S-ar putea să vă placă și
- Precursores de La BalisticaDocument7 paginiPrecursores de La BalisticaMartin SilvaÎncă nu există evaluări
- Expo Impacto Ambiental ListaDocument12 paginiExpo Impacto Ambiental ListaMartin SilvaÎncă nu există evaluări
- Análisis Especiales Magnesita (08-07-2021)Document1 paginăAnálisis Especiales Magnesita (08-07-2021)Martin SilvaÎncă nu există evaluări
- Emprendedores ProyectoDocument2 paginiEmprendedores ProyectoMartin SilvaÎncă nu există evaluări
- Muestra Especial Cinta JD5054 ListaDocument4 paginiMuestra Especial Cinta JD5054 ListaMartin SilvaÎncă nu există evaluări
- Tarea Emprendedores #1Document1 paginăTarea Emprendedores #1Martin SilvaÎncă nu există evaluări
- Análisis Fractal Aplicado Al Análisis de FallaDocument2 paginiAnálisis Fractal Aplicado Al Análisis de FallaMartin SilvaÎncă nu există evaluări
- Laboratorio Moldeo en Verde FuindicionDocument4 paginiLaboratorio Moldeo en Verde FuindicionMartin SilvaÎncă nu există evaluări
- Informacion Expo Impacto AmbientalDocument3 paginiInformacion Expo Impacto AmbientalMartin SilvaÎncă nu există evaluări
- Paper Pasantia Ms 1Document13 paginiPaper Pasantia Ms 1Martin SilvaÎncă nu există evaluări
- Análisis Comparativo Entre La Constitución de 1961 y La de 1999Document4 paginiAnálisis Comparativo Entre La Constitución de 1961 y La de 1999Martin SilvaÎncă nu există evaluări
- 125781-Texto Del Artículo-579081-1-10-20120711 PDFDocument17 pagini125781-Texto Del Artículo-579081-1-10-20120711 PDFMartin SilvaÎncă nu există evaluări
- Laboratorio Numero 3Document14 paginiLaboratorio Numero 3Martin SilvaÎncă nu există evaluări
- Plasticidad y resistencia de materialesDocument13 paginiPlasticidad y resistencia de materialesMartin SilvaÎncă nu există evaluări
- Paper Pasantia Ms 1Document13 paginiPaper Pasantia Ms 1Martin SilvaÎncă nu există evaluări
- La MigracionDocument5 paginiLa MigracionMartin SilvaÎncă nu există evaluări
- Informacion para La Presentacion de Tratamientos TermoquimicosDocument2 paginiInformacion para La Presentacion de Tratamientos TermoquimicosMartin SilvaÎncă nu există evaluări
- Presentacion Final RefractariosDocument10 paginiPresentacion Final RefractariosMartin SilvaÎncă nu există evaluări
- CAPITULO III Emprendedores GGDocument2 paginiCAPITULO III Emprendedores GGMartin SilvaÎncă nu există evaluări
- La Vida de La Celda ElectrolíticaDocument2 paginiLa Vida de La Celda ElectrolíticaMartin SilvaÎncă nu există evaluări
- Politicas y ValoresDocument4 paginiPoliticas y ValoresMartin SilvaÎncă nu există evaluări
- Presentacion para TratamientosDocument15 paginiPresentacion para TratamientosMartin SilvaÎncă nu există evaluări
- Presentacion Extractiva Mineria Del HierroDocument25 paginiPresentacion Extractiva Mineria Del HierroMartin SilvaÎncă nu există evaluări
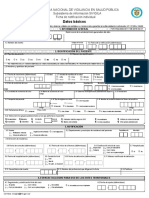
- Ficha Notificación. 348 - Infección Respiratoria Aguda Grave - IRAG - Inusitada - 2019Document8 paginiFicha Notificación. 348 - Infección Respiratoria Aguda Grave - IRAG - Inusitada - 2019Mega PelisÎncă nu există evaluări
- Sintitul 5Document24 paginiSintitul 5Jiancarlos Saul Chacchi HuamanÎncă nu există evaluări
