S-ar putea să vă placă și
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Manual técnico de refrigerantesDe la EverandManual técnico de refrigerantesEvaluare: 4 din 5 stele4/5 (4)
- Obtencion Del Ácido SulfúricoDocument14 paginiObtencion Del Ácido SulfúricokarinaÎncă nu există evaluări
- Proceso de Obtencion Del Acido Sulfurico y FosforicoDocument12 paginiProceso de Obtencion Del Acido Sulfurico y FosforicoAlbert Rodriguez BetancourtÎncă nu există evaluări
- Acido SulfuricoDocument18 paginiAcido SulfuricoAnara Navas100% (2)
- Producción Industrial Del H2SO4Document40 paginiProducción Industrial Del H2SO4Miguel FloresÎncă nu există evaluări
- Coronel Valdez Metalurgia Del Oro CompletoDocument6 paginiCoronel Valdez Metalurgia Del Oro CompletoStan CoronelÎncă nu există evaluări
- Obtencion Industrial Del Acido SulfuricoDocument7 paginiObtencion Industrial Del Acido SulfuricoAnonymous DLx37ZM7Încă nu există evaluări
- Ácido Sulfúrico (Final)Document25 paginiÁcido Sulfúrico (Final)piter78784545Încă nu există evaluări
- Acido SulfuricoDocument31 paginiAcido SulfuricoDiana De La CruzÎncă nu există evaluări
- Producción de Ácido SulfúricoDocument9 paginiProducción de Ácido SulfúricoNAYELY ELIZABETH CAMILO DE LA ROSAÎncă nu există evaluări
- PavonadoDocument13 paginiPavonadojoxepoxÎncă nu există evaluări
- Acido Sulfurico y AmoniacoDocument19 paginiAcido Sulfurico y AmoniacoJudithMarilynÎncă nu există evaluări
- Practica N2 de Laboratorio de Quimica Grupo 5Document5 paginiPractica N2 de Laboratorio de Quimica Grupo 5Joaquin AltamiranoÎncă nu există evaluări
- Quimica Industrial1.1 - CompressedDocument17 paginiQuimica Industrial1.1 - CompressedMarienny HerreraÎncă nu există evaluări
- Informe Acido SulfuricoDocument11 paginiInforme Acido SulfuricoPablo Toushi Hijikata-sanÎncă nu există evaluări
- AzufreDocument8 paginiAzufreEdith CondoriÎncă nu există evaluări
- Reporte Practica 2. Lixiviación Ácida de Un Concentrado de Cu (Calcopirita) Con Ácido Sulfúrico (H2SO4)Document15 paginiReporte Practica 2. Lixiviación Ácida de Un Concentrado de Cu (Calcopirita) Con Ácido Sulfúrico (H2SO4)abril_flores_27Încă nu există evaluări
- Informe CatalisisProcesos de Obtención de Ácido SulfúricoDocument6 paginiInforme CatalisisProcesos de Obtención de Ácido SulfúricoIvan IvenianÎncă nu există evaluări
- Cristalizacion Sulfato FerrosoDocument20 paginiCristalizacion Sulfato FerrosoLeonardo ChávezÎncă nu există evaluări
- Proyecto Final Pirometalurgia - Hernández García AlanDocument7 paginiProyecto Final Pirometalurgia - Hernández García AlanAlan Hernández GarcíaÎncă nu există evaluări
- Obtenciòn de Àcido Sulfùrico Por Mètodo de ContactoDocument3 paginiObtenciòn de Àcido Sulfùrico Por Mètodo de ContactoJadeÎncă nu există evaluări
- Practica - Acido SulfuricoDocument11 paginiPractica - Acido SulfuricoVicent Lloret Segura33% (3)
- Acido SulfuricoDocument10 paginiAcido SulfuricoestrellaÎncă nu există evaluări
- Informe6 QuimicaDocument5 paginiInforme6 QuimicaItalo MarquezÎncă nu există evaluări
