S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Ashok Leyland SEA FORMATDocument68 paginiAshok Leyland SEA FORMATVi KraÎncă nu există evaluări
- Copula Modeling: An Introduction For Practitioners: Pravin K. Trivedi and David M. ZimmerDocument111 paginiCopula Modeling: An Introduction For Practitioners: Pravin K. Trivedi and David M. ZimmervinizioÎncă nu există evaluări
- HW7 A SolutionsDocument6 paginiHW7 A Solutionsmmsingh91100% (1)
- Customer Audit NCs - ProcurementDocument1 paginăCustomer Audit NCs - ProcurementVi KraÎncă nu există evaluări
- BF Area - 5S Check ListDocument30 paginiBF Area - 5S Check ListVi KraÎncă nu există evaluări
- Aspect Impact RegisterDocument17 paginiAspect Impact RegisterVi KraÎncă nu există evaluări
- S.No Particular Details: Context On Procurement (ARJAS)Document2 paginiS.No Particular Details: Context On Procurement (ARJAS)Vi KraÎncă nu există evaluări
- ROOP Auto-Audit Observations-FinalDocument9 paginiROOP Auto-Audit Observations-FinalVi KraÎncă nu există evaluări
- New Doc 2020-02-17 15.19.45Document1 paginăNew Doc 2020-02-17 15.19.45Vi KraÎncă nu există evaluări
- New Doc 2020-04-09 20.08.07Document2 paginiNew Doc 2020-04-09 20.08.07Vi KraÎncă nu există evaluări
- New Doc 2020-04-11 22.12.11Document3 paginiNew Doc 2020-04-11 22.12.11Vi KraÎncă nu există evaluări
- New Doc 2019-11-27 11.21.07Document1 paginăNew Doc 2019-11-27 11.21.07Vi KraÎncă nu există evaluări
- Bid Sheet: Mstc/Blr/Monitoring Committee /57/bangalore /19-20/13971 (220819)Document6 paginiBid Sheet: Mstc/Blr/Monitoring Committee /57/bangalore /19-20/13971 (220819)Vi KraÎncă nu există evaluări
- Employee HR Policy Manual: Employment & Workplace Policy & GuidelinesDocument5 paginiEmployee HR Policy Manual: Employment & Workplace Policy & GuidelinesVi KraÎncă nu există evaluări
- New Doc 2020-03-17 10.Document7 paginiNew Doc 2020-03-17 10.Vi KraÎncă nu există evaluări
- Bid Sheet: Mstc/Blr/Monitoring Committee /68/bangalore /19-20/15661 (222519)Document3 paginiBid Sheet: Mstc/Blr/Monitoring Committee /68/bangalore /19-20/15661 (222519)Vi KraÎncă nu există evaluări
- New Doc 2020-04-11 22.06.23Document3 paginiNew Doc 2020-04-11 22.06.23Vi KraÎncă nu există evaluări
- Bid SheetDocument10 paginiBid SheetVi KraÎncă nu există evaluări
- Bid Sheet: Mstc/Blr/Monitoring Committee /64/bangalore /19-20/15128 (221982)Document5 paginiBid Sheet: Mstc/Blr/Monitoring Committee /64/bangalore /19-20/15128 (221982)Vi KraÎncă nu există evaluări
- Different Scraps in SAP PPDocument2 paginiDifferent Scraps in SAP PPVi KraÎncă nu există evaluări
- Bid SheetDocument6 paginiBid SheetVi KraÎncă nu există evaluări
- Bid SheetDocument8 paginiBid SheetVi KraÎncă nu există evaluări
- Bid SheetDocument10 paginiBid SheetVi KraÎncă nu există evaluări
- Bid SheetDocument5 paginiBid SheetVi KraÎncă nu există evaluări
- Test Case Name: MRP Run Step # Step Description T-CodeDocument8 paginiTest Case Name: MRP Run Step # Step Description T-CodeVi KraÎncă nu există evaluări
- Bid SheetDocument2 paginiBid SheetVi KraÎncă nu există evaluări
- Bid SheetDocument3 paginiBid SheetVi KraÎncă nu există evaluări
- Bid SheetDocument15 paginiBid SheetVi KraÎncă nu există evaluări
- GSI-Rec-020-09 Failure Analysis FormDocument10 paginiGSI-Rec-020-09 Failure Analysis FormVi KraÎncă nu există evaluări
- Mto ScenarioDocument45 paginiMto ScenarioVi KraÎncă nu există evaluări
- Bid SheetDocument5 paginiBid SheetVi KraÎncă nu există evaluări
- Technical Opportunity Calculation: Area KPI Better Unit of MeasureDocument10 paginiTechnical Opportunity Calculation: Area KPI Better Unit of MeasureVi KraÎncă nu există evaluări
