S-ar putea să vă placă și
- Lean certification. Certificación de un sistema de gestión leanDe la EverandLean certification. Certificación de un sistema de gestión leanÎncă nu există evaluări
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe la EverandDesarrollo de Software Ágil: Extreme Programming y ScrumEvaluare: 5 din 5 stele5/5 (1)
- ¿Qué Es ANDON?Document12 pagini¿Qué Es ANDON?Alex SiesquenÎncă nu există evaluări
- Grupo 11 ANDON OficialDocument37 paginiGrupo 11 ANDON OficialClases mitutor100% (1)
- Trabajo Colaborativo Tarea 4 212028 71Document31 paginiTrabajo Colaborativo Tarea 4 212028 71JOANÎncă nu există evaluări
- Tarea 4 - Informe Estrategias de La ProducciónDocument6 paginiTarea 4 - Informe Estrategias de La ProducciónLADY80% (5)
- Importancia Del DiagnosticoDocument5 paginiImportancia Del DiagnosticoJuan HernandezÎncă nu există evaluări
- Actividad 5Document24 paginiActividad 5David Santiago Cortes Cervera100% (1)
- A8 JGHDocument8 paginiA8 JGHyodyth garciÎncă nu există evaluări
- Manufactura ConsultaDocument10 paginiManufactura ConsultaAlejandro CerdaÎncă nu există evaluări
- Kanban AndoDocument13 paginiKanban AndoYazmin Angelica VACA MONTENEGROÎncă nu există evaluări
- Sistema Andon y Gestión - Control VisualDocument14 paginiSistema Andon y Gestión - Control VisualJesús ValeraÎncă nu există evaluări
- Proyecto Unidad 3 - Gestión de La Producción IIDocument10 paginiProyecto Unidad 3 - Gestión de La Producción IIIsrael Armeaga GarcíaÎncă nu există evaluări
- U2. Gestion de La Producción Parte 2 - Lluis CuatrecasasDocument14 paginiU2. Gestion de La Producción Parte 2 - Lluis CuatrecasasLuis Alejandro Duarte GonzalezÎncă nu există evaluări
- Manufactura EsbeltaDocument5 paginiManufactura EsbeltaGIANCARLO SAAVEDRA BOULANGGERÎncă nu există evaluări
- Sistema AndonDocument11 paginiSistema Andony7d5krzts4Încă nu există evaluări
- Tarea 4informe Estrategias de ProduccionDocument9 paginiTarea 4informe Estrategias de ProduccionArmando CantilloÎncă nu există evaluări
- 10 Matriz de ConsistenciaDocument4 pagini10 Matriz de ConsistenciaMirella VilcaÎncă nu există evaluări
- Tareas EstandarizadasDocument56 paginiTareas EstandarizadasHugo QuezadaÎncă nu există evaluări
- HERRAMIENTAS de Manufactura EsbeltaDocument2 paginiHERRAMIENTAS de Manufactura EsbeltaLuis David Orozco Herrera0% (1)
- HERRAMIENTAS de Manufactura EsbeltaDocument2 paginiHERRAMIENTAS de Manufactura EsbeltaLuis David Orozco HerreraÎncă nu există evaluări
- Tarea-4-Informe-Estrategias-De-La-Produccion Aportes 1Document11 paginiTarea-4-Informe-Estrategias-De-La-Produccion Aportes 1Elbarracuda MontelibanoÎncă nu există evaluări
- Diapositivas Coesca Poka YokeDocument25 paginiDiapositivas Coesca Poka YokeCarlos Renato Vásquez GuibertÎncă nu există evaluări
- Informe Estrategias de Produccion Tarea 4 212028aDocument21 paginiInforme Estrategias de Produccion Tarea 4 212028aEnrique CaroÎncă nu există evaluări
- Mantenimiento Basado en Confiabilidad PDFDocument58 paginiMantenimiento Basado en Confiabilidad PDFKevin Alejandro VillanuevaÎncă nu există evaluări
- Actividad 3.3 Herramientas PDFDocument2 paginiActividad 3.3 Herramientas PDFJuanÎncă nu există evaluări
- Gestión OperacionesDocument13 paginiGestión OperacionesgabrielaÎncă nu există evaluări