- Produccion de Acido Sulfurico PDFDocument10 paginiProduccion de Acido Sulfurico PDFTata RivasÎncă nu există evaluări
- Practica N°4 AzufreDocument3 paginiPractica N°4 AzufrekevinÎncă nu există evaluări
- Procesos de Química OrgánicaDocument32 paginiProcesos de Química Orgánicakeyla Rut Seminario ZapataÎncă nu există evaluări
- Obtencion Industrial Del HCLDocument21 paginiObtencion Industrial Del HCLChristian Charcape Velasquez79% (28)
- Obtencion de Acido Sulfurico Por Metodo de ContactoDocument3 paginiObtencion de Acido Sulfurico Por Metodo de ContactoJesus PerezÎncă nu există evaluări
- Descripcion Industrial Del Metodo Del Contacto para Obtener Del Acido SulfuricoDocument3 paginiDescripcion Industrial Del Metodo Del Contacto para Obtener Del Acido SulfuricoYndira RamirezÎncă nu există evaluări
- Tarea N°5Document21 paginiTarea N°5LEONARDO V�CTOR EUGENIO PACHAS QUISPEÎncă nu există evaluări
- Produccion de Ácido Sulfúrico Química Industrial IDocument19 paginiProduccion de Ácido Sulfúrico Química Industrial IMaria Belén Bascur MenaÎncă nu există evaluări
- Recuperacion Del Azufre Mediante El Proceso StretfordDocument14 paginiRecuperacion Del Azufre Mediante El Proceso StretfordAndresÎncă nu există evaluări
- PlomoDocument42 paginiPlomoMarisolMendoza100% (2)
- CUESTIONARIO N°12 Elaboracion de UreaDocument17 paginiCUESTIONARIO N°12 Elaboracion de UreaYusara Skylar ASÎncă nu există evaluări
- AzufreDocument42 paginiAzufreSonia Chamorro ArmasÎncă nu există evaluări
- Práctica 7. - Determinación de Hierro en MenaDocument10 paginiPráctica 7. - Determinación de Hierro en MenaMelanie Medina SantamaríaÎncă nu există evaluări
- Unidad ViDocument18 paginiUnidad ViDenis EscorciaÎncă nu există evaluări
- Obtencion de Acidos - CHUQUILLANQUI PLAZA, Esteban GabrielDocument8 paginiObtencion de Acidos - CHUQUILLANQUI PLAZA, Esteban GabrielSteban GabrielÎncă nu există evaluări
- Freeport CV Flotación Selectiva Cu-Mo - VFDocument58 paginiFreeport CV Flotación Selectiva Cu-Mo - VFAntonio Roldán Díaz100% (1)
- Tostacion de HidrometalurgiaDocument12 paginiTostacion de HidrometalurgiaRuben Dario DeaquizÎncă nu există evaluări
- AZUFREDocument19 paginiAZUFREasp75% (4)
- Acido Sulfurico y Oleum PDFDocument25 paginiAcido Sulfurico y Oleum PDFOsvid ZedanoÎncă nu există evaluări
- Oxidación de SulfurosDocument13 paginiOxidación de SulfurosluisaÎncă nu există evaluări
- FulminantesDocument28 paginiFulminantesDiego Torres OrtizÎncă nu există evaluări
- Obtencion de Acido FosforicoDocument13 paginiObtencion de Acido FosforicoDaniel Velasquez Gutierrez100% (1)
- Tostación de CalcopiritaDocument20 paginiTostación de CalcopiritaJohn Reyes100% (2)
- Fusion Mineral de CalcopiritaDocument12 paginiFusion Mineral de CalcopiritaJohn ReyesÎncă nu există evaluări
- Salicilato de MetiloDocument6 paginiSalicilato de MetiloleschaltelÎncă nu există evaluări
- Informe Titulación RedoxDocument19 paginiInforme Titulación RedoxNicolás CuadradoÎncă nu există evaluări