- Revised Draft Ammendment To IRS T29 MAR13Document11 paginiRevised Draft Ammendment To IRS T29 MAR13Shipra MishraÎncă nu există evaluări
- II. Optional Parts of Business LettersDocument4 paginiII. Optional Parts of Business Lettersyelai gutangÎncă nu există evaluări
- A Lightweight Secure Data Sharing SchemeDocument7 paginiA Lightweight Secure Data Sharing SchemeGopi KrishnaÎncă nu există evaluări
- Transition Elements Final 1Document44 paginiTransition Elements Final 1Venkatesh MishraÎncă nu există evaluări
- Inertia FormulasDocument4 paginiInertia FormulasLoysa Agtarap MataÎncă nu există evaluări
- Flight Inspection of GAST D Approach and Taxi Guidance Systems - v1Document10 paginiFlight Inspection of GAST D Approach and Taxi Guidance Systems - v1Olivier LaylyÎncă nu există evaluări
- Research Methodology PDFDocument338 paginiResearch Methodology PDFBruno H Linhares PÎncă nu există evaluări
- Low Delay Based QSD MultiplierDocument6 paginiLow Delay Based QSD MultiplierInternational Journal of Innovative Science and Research Technology100% (2)
- Technical Bulletin: Valbart Through Conduit Slab Gate ValveDocument24 paginiTechnical Bulletin: Valbart Through Conduit Slab Gate ValveroscillaÎncă nu există evaluări
- Viscosity MeasurementDocument8 paginiViscosity MeasurementRian SteveÎncă nu există evaluări
- Re - (Repeater-Builder) Midland Vehicular Repeater InfoDocument3 paginiRe - (Repeater-Builder) Midland Vehicular Repeater InfobbarinkÎncă nu există evaluări
- Art Appreciation Learning ModulesDocument32 paginiArt Appreciation Learning ModulesJonah ChoiÎncă nu există evaluări
- Thông Gió Cho T - Pdfslide - Net - Electrical-Cabinet-Vbcm-The-Electrical-Cabinet-Ventilation-Serves-To-MaintainDocument26 paginiThông Gió Cho T - Pdfslide - Net - Electrical-Cabinet-Vbcm-The-Electrical-Cabinet-Ventilation-Serves-To-MaintainThành PhạmÎncă nu există evaluări
- Ap Computer Science A Course OverviewDocument2 paginiAp Computer Science A Course Overviewbaojia chenÎncă nu există evaluări
- Matrix Stiffness Method EnglishDocument14 paginiMatrix Stiffness Method Englishsteam2021Încă nu există evaluări
- Excel FunctionsDocument13 paginiExcel Functionsfhlim2069Încă nu există evaluări
- Btech Ec 7 Sem Digital Image Processing Nec032 2019Document1 paginăBtech Ec 7 Sem Digital Image Processing Nec032 2019Deepak SinghÎncă nu există evaluări
- Bio Sem2 EssayDocument2 paginiBio Sem2 EssayEileen WongÎncă nu există evaluări
- Radar Pulse CompressionDocument19 paginiRadar Pulse Compressionmalek1p2Încă nu există evaluări
- Bombardier Global 7500 Pilots AcronymsDocument18 paginiBombardier Global 7500 Pilots AcronymsGourav DasÎncă nu există evaluări
- Fuzzy Hungarian Method For Solving Intuitionistic FuzzyDocument7 paginiFuzzy Hungarian Method For Solving Intuitionistic Fuzzybima sentosaÎncă nu există evaluări
- Conic SectionDocument9 paginiConic SectionJomana MacalnasÎncă nu există evaluări
- Directional & Horizontal DrillingDocument23 paginiDirectional & Horizontal DrillingMuhammad shahbazÎncă nu există evaluări
- Tafl KCS 402 Cia-I 2019-20Document2 paginiTafl KCS 402 Cia-I 2019-20vikÎncă nu există evaluări
- Siggberg WartsilaDocument27 paginiSiggberg WartsilaSenthil KumarÎncă nu există evaluări
- Analysis, Design, and Strengthening of Communication TowersDocument253 paginiAnalysis, Design, and Strengthening of Communication TowersLuis Horacio Martínez Martínez100% (4)
- 9011 VW Rebar Strainmeter (E)Document2 pagini9011 VW Rebar Strainmeter (E)JasonÎncă nu există evaluări
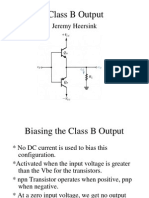
- Class B Output: Jeremy HeersinkDocument10 paginiClass B Output: Jeremy Heersinkdummy1957jÎncă nu există evaluări