S-ar putea să vă placă și
- Caso Sodimac AuditoriaDocument8 paginiCaso Sodimac AuditoriaIsaaGranadoTalledoÎncă nu există evaluări
- Analisis de Los Principios de Gestion-XeroxDocument5 paginiAnalisis de Los Principios de Gestion-XeroxElizabeth Juárez HerreraÎncă nu există evaluări
- Caso ChryslerDocument3 paginiCaso ChryslerDavid c0% (1)
- Ensayo Tarea #1 ADMIN 500Document10 paginiEnsayo Tarea #1 ADMIN 500jennifer BurgosÎncă nu există evaluări
- Caso 3 - MRPDocument2 paginiCaso 3 - MRPEvelynGonzalesRománÎncă nu există evaluări
- Decoding+the+DNA+of+the+Toyota+Production+System en EsDocument19 paginiDecoding+the+DNA+of+the+Toyota+Production+System en EsJairo Perez GonzalezÎncă nu există evaluări
- Trabajo Final de GrupoDocument8 paginiTrabajo Final de GrupoAlexa ZamoraÎncă nu există evaluări
- Ensayo de La Ventajas Competitivas de MéxicoDocument4 paginiEnsayo de La Ventajas Competitivas de MéxicoAlbaro Viana ManriqueÎncă nu există evaluări
- Caso de Estudio McdonaldDocument3 paginiCaso de Estudio McdonaldMiguel TV100% (1)
- 8-B-Competencia Basada en TiempoDocument14 pagini8-B-Competencia Basada en TiempoGianfranco JulcaÎncă nu există evaluări
- Desarrollo de Talento PDFDocument4 paginiDesarrollo de Talento PDFEvelynGonzalesRománÎncă nu există evaluări
- Manual Operacion Tractor Cadenas Orugas d10r Caterpillar Controles TecnicasDocument61 paginiManual Operacion Tractor Cadenas Orugas d10r Caterpillar Controles TecnicasolaffsebastianÎncă nu există evaluări
- Resumen Tema 2 SOMDocument4 paginiResumen Tema 2 SOMpepetronic60% (5)
- Toyota Adn PDFDocument13 paginiToyota Adn PDFJose Gonzales100% (1)
- Traducción 3 ToyotaDocument19 paginiTraducción 3 Toyotajavier_torres_4Încă nu există evaluări
- Diseño de InstalacionesDocument34 paginiDiseño de InstalacionesCECILIA MARIBEL LOOR MORAÎncă nu există evaluări
- Parte IiiDocument6 paginiParte IiiAlmaPaolaHerreraVelázquezÎncă nu există evaluări
- Intro A La Empresa - Caso de EstrategiaDocument1 paginăIntro A La Empresa - Caso de EstrategiaMarta Muñoz RiffoÎncă nu există evaluări
- Cecf Act1unii Caso Harvard 01Document16 paginiCecf Act1unii Caso Harvard 01Cristhian Eduardo CfÎncă nu există evaluări
- Gestión de La Productividad PDFDocument17 paginiGestión de La Productividad PDFdenysdavÎncă nu există evaluări
- Capitulo 18Document5 paginiCapitulo 18Gerson David100% (2)
- Ejercicio de ProducciónDocument3 paginiEjercicio de ProducciónDenys Valencia ChiroqueÎncă nu există evaluări
- Mapa Del Flujo de ValorDocument19 paginiMapa Del Flujo de ValorAlbert Gonzales LopezÎncă nu există evaluări
- Cuestionario Sobre La Administracion EstrategicaDocument11 paginiCuestionario Sobre La Administracion EstrategicaStefy MartinezÎncă nu există evaluări
- Análisis FODA ToyotaDocument7 paginiAnálisis FODA ToyotaGerman Doza Ramirez100% (1)
- Caso ToyotaDocument30 paginiCaso ToyotaCharles BukowskiÎncă nu există evaluări
- Deysi TrabajoDocument3 paginiDeysi TrabajoYoida Miller RosalesÎncă nu există evaluări
- Preguntas de Discusión de Caso GoogleDocument3 paginiPreguntas de Discusión de Caso GoogleJesus Fabian BECERRA PEREZ0% (1)
