S-ar putea să vă placă și
- Charge PanelDocument5 paginiCharge PanelSanjeev Kumar T MÎncă nu există evaluări
- Visio Loop Diagram Cascade Loop2Document1 paginăVisio Loop Diagram Cascade Loop2jmnyoungÎncă nu există evaluări
- Coriolis Mass Flow MeterDocument2 paginiCoriolis Mass Flow MeterSreejesh SundaresanÎncă nu există evaluări
- Neles Seat Leakage SpecDocument9 paginiNeles Seat Leakage SpecIkhsan Ly100% (1)
- Positioner SpecsDocument1 paginăPositioner Specsbiswasdipankar05Încă nu există evaluări
- Installation StandardDocument80 paginiInstallation StandardSukdeb Maity100% (1)
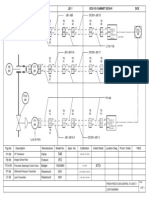
- Pamplate Fusible LoopDocument2 paginiPamplate Fusible Loopbastian99Încă nu există evaluări
- E21-C Motor Operated ValveDocument2 paginiE21-C Motor Operated Valveyskushwah16Încă nu există evaluări
- Cable Schedule - Instrument - Surfin - Malanpur-R0Document3 paginiCable Schedule - Instrument - Surfin - Malanpur-R0arunpandey1686Încă nu există evaluări
- Instrument Mechanical Completion Check Sheets: Santos (Sampang) Pty LTD Santos (Sampang) Pty LTDDocument1 paginăInstrument Mechanical Completion Check Sheets: Santos (Sampang) Pty LTD Santos (Sampang) Pty LTDAldeline Sungahid100% (1)
- Overall System Architecture - R1Document1 paginăOverall System Architecture - R1rajavinugmailcomÎncă nu există evaluări
- Control & Safety System SpecificationDocument38 paginiControl & Safety System Specificationsugeng wahyudi100% (1)
- Non Intrusive Pig Signaller - 2Document3 paginiNon Intrusive Pig Signaller - 2ashish.mathur1100% (1)
- Section-V-technical Specification 20130610 103851Document195 paginiSection-V-technical Specification 20130610 103851Suraj Yedla100% (1)
- Sizing CalculationDocument4 paginiSizing Calculationsachin2712Încă nu există evaluări
- 417-DS-IMA-6144B (Junction Box Data Sheet)Document2 pagini417-DS-IMA-6144B (Junction Box Data Sheet)mithunceaÎncă nu există evaluări
- Wellhead Control Panel DatasheetDocument1 paginăWellhead Control Panel DatasheetRicardo NapitupuluÎncă nu există evaluări
- S10332300-3010 - 0 Control ValvesDocument29 paginiS10332300-3010 - 0 Control Valvesappril26Încă nu există evaluări
- Motor Operated ValveDocument36 paginiMotor Operated ValveArie MuhardiÎncă nu există evaluări
- Rev A. Magnetic Level Gauge With Level Transmitter Datasheet PDFDocument15 paginiRev A. Magnetic Level Gauge With Level Transmitter Datasheet PDFNguyễnQuíTrọngÎncă nu există evaluări
- Solenoid Valve - Which Insulation ClassDocument2 paginiSolenoid Valve - Which Insulation ClassMohd Firdaus100% (2)
- MEDC Series Fire Alarm or Emergency Call PointsDocument7 paginiMEDC Series Fire Alarm or Emergency Call PointsKUNOÎncă nu există evaluări
- 639-2017 - Forms (ITP)Document9 pagini639-2017 - Forms (ITP)george stanley paceteÎncă nu există evaluări
- Valve Service Report: Mbaraki Bulk Terminal LTDDocument1 paginăValve Service Report: Mbaraki Bulk Terminal LTDALI KAHINDIÎncă nu există evaluări
- Instrument Index Platform: Domain: Finalproject Plant: AreaDocument3 paginiInstrument Index Platform: Domain: Finalproject Plant: AreaJasJusÎncă nu există evaluări
- PCV Data Sheet PDFDocument5 paginiPCV Data Sheet PDFveenaÎncă nu există evaluări
- Process Control (Level)Document12 paginiProcess Control (Level)Gino GalanoÎncă nu există evaluări
- Sizing Valve: STEP #1: Define The SystemDocument9 paginiSizing Valve: STEP #1: Define The SystemFahad RockingÎncă nu există evaluări
- Control ValvesDocument2 paginiControl ValvesJuan Pablo MarvalÎncă nu există evaluări
- 7J48N-00-15-17-005 Distributed Control SystemDocument134 pagini7J48N-00-15-17-005 Distributed Control SystemAhmed FayedÎncă nu există evaluări
- FS 3210 - FS-Gas Flow ComputerDocument6 paginiFS 3210 - FS-Gas Flow ComputerBinu ManiÎncă nu există evaluări
- Amnit in 300 Wir 1003 Ded C Junction Box Schedule AppDocument46 paginiAmnit in 300 Wir 1003 Ded C Junction Box Schedule Appzaraki kenpachiÎncă nu există evaluări
