S-ar putea să vă placă și
- Exposicion de ProcesosDocument57 paginiExposicion de ProcesosABIÎncă nu există evaluări
- Analisis de ProblemasDocument1 paginăAnalisis de ProblemasABIÎncă nu există evaluări
- Logistic ADocument2 paginiLogistic AABIÎncă nu există evaluări
- Neuro MarketingDocument1 paginăNeuro MarketingABIÎncă nu există evaluări
- Motor Iza DosDocument5 paginiMotor Iza DosABIÎncă nu există evaluări
- ACFrOgDiMp7PuxbXxFhTmV2yy7QvmQAmYh5WxzEkWOtd7Fucddy3J7Squ 0EpqBIt0wEvKuYeLpcnuOSbANWMV5UBwzTokoMICbz 98BEUfaaCKnlu6WM2B1FEqQXTwDocument1 paginăACFrOgDiMp7PuxbXxFhTmV2yy7QvmQAmYh5WxzEkWOtd7Fucddy3J7Squ 0EpqBIt0wEvKuYeLpcnuOSbANWMV5UBwzTokoMICbz 98BEUfaaCKnlu6WM2B1FEqQXTwABIÎncă nu există evaluări
- Balanceo de LineasDocument9 paginiBalanceo de LineasJonathan MauricioÎncă nu există evaluări
- Conceptos Adm. Proyectos.Document2 paginiConceptos Adm. Proyectos.ABIÎncă nu există evaluări
- RacksDocument7 paginiRacksABIÎncă nu există evaluări
- Definicion e HistoriaTPM Mantenimiento Productivo TotalDocument5 paginiDefinicion e HistoriaTPM Mantenimiento Productivo TotalAmy WatsonÎncă nu există evaluări
- Cambio Climatico EnsayoDocument2 paginiCambio Climatico EnsayoABIÎncă nu există evaluări
- Ley General de Equilibrio Ecológico de Protección Al Ambiente y Territorial ResumenDocument3 paginiLey General de Equilibrio Ecológico de Protección Al Ambiente y Territorial ResumenABIÎncă nu există evaluări
- Evolución Del MantenimientoDocument8 paginiEvolución Del MantenimientoPatty MartinezÎncă nu există evaluări
- Manuales EquiposDocument2 paginiManuales EquiposABIÎncă nu există evaluări
- Manu Fact UraDocument3 paginiManu Fact UraABIÎncă nu există evaluări
- GlosarioDocument9 paginiGlosarioABIÎncă nu există evaluări
- Manu Fact UraDocument3 paginiManu Fact UraABIÎncă nu există evaluări
- Técnicas de InvestigaciónDocument6 paginiTécnicas de InvestigaciónABIÎncă nu există evaluări
- 7.1. Esquema de Costos HistóricosDocument1 pagină7.1. Esquema de Costos HistóricosABIÎncă nu există evaluări
- 8.1. Cuadro Comparativo Costos Estimados y Estandar.Document1 pagină8.1. Cuadro Comparativo Costos Estimados y Estandar.ABI86% (21)
- Evolución Del MantenimientoDocument8 paginiEvolución Del MantenimientoPatty MartinezÎncă nu există evaluări
- Cambio Climatico EnsayoDocument2 paginiCambio Climatico EnsayoABIÎncă nu există evaluări
- Economia4 ELASTICIDADDocument39 paginiEconomia4 ELASTICIDADPablo Perez PerezÎncă nu există evaluări
- Serv. AmbientalesDocument4 paginiServ. AmbientalesABIÎncă nu există evaluări
- Motor EsDocument2 paginiMotor EsABIÎncă nu există evaluări
- Unidad 2 Ocw PDFDocument36 paginiUnidad 2 Ocw PDFmayerÎncă nu există evaluări
- T1Document3 paginiT1nicolasÎncă nu există evaluări
- Problemas de Sistemas CombinacionalesDocument2 paginiProblemas de Sistemas CombinacionalesOscar Hugo Cancho HuacchaÎncă nu există evaluări
- Rece TarioDocument72 paginiRece TarioAlejandra CaroÎncă nu există evaluări
- Caracteristicas - Bronces 2Document16 paginiCaracteristicas - Bronces 2Carlos AlmeidaÎncă nu există evaluări