- Caso Construyendo Calidad Japonesa en NorteaméricaDocument1 paginăCaso Construyendo Calidad Japonesa en NorteaméricaLulu VásquezÎncă nu există evaluări
- Caso MorrisonDocument4 paginiCaso MorrisonElizabeth Camacho MoralesÎncă nu există evaluări
- Criterios Generales para La Elaboración de Organigramas en El Sector PrivadoDocument11 paginiCriterios Generales para La Elaboración de Organigramas en El Sector PrivadoBryan Darinel MartínezÎncă nu există evaluări
- G2 LiderazgoDocument28 paginiG2 LiderazgoLiz S EspimberaÎncă nu există evaluări
- Proceso de Decisión para El Desarrollo de Nuevos ProductosDocument67 paginiProceso de Decisión para El Desarrollo de Nuevos ProductosKevinÎncă nu există evaluări
- Tarea II Tercer ParcialDocument17 paginiTarea II Tercer ParcialSarahi0% (1)
- De Acuerdo Con Henry MintzbergDocument11 paginiDe Acuerdo Con Henry Mintzbergsusana dazaÎncă nu există evaluări
- Beneficios de La Implementación de TocDocument1 paginăBeneficios de La Implementación de TocJose Luis Lugo LeonÎncă nu există evaluări
- Cindysacaza - Tareamodulo7 OyMDocument7 paginiCindysacaza - Tareamodulo7 OyMCindy SacazaÎncă nu există evaluări
- PI04Document1 paginăPI04Deyvis ZavaletaÎncă nu există evaluări
- Capitulo 5Document56 paginiCapitulo 5Jorge ChavezÎncă nu există evaluări
- Determinar La Posicion Competitiva de La Marca HondaDocument3 paginiDeterminar La Posicion Competitiva de La Marca HondaNoely EspinalÎncă nu există evaluări
- Estrategia de OperacionesDocument28 paginiEstrategia de OperacionesPool Luiz0% (1)
- Resumen Película La MetaDocument3 paginiResumen Película La MetaRubén Rodríguez GuerreroÎncă nu există evaluări
- Caso 1 Admon de RR - HH 2Document3 paginiCaso 1 Admon de RR - HH 2Diana CruzÎncă nu există evaluări
- Taller - Caso de Estudio Arh InternacionalDocument2 paginiTaller - Caso de Estudio Arh InternacionalPaula RoncancioÎncă nu există evaluări
- TOYOTA - Estrategia de NegociosDocument3 paginiTOYOTA - Estrategia de Negociosneils_quimicoÎncă nu există evaluări
- Modulo 2 Toma de DecisionesDocument16 paginiModulo 2 Toma de DecisioneslopezÎncă nu există evaluări
- Calidad y EstrategiaDocument15 paginiCalidad y EstrategiaWake upshowÎncă nu există evaluări
- Taller 2 InscisosDocument8 paginiTaller 2 Inscisosoniris renteria perea0% (1)
- How Can It BeDocument2 paginiHow Can It BeRuben DarioÎncă nu există evaluări
- Caso Toyota - Grupo 2Document23 paginiCaso Toyota - Grupo 2Karen Selene Manrique RetoÎncă nu există evaluări
- Informe Final DiagnosticoDocument10 paginiInforme Final DiagnosticoDiego R. LanzaÎncă nu există evaluări
- Test 5 Dirección y Liderazgo de Organizaciones de Excelencia OperacionalDocument2 paginiTest 5 Dirección y Liderazgo de Organizaciones de Excelencia OperacionalDany RamirezÎncă nu există evaluări
- Consumibles RicohDocument8 paginiConsumibles RicohchristopherÎncă nu există evaluări
- Tarea 7 U-ErreDocument3 paginiTarea 7 U-ErreJohann CarrascoÎncă nu există evaluări
- Caso NestléDocument12 paginiCaso NestléStephanie Alarcon100% (1)
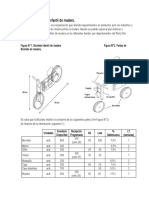
- Bici Motos CentroDocument8 paginiBici Motos CentroarinicbcaÎncă nu există evaluări