- Pirometalurgia Del PlomoDocument32 paginiPirometalurgia Del PlomoRICARDO OLIVER CURAY ZEGARRAÎncă nu există evaluări
- Acido SulfuricoDocument13 paginiAcido SulfuricoHemily CalderaÎncă nu există evaluări
- Practica N4 y N5 Tostación de Sulfuros y Tostacion de La PiritaDocument7 paginiPractica N4 y N5 Tostación de Sulfuros y Tostacion de La PiritaJessica Segovia del Carpio100% (1)
- FulminantesDocument28 paginiFulminantesDIEGO FERNANDO TORRES ORTIZÎncă nu există evaluări
- Azufre TeoriaDocument12 paginiAzufre TeoriaMauricio Medrano MaciasÎncă nu există evaluări
- Lixiviación Con Tiourea y TiosulfatoDocument6 paginiLixiviación Con Tiourea y TiosulfatoJorge CamposÎncă nu există evaluări
- Acetaldehido, Piedra Pomez, CobreDocument15 paginiAcetaldehido, Piedra Pomez, CobreGustavo Alexis Leon PerezÎncă nu există evaluări
- Practica #08qDocument10 paginiPractica #08qYORDDI FREDDY CLEMENTE TOLEDOÎncă nu există evaluări
- Metalurgia de Los No Metales No FerrososDocument35 paginiMetalurgia de Los No Metales No FerrososYesenia CiprianoÎncă nu există evaluări
- Mayor 3840Document1 paginăMayor 3840Yesenia CiprianoÎncă nu există evaluări
- InformeDocument21 paginiInformeYesenia CiprianoÎncă nu există evaluări
- Diagrama de Flujo de Proceso InorganicoDocument9 paginiDiagrama de Flujo de Proceso InorganicoYesenia Cipriano100% (1)
- Ejercicios de InstrumentacionDocument14 paginiEjercicios de InstrumentacionYesenia CiprianoÎncă nu există evaluări
- Control Pid SisoDocument6 paginiControl Pid SisoYesenia CiprianoÎncă nu există evaluări
- Instrumentación Industrial - semaNA 1Document4 paginiInstrumentación Industrial - semaNA 1Yesenia CiprianoÎncă nu există evaluări
- 2 Tub Autoridad ValvulasDocument4 pagini2 Tub Autoridad ValvulasYesenia CiprianoÎncă nu există evaluări
- 2 Tub Autoridad ValvulasDocument23 pagini2 Tub Autoridad ValvulastxagusÎncă nu există evaluări
- 2 Tub Autoridad ValvulasDocument23 pagini2 Tub Autoridad ValvulastxagusÎncă nu există evaluări
- Instrumentación Industrial - semaNA 1Document43 paginiInstrumentación Industrial - semaNA 1Yesenia CiprianoÎncă nu există evaluări
- D3 Jocelyn y KarenDocument6 paginiD3 Jocelyn y KarenYesenia CiprianoÎncă nu există evaluări
- Instrumentación Industrial - semaNA 1Document43 paginiInstrumentación Industrial - semaNA 1Yesenia CiprianoÎncă nu există evaluări
- Números RealesDocument19 paginiNúmeros RealesYesenia Cipriano50% (4)
- Bebidas Energizantes y Su Consumo en Adolescentes PDFDocument6 paginiBebidas Energizantes y Su Consumo en Adolescentes PDFCristopherÎncă nu există evaluări
- Programa de Vigilancia Integrada de La Gripe 2016-2017Document12 paginiPrograma de Vigilancia Integrada de La Gripe 2016-2017Yesenia CiprianoÎncă nu există evaluări
- P.D. #4Document2 paginiP.D. #4Clases VirtualesÎncă nu există evaluări
- Procesos de FabricacionDocument4 paginiProcesos de FabricacionRudi IbarraÎncă nu există evaluări
- Genes en CariesDocument12 paginiGenes en CariesodontologiajonayÎncă nu există evaluări