- Programa de Filosofia Del Derecho - 1Document5 paginiPrograma de Filosofia Del Derecho - 1Brya LopezÎncă nu există evaluări
- Secrecion PancretaticaDocument1 paginăSecrecion PancretaticaAri SantiagoÎncă nu există evaluări
- Soluciones AmortiguadorasDocument17 paginiSoluciones AmortiguadorasGrace VeraÎncă nu există evaluări
- Gian Pier Garcia Martinez Gian Pier Etp s13Document5 paginiGian Pier Garcia Martinez Gian Pier Etp s13DAVID UMBO FERNANDEZÎncă nu există evaluări
- MedioAmbienteDocument12 paginiMedioAmbienteFátiimaJaegerÎncă nu există evaluări
- Planos Sanitarios SS-HHDocument1 paginăPlanos Sanitarios SS-HHelvis david mio peñaÎncă nu există evaluări
- Biologia MollecularDocument12 paginiBiologia MollecularBerta NeftalÎncă nu există evaluări
- FBZ 125 - Alpacas - 2006 PDFDocument11 paginiFBZ 125 - Alpacas - 2006 PDFjhonÎncă nu există evaluări
- El Futuro de La Ingeniería QuímicaDocument2 paginiEl Futuro de La Ingeniería QuímicaXetiel0% (1)
- SustantivosDocument3 paginiSustantivoscandebtwÎncă nu există evaluări
- Programa Xi Simposio Nacional de Garbanzo 2023Document1 paginăPrograma Xi Simposio Nacional de Garbanzo 2023Luis Félix FuentesÎncă nu există evaluări
- Reconoce Tu Necesidad de DiosDocument2 paginiReconoce Tu Necesidad de DioszuvalpaÎncă nu există evaluări
- Razonamiento BiblicoDocument10 paginiRazonamiento BiblicoDayanTorresÎncă nu există evaluări
- Predictores de Abordaje de Una Vía Aérea DifícilDocument17 paginiPredictores de Abordaje de Una Vía Aérea DifícilJanett Patricia AronésÎncă nu există evaluări
- Práctica Investigación de OperacionesDocument4 paginiPráctica Investigación de OperacionesDennis RossellÎncă nu există evaluări
- Linea de TiempoDocument3 paginiLinea de TiempoRonald Isaac Chavez RetisÎncă nu există evaluări
- Charruas Cultura Material - PpsDocument21 paginiCharruas Cultura Material - PpsviviansimoneÎncă nu există evaluări
- Coloración UrinariaDocument2 paginiColoración UrinariaKriis VargasÎncă nu există evaluări
- Protocolo de Reparacion de FisurasDocument4 paginiProtocolo de Reparacion de FisurasJorge Malaga VillanuevaÎncă nu există evaluări
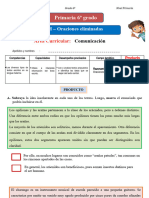
- Producto - Com 6º - Sva 09Document6 paginiProducto - Com 6º - Sva 09Mateo OrvarÎncă nu există evaluări
- Analis Ultimos 8 Capitulos Libro Educar para SerDocument10 paginiAnalis Ultimos 8 Capitulos Libro Educar para SerJean Carlos CompresÎncă nu există evaluări
- Propiedad Horizontal PresupuestoDocument16 paginiPropiedad Horizontal PresupuestoCristobal Martinez EchavarriaÎncă nu există evaluări
- Trabajo Agua Estudio de Los Ciclos BiogeoquimicoDocument19 paginiTrabajo Agua Estudio de Los Ciclos BiogeoquimicoJhonny HernandezÎncă nu există evaluări
- El duelo del paciente infantil con cáncerDocument6 paginiEl duelo del paciente infantil con cáncerLiana Pérez RodríguezÎncă nu există evaluări
- Sueroterapia RiesgosDocument10 paginiSueroterapia RiesgosAnita Rodriguez SalgadoÎncă nu există evaluări
- Historia Clínica Pediátrica - Jackeline Paz Poma, Valeria Sierra MolinaDocument5 paginiHistoria Clínica Pediátrica - Jackeline Paz Poma, Valeria Sierra MolinaDustin Vincent Cardenas PerlacioÎncă nu există evaluări
- Estructuración mixtaDocument3 paginiEstructuración mixtaJerson Misair Ludeña OyolaÎncă nu există evaluări