- Estrategia Genérica:: Estrategias y Alianzas Estratégicas de La Empresa AmazonDocument3 paginiEstrategia Genérica:: Estrategias y Alianzas Estratégicas de La Empresa Amazonkevin AlvearÎncă nu există evaluări
- Gestion ToyotaDocument25 paginiGestion ToyotaHenry D. LópezÎncă nu există evaluări
- Gerencia Estratégica 3Document13 paginiGerencia Estratégica 3graciÎncă nu există evaluări
- Caso Harvard - Grupo #2Document6 paginiCaso Harvard - Grupo #2Ana CeciliaÎncă nu există evaluări
- Descifrando El ADN ToyotaDocument20 paginiDescifrando El ADN ToyotaDallins OlórteguiÎncă nu există evaluări
- Descifrando El ADN Del Sistema de Producción ToyotaDocument13 paginiDescifrando El ADN Del Sistema de Producción ToyotaNatalia SantiestebanÎncă nu există evaluări
- 5 Descifrando Dna Toyota2Document16 pagini5 Descifrando Dna Toyota2Jorge SalgadoÎncă nu există evaluări
- Descifrando El ADN Del Sistema de Produccion ToyotaDocument12 paginiDescifrando El ADN Del Sistema de Produccion ToyotaEstrategia FocalizadaÎncă nu există evaluări
- Taf Control Estadistico de La CalidadDocument2 paginiTaf Control Estadistico de La CalidadEvelynGonzalesRománÎncă nu există evaluări
- t4 Gestion de CalidadDocument4 paginit4 Gestion de CalidadEvelynGonzalesRománÎncă nu există evaluări
- T2 C Simulacion 20181 155Document1 paginăT2 C Simulacion 20181 155EvelynGonzalesRománÎncă nu există evaluări
- T1 de Gestión y Estudio de Impacto AmbientalDocument4 paginiT1 de Gestión y Estudio de Impacto AmbientalEvelynGonzalesRománÎncă nu există evaluări
- T2 Ingenieria Electrica 2020-1Document3 paginiT2 Ingenieria Electrica 2020-1EvelynGonzalesRománÎncă nu există evaluări
- Entidades Adscritas Al Seia Grupo 4Document9 paginiEntidades Adscritas Al Seia Grupo 4EvelynGonzalesRománÎncă nu există evaluări
- F2 - S14 - HT - Trasferencia de Calor PDFDocument2 paginiF2 - S14 - HT - Trasferencia de Calor PDFEvelynGonzalesRománÎncă nu există evaluări
- Libro Cap 8 Salvense Quien PuedaDocument4 paginiLibro Cap 8 Salvense Quien PuedaEvelynGonzalesRománÎncă nu există evaluări
- Semana 3 - Componentes Del Sistema MRP IIDocument18 paginiSemana 3 - Componentes Del Sistema MRP IIEvelynGonzalesRománÎncă nu există evaluări
- F2 - S16 - HT - Sesion de Ejercicios PDFDocument2 paginiF2 - S16 - HT - Sesion de Ejercicios PDFEvelynGonzalesRománÎncă nu există evaluări
- F2 S15 HT Termodinámica.2019 2 PDFDocument2 paginiF2 S15 HT Termodinámica.2019 2 PDFEvelynGonzalesRománÎncă nu există evaluări
- F2 S13 HT Calor 2019 2 PDFDocument2 paginiF2 S13 HT Calor 2019 2 PDFEvelynGonzalesRománÎncă nu există evaluări
- F2 - S12 - HT - Sesion de EjerciciosDocument2 paginiF2 - S12 - HT - Sesion de EjerciciosEvelynGonzalesRománÎncă nu există evaluări
- F2 S06 HT Principio Pascal ArquímedesDocument2 paginiF2 S06 HT Principio Pascal ArquímedesEvelynGonzalesRománÎncă nu există evaluări
- F2 S05 HT Estática de FluidosDocument2 paginiF2 S05 HT Estática de FluidosEvelynGonzalesRománÎncă nu există evaluări
- Gabinetes para Transformadores de Corriente Hasta 600 Voltios PDFDocument16 paginiGabinetes para Transformadores de Corriente Hasta 600 Voltios PDFRoberto RomeroÎncă nu există evaluări