- ASCO SIL CertificateDocument2 paginiASCO SIL CertificateAnonymous knICaxÎncă nu există evaluări
- FGS SymbolsDocument3 paginiFGS Symbolsykresna1631Încă nu există evaluări
- LGDD ZZ ITTDSXS 00 45671233 0 Instrument DatasheetDocument37 paginiLGDD ZZ ITTDSXS 00 45671233 0 Instrument DatasheetuyaiekanemÎncă nu există evaluări
- Instrument Junction BoxDocument12 paginiInstrument Junction Boxshabbirtechnical100% (1)
- HSSDDocument3 paginiHSSDamijetomar08Încă nu există evaluări
- Operating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355Document138 paginiOperating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355farhan100% (1)
- Fusible Plug Loop Panel1Document5 paginiFusible Plug Loop Panel1caigithe85245650% (2)
- Vortex WellDocument7 paginiVortex WellPirun SirimangkaloÎncă nu există evaluări
- Specification 715 Rev. 0 - Electric Motor Operated Valve Actuator PDFDocument10 paginiSpecification 715 Rev. 0 - Electric Motor Operated Valve Actuator PDFzazaÎncă nu există evaluări
- Example Instrument IndexDocument1 paginăExample Instrument Indexsvnaik14Încă nu există evaluări
- SAIC & SATR - InstrumentationDocument4 paginiSAIC & SATR - InstrumentationAdel KlkÎncă nu există evaluări
- Servo Gauge TI00452G08EN06.14Document41 paginiServo Gauge TI00452G08EN06.14jeduardo2325Încă nu există evaluări
- 220 JLD JL10 21051 PDFDocument2 pagini220 JLD JL10 21051 PDFFrancisco Antonio Guerrero MonsalvesÎncă nu există evaluări
- Guideline For Setting Up Custody Transfer Metering Station at Entry and Exit Point, 13 February 2019Document33 paginiGuideline For Setting Up Custody Transfer Metering Station at Entry and Exit Point, 13 February 2019Zaid ChelseaÎncă nu există evaluări
- FB 1200Document52 paginiFB 1200Eduardo AlvarezÎncă nu există evaluări
- Volume Tank Sizing For Shutdown Valve ActuatorDocument2 paginiVolume Tank Sizing For Shutdown Valve ActuatorArt G. EnziÎncă nu există evaluări
- INSTRUCALCDocument1 paginăINSTRUCALCsalic2013Încă nu există evaluări
- Level Measuring Instruments Selection ApplicationsDocument87 paginiLevel Measuring Instruments Selection ApplicationsArunan M100% (1)
- Well Head Instrumentation ControlDocument3 paginiWell Head Instrumentation ControlAhmedAmer1Încă nu există evaluări
- 7-12-0017 Rev 5Document2 pagini7-12-0017 Rev 5cynideÎncă nu există evaluări
- FGS List MaterialDocument1 paginăFGS List MaterialMamas SanjayaÎncă nu există evaluări
- 4 Fire & Gas Detection System: Type of Detector LocationDocument3 pagini4 Fire & Gas Detection System: Type of Detector LocationBikas SahaÎncă nu există evaluări
- Datasheet PSV PDPDEDocument8 paginiDatasheet PSV PDPDERicardo NapitupuluÎncă nu există evaluări
- RTD Temperature Transmitter Datasheet: TAG Number ServiceDocument1 paginăRTD Temperature Transmitter Datasheet: TAG Number ServiceEyu100% (1)
- Breather Valve - Pressure-Vaccuem Relief ValveDocument2 paginiBreather Valve - Pressure-Vaccuem Relief Valvevphor85Încă nu există evaluări
- ValvesDocument42 paginiValvesSundara MoorthyÎncă nu există evaluări
- Ball Valve - Training Material (Compatibility Mode)Document115 paginiBall Valve - Training Material (Compatibility Mode)kart_rl80% (10)
- Electromagnetic FlowmeterDocument1 paginăElectromagnetic FlowmeterSai KamalaÎncă nu există evaluări
- HKE 114 Industrial Cable-Gland DatasheetDocument1 paginăHKE 114 Industrial Cable-Gland DatasheetSai KamalaÎncă nu există evaluări
- Transmisor de Nivel Tipo Radar EmersonDocument192 paginiTransmisor de Nivel Tipo Radar EmersonVRIMSAÎncă nu există evaluări
- 5100 Series Gas Analyzer: Product Data SheetDocument2 pagini5100 Series Gas Analyzer: Product Data SheetSai KamalaÎncă nu există evaluări
- Classic350 Owner ManualDocument100 paginiClassic350 Owner ManualAnonymous dpxYTEÎncă nu există evaluări
- CO2 TheGasOfLifeDocument23 paginiCO2 TheGasOfLifeSai KamalaÎncă nu există evaluări
