul PropozitionalDocument8 paginiMetode de Demonstrare A Teoremelor in Calculul PropozitionalCiprian SurdÎncă nu există evaluări
- Cap. 02-Limbajul LPA PrologDocument19 paginiCap. 02-Limbajul LPA PrologcernatandÎncă nu există evaluări
- Sa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea PieseiDocument51 paginiSa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea Pieseialexandrina_buga100% (2)
- Cap. 01 IntroducereDocument5 paginiCap. 01 IntroducereMihai DinicaÎncă nu există evaluări