- Dips 5.1Document3 paginiDips 5.1Juan Pablo Sanchez MelgarejoÎncă nu există evaluări
- 3 Estrategias CalculoDocument18 pagini3 Estrategias CalculojuliabollmannÎncă nu există evaluări
- 15 Ficha Tecnica Doble Linea de Vida Pro 1Document1 pagină15 Ficha Tecnica Doble Linea de Vida Pro 1MariGarridoÎncă nu există evaluări
- Cubeta de Ondas 1Document3 paginiCubeta de Ondas 1RichardSantiagoÎncă nu există evaluări
- Resistencia de MaterialesDocument34 paginiResistencia de MaterialesALEJANDRO CHAVEZÎncă nu există evaluări
- Proyecto Intersecciones Daniel Estrada Perez 2024Document7 paginiProyecto Intersecciones Daniel Estrada Perez 2024Fernando AnccasiÎncă nu există evaluări
- Guia Didactica N°1 4P MatematicasDocument5 paginiGuia Didactica N°1 4P Matematicasfamilia osorioÎncă nu există evaluări
- Taller Grupal #4Document4 paginiTaller Grupal #4Hugo AlcántaraÎncă nu există evaluări
- Exda-2 Conocemos Actividades para Mejorar La Convivencia en FamiliaDocument7 paginiExda-2 Conocemos Actividades para Mejorar La Convivencia en FamiliaJeniffer Julisa Zela HuaytaÎncă nu există evaluări
- Introducción A Los Controladores PIDDocument24 paginiIntroducción A Los Controladores PIDVictor ReyesÎncă nu există evaluări
- Ciencias Nat - Guia 2 - 10 y 11 ListaDocument8 paginiCiencias Nat - Guia 2 - 10 y 11 Listaddanovis0629Încă nu există evaluări
- Guía Práctica para Diseño de Encofrados Verticales de MaderaDocument9 paginiGuía Práctica para Diseño de Encofrados Verticales de MaderaJohn MejiaÎncă nu există evaluări
- Fisiologia de BanderDocument17 paginiFisiologia de BanderURPIÎncă nu există evaluări
- De La Máquina de Vapor Al Cero AbsolutoDocument3 paginiDe La Máquina de Vapor Al Cero AbsolutoIsaac Leyva100% (1)
- Error en Estado EstableDocument4 paginiError en Estado EstableGILARIAS77Încă nu există evaluări
- Laboratorio N°6Document9 paginiLaboratorio N°6Lucia LopezÎncă nu există evaluări
- 10 - Acceso A Base de Datos - JDBCDocument5 pagini10 - Acceso A Base de Datos - JDBCxpdntÎncă nu există evaluări
- Programa Analítico-Redes de Computadoras IDocument8 paginiPrograma Analítico-Redes de Computadoras IJairo HidalgoÎncă nu există evaluări
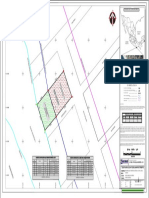
- Plano Sin Ortofoto Desarrollos Turisticos AztecaDocument1 paginăPlano Sin Ortofoto Desarrollos Turisticos AztecaCarlos HernandezÎncă nu există evaluări
- Mates 4Document4 paginiMates 4Herenia RuizÎncă nu există evaluări
- Historia142 Matemáticas Historia MilitarDocument24 paginiHistoria142 Matemáticas Historia MilitarVan_CalcarÎncă nu există evaluări
- Tema 12Document16 paginiTema 12Sandra Esthefanny Maza CardenasÎncă nu există evaluări
- Serie 3a EntregarDocument1 paginăSerie 3a EntregarBrenda Pamela VallejoÎncă nu există evaluări
- 02 - Etapas de Salida de SensoresDocument16 pagini02 - Etapas de Salida de SensoresCarlos HerreraÎncă nu există evaluări
- Electricidad y ElectronicaDocument117 paginiElectricidad y ElectronicaInstructores CiesÎncă nu există evaluări
- InvOpNotasDeClase Simplex PDFDocument16 paginiInvOpNotasDeClase Simplex PDFOwell Negrete BotoneroÎncă nu există evaluări