- All About Plants Printable BookDocument8 paginiAll About Plants Printable BookElson TanÎncă nu există evaluări
- E82540Document6 paginiE82540Dota NgÎncă nu există evaluări
- Apm VolvoDocument23 paginiApm VolvoAlexandru Nicola100% (9)
- Spectra 30 Manual PDFDocument180 paginiSpectra 30 Manual PDFDaniel HoltÎncă nu există evaluări
- Swas Penal DrawingsDocument92 paginiSwas Penal DrawingsSurendra Kumar SumanÎncă nu există evaluări
- Smart Irrigation System Using IoT Report 2016 PDFDocument45 paginiSmart Irrigation System Using IoT Report 2016 PDFpavan puppalaÎncă nu există evaluări
- PMT Hps Fusion4 Minipak FM Data Sheet en 10 05 Us Rev1Document8 paginiPMT Hps Fusion4 Minipak FM Data Sheet en 10 05 Us Rev1Maribel CamachoÎncă nu există evaluări
- Asco Series 8551 Installation Maintenance Instructions 2000Document4 paginiAsco Series 8551 Installation Maintenance Instructions 2000Alexis Sepond AlexisÎncă nu există evaluări
- 93079-SCH-A92.6 MecDocument126 pagini93079-SCH-A92.6 MecPolished AllÎncă nu există evaluări
- Válvula Control de Bomba - CLAVALDocument4 paginiVálvula Control de Bomba - CLAVALJose CabanaÎncă nu există evaluări
- Gu 304Document12 paginiGu 304Alejandro CastagnaÎncă nu există evaluări
- ASCO Express Products Valves Pneumatics CAT 10007GBDocument129 paginiASCO Express Products Valves Pneumatics CAT 10007GBEscape Exist0% (1)
- M400-11 (E-7 Valve) PDFDocument32 paginiM400-11 (E-7 Valve) PDFLazzarus Az GunawanÎncă nu există evaluări
- Batch 5Document22 paginiBatch 5ameer kannanÎncă nu există evaluări
- Sullair 3009aDocument72 paginiSullair 3009aveljim C.A67% (3)
- PDFDocument146 paginiPDFNatan HernandezÎncă nu există evaluări
- European Catalog Pneumatic Valves Spool 5 2 5 3 541 Multifunction Spool Valve Asco en 6957548Document11 paginiEuropean Catalog Pneumatic Valves Spool 5 2 5 3 541 Multifunction Spool Valve Asco en 6957548mohamedÎncă nu există evaluări
- Global Service Learning: 950H Wheel Loader, 962H Wheel Loader, and It62H Integrated ToolcarrierDocument63 paginiGlobal Service Learning: 950H Wheel Loader, 962H Wheel Loader, and It62H Integrated Toolcarriergildercarrascal100% (2)
- Flowmaster Rotary Driven Hydraulic Pump: Models 85480, 85481, 85482 and 85483, Series "C" Model 274055, Series "B"Document28 paginiFlowmaster Rotary Driven Hydraulic Pump: Models 85480, 85481, 85482 and 85483, Series "C" Model 274055, Series "B"ahmat ramadani100% (1)
- SSV Control System SHUT DOWN VALVEDocument12 paginiSSV Control System SHUT DOWN VALVEglobal3tÎncă nu există evaluări
- Development of A Basic Electro-Pneumatic Control TrainerDocument7 paginiDevelopment of A Basic Electro-Pneumatic Control TrainerJeff PereyrasÎncă nu există evaluări
- Hitachi Ex550-5 Section 2 SystemDocument41 paginiHitachi Ex550-5 Section 2 SystemdatphuongÎncă nu există evaluări
- Woodward Governor Digital Modules Valves Actuators Miscellaneous Parts en 7496354Document89 paginiWoodward Governor Digital Modules Valves Actuators Miscellaneous Parts en 7496354kim jong sik50% (2)
- Flowmaster Katalog PDFDocument10 paginiFlowmaster Katalog PDFNina J NinjulÎncă nu există evaluări
- Unit 2: Intermediate Hydraulics - 950G Wheel LoaderDocument45 paginiUnit 2: Intermediate Hydraulics - 950G Wheel LoaderAlha DÎncă nu există evaluări
- BERMAD Irrigation: 200 Series - Plastic Hydraulic/Electric Control ValvesDocument16 paginiBERMAD Irrigation: 200 Series - Plastic Hydraulic/Electric Control ValvesWesley BorbaÎncă nu există evaluări
- s2k ManualDocument4 paginis2k Manualspartako84Încă nu există evaluări
- Model: 221G Series: /way MagnaliftDocument14 paginiModel: 221G Series: /way MagnaliftZoran JankovÎncă nu există evaluări
- Integrated Mouse TrapDocument34 paginiIntegrated Mouse TrapRynefel Elopre100% (1)
- 09 8 PDFDocument7 pagini09 8 PDFMurli RavishankarÎncă nu există evaluări
- Sop05-5015f Smartlyte Service Manual Rev01Document79 paginiSop05-5015f Smartlyte Service Manual Rev01Sin Razy100% (2)