- Escala de Potenciales Estándar de ReducciónDocument4 paginiEscala de Potenciales Estándar de ReduccióndavidsuasacaÎncă nu există evaluări
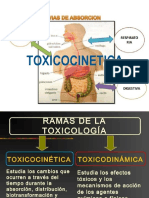
- Toxicocinetica y ToxicodinamiaDocument48 paginiToxicocinetica y ToxicodinamiaRuben Chamorro100% (5)
- Nitrofuranos - IiDocument16 paginiNitrofuranos - IiSuri SuriÎncă nu există evaluări
- Capitulo Red de Frio 26 10 12Document48 paginiCapitulo Red de Frio 26 10 12Luis100% (4)
- Sesión de AprendizajeDocument12 paginiSesión de AprendizajeAndersonhugo100% (1)
- 01 Planilla de Stock CostoDocument98 pagini01 Planilla de Stock CostoRoberto ValdiviaÎncă nu există evaluări
- FT Elincru 2Document2 paginiFT Elincru 2anon_272466142Încă nu există evaluări
- Estabilizacion de Suelos Con CalDocument9 paginiEstabilizacion de Suelos Con CalRicardo Andres Osinaga El HageÎncă nu există evaluări
- CalorDocument3 paginiCalormararafaÎncă nu există evaluări
- Digesa - Juguetes SaludablesDocument26 paginiDigesa - Juguetes SaludablesJuan MonteroÎncă nu există evaluări
- Miscelanea EjerciciosDocument8 paginiMiscelanea EjerciciosAntonio PuentesÎncă nu există evaluări
- Tratamiento Termico LaboratorioDocument18 paginiTratamiento Termico LaboratoriojhoanÎncă nu există evaluări
- Identificar Los Tipos de Contaminación en Cada FotografíaDocument7 paginiIdentificar Los Tipos de Contaminación en Cada FotografíaRosalinda Oscco HuaccaicachaccÎncă nu există evaluări
- Monografía HomogeneizadorDocument21 paginiMonografía HomogeneizadorRicardo Josè Carhuavilca SolanoÎncă nu există evaluări
- Plan Mantenimiento M2 112 Dentro de Carretera +40kphDocument1 paginăPlan Mantenimiento M2 112 Dentro de Carretera +40kphDeyvi Ipanaque100% (1)
- Matriz de Riesgos V.2Document8 paginiMatriz de Riesgos V.2Ruben Cely VelasquezÎncă nu există evaluări
- Welding (ES)Document11 paginiWelding (ES)serviciostecnicoospinoÎncă nu există evaluări
- Academia San Jeronimo Grupo A - SolucionarioDocument7 paginiAcademia San Jeronimo Grupo A - SolucionarioWiny Sarai Escalante YanaÎncă nu există evaluări
- Boletín Marco Legal Transporte de Sustancias QuímicasDocument22 paginiBoletín Marco Legal Transporte de Sustancias QuímicasFrancy ChavarriaÎncă nu există evaluări
- Aplicacion de La Soldadura Orbital GtawDocument10 paginiAplicacion de La Soldadura Orbital Gtawedson100% (1)
- Clasisficacion Quimica de Los Hidrocarburos AlifaticosDocument4 paginiClasisficacion Quimica de Los Hidrocarburos AlifaticosNicolas Gustavo Mendez AndaurÎncă nu există evaluări
- CaratuDocument23 paginiCaratuJhonatan ArelaÎncă nu există evaluări
- 6-Vma Huancayo PDFDocument38 pagini6-Vma Huancayo PDFaldanramosÎncă nu există evaluări
- Practica 1Document3 paginiPractica 1Lina_Daza_5396Încă nu există evaluări
- Purificacion Del Agua Mediante Uso Del Oxido de GrafenoDocument6 paginiPurificacion Del Agua Mediante Uso Del Oxido de GrafenoYudithMontalvoRamirezÎncă nu există evaluări
- Qué Es La Tabla Periódica de Los ElementosDocument7 paginiQué Es La Tabla Periódica de Los ElementosJean Carlos Páez RamírezÎncă nu există evaluări