- Logit Punto CorteDocument275 paginiLogit Punto CorteVictor Hugo Fernández Arraya100% (1)
- Merino Peña Lourdes LisbethDocument32 paginiMerino Peña Lourdes LisbethVictor CherreÎncă nu există evaluări
- Frecuencimetro Digital LCDDocument12 paginiFrecuencimetro Digital LCDricky081Încă nu există evaluări
- Tutorial de AutocadDocument25 paginiTutorial de AutocadRoman Alex ArocutipaÎncă nu există evaluări
- Google MapsDocument9 paginiGoogle Mapschustc88Încă nu există evaluări
- TAR AcapulcoDocument13 paginiTAR AcapulcoMarti Jimenez HernandezÎncă nu există evaluări
- Elementos Activos ElectronicaDocument5 paginiElementos Activos ElectronicaM̳a̳c̳e̳l̳o̳ S̳a̳n̳Încă nu există evaluări
- Proforma PDFDocument1 paginăProforma PDFjhordan jose ticona100% (1)
- INFORME ESTACION CLIMATOLOGICA Univalle Cali PDFDocument5 paginiINFORME ESTACION CLIMATOLOGICA Univalle Cali PDFulisesÎncă nu există evaluări
- Destilacion SencillaDocument3 paginiDestilacion SencillaJohn PadillaÎncă nu există evaluări
- EnergizadorDocument33 paginiEnergizadorRobert MunizagaÎncă nu există evaluări
- Diapositivas Iehd - TributarioDocument9 paginiDiapositivas Iehd - TributarioEddy Hernán Huanca Zambrana57% (7)
- Escuela de PragaDocument1 paginăEscuela de PragaJulio CesarÎncă nu există evaluări
- PDF Tarea 6 Espaol DLDocument5 paginiPDF Tarea 6 Espaol DLAlvaro GuerreroÎncă nu există evaluări
- Sistemas de Equipos FijosDocument26 paginiSistemas de Equipos FijosFelipe EstebanÎncă nu există evaluări
- Taller Virtual 2 TABLAS Y GRAFICOS ESTADISTICOSDocument14 paginiTaller Virtual 2 TABLAS Y GRAFICOS ESTADISTICOSmiena riaño0% (1)
- Teoria de TeleComunicaciones Unidad 1Document50 paginiTeoria de TeleComunicaciones Unidad 1Isluan Huerta75% (4)
- Bombas Duplex y TriplexDocument3 paginiBombas Duplex y TriplexRichard Dean Velasquez0% (2)
- CURRICULUM VITAE (Maria Luz Vargas Hilari)Document7 paginiCURRICULUM VITAE (Maria Luz Vargas Hilari)lucesitav700100% (2)
- Quiz Control Operacional 1620686Document4 paginiQuiz Control Operacional 1620686Sandra Milena Sanchez RamirezÎncă nu există evaluări
- La Respuesta Natural de Un Circuito RL (Artículo) - Khan AcademyDocument24 paginiLa Respuesta Natural de Un Circuito RL (Artículo) - Khan AcademyPinel GustavoÎncă nu există evaluări
- Dibujo Técnico 1Document26 paginiDibujo Técnico 1griss05Încă nu există evaluări
- Maraton de Lectura Setiembre 2020Document2 paginiMaraton de Lectura Setiembre 2020Jeshua Diego BarrientosÎncă nu există evaluări
- Bombas Flight Catalogo PDFDocument8 paginiBombas Flight Catalogo PDFJuan AlejandroÎncă nu există evaluări
- 03e) Fuerzas Mecánicas InternasDocument3 pagini03e) Fuerzas Mecánicas InternasCristian Eduardo Garay CarrenoÎncă nu există evaluări
- El Contexto Local Como Problema para Una Reflexión Respecto A Vanguardia - NovoaDocument8 paginiEl Contexto Local Como Problema para Una Reflexión Respecto A Vanguardia - NovoaDiego ParraÎncă nu există evaluări
- Como Crear 20 Directivas de Seguridad en Windows 7 Enterprise Utilizando La Maquina Virtual BoxDocument23 paginiComo Crear 20 Directivas de Seguridad en Windows 7 Enterprise Utilizando La Maquina Virtual BoxLorena100% (1)