- SistemaDocument1 paginăSistemadiego luis orozcoÎncă nu există evaluări
- Sistema AndonDocument4 paginiSistema AndonAlejandroJhansTasilla100% (1)
- TAREA 4 Int. A Procesos Industriales IACCDocument6 paginiTAREA 4 Int. A Procesos Industriales IACCWalter Guzman Meza100% (1)
- Instructivo Guía Ejercicio 6 DODPDocument7 paginiInstructivo Guía Ejercicio 6 DODPjorge herreraÎncă nu există evaluări
- Act 1Document5 paginiAct 1LUIS CARLOS TIJERINA DE LA ROSAÎncă nu există evaluări
- Circuito de Control de Llenado de ContenedoresDocument2 paginiCircuito de Control de Llenado de ContenedoresGabyÎncă nu există evaluări
- Actividad 3 Del Modulo 7 Luz Mercedes ReyesDocument4 paginiActividad 3 Del Modulo 7 Luz Mercedes ReyesNidia Reyes PeñaÎncă nu există evaluări
- TAREA 4 Int. A Procesos Industriales IACCDocument6 paginiTAREA 4 Int. A Procesos Industriales IACCWalter Guzman MezaÎncă nu există evaluări
- Metodologia ShaDocument5 paginiMetodologia ShaROBERTO LAZARO CARCANOÎncă nu există evaluări
- Texto ArgumentativoDocument3 paginiTexto ArgumentativoZulayCabreraPerezÎncă nu există evaluări
- HERRAMIENTAS de Manufactura EsbeltaDocument2 paginiHERRAMIENTAS de Manufactura EsbeltaMARIO SILVAÎncă nu există evaluări
- HERRAMIENTAS de Manufactura EsbeltaDocument2 paginiHERRAMIENTAS de Manufactura EsbeltaMARIO SILVAÎncă nu există evaluări
- Tipos de Sistemas de ProducciónDocument1 paginăTipos de Sistemas de ProducciónRafael PalaciosÎncă nu există evaluări
- RESUMENDocument8 paginiRESUMENholman ortegonÎncă nu există evaluări
- Kanban y KaizenDocument22 paginiKanban y KaizenNayeli Miranda ValdovinosÎncă nu există evaluări
- Sistemas EsbeltosDocument13 paginiSistemas EsbeltosKarlos Andrés Valenzuela100% (2)
- Introducción A Los Procesos IndustrialesDocument16 paginiIntroducción A Los Procesos IndustrialesAndres Sebastian Agudelo ChaverraÎncă nu există evaluări
- T1, Definición e Importancia de Los Sistemas de ProducciónDocument4 paginiT1, Definición e Importancia de Los Sistemas de ProducciónOmar HernándezÎncă nu există evaluări
- MAPA Sistemas de ProduccionDocument1 paginăMAPA Sistemas de ProduccionMarco AlfaÎncă nu există evaluări
- Tarea 4 Informe Estrategias de La Producci NDocument10 paginiTarea 4 Informe Estrategias de La Producci NFernandoÎncă nu există evaluări
- Tarea 4 Informe Estrategias de La Producci NDocument10 paginiTarea 4 Informe Estrategias de La Producci NFernandoÎncă nu există evaluări
- Sistemas de ManufacturaDocument50 paginiSistemas de ManufacturaDaniela Hernandez LoredoÎncă nu există evaluări
- Checklist IndustriaDocument2 paginiChecklist IndustriapepeÎncă nu există evaluări
- Matriz AMFEDocument9 paginiMatriz AMFEDeyvit CarlosÎncă nu există evaluări
- S08.s1 - GOP - Sistemas EsbeltosDocument38 paginiS08.s1 - GOP - Sistemas EsbeltosMarco Rogelio Taype FelixÎncă nu există evaluări
- Poka YokeDocument4 paginiPoka YokeLeo Castillo RecillasÎncă nu există evaluări
- M2 Conceptos ClaveDocument3 paginiM2 Conceptos ClaveJuan PerezÎncă nu există evaluări
- Hoja de Ruta LeanDocument1 paginăHoja de Ruta LeanJesus AmadorÎncă nu există evaluări
- ErickPaulinoGabinoHernandez U2 Act2 5tom2Document11 paginiErickPaulinoGabinoHernandez U2 Act2 5tom2Erick GHÎncă nu există evaluări
- Ma Pa 1Document1 paginăMa Pa 1adriana_maldonado_piamÎncă nu există evaluări
- Tecnicas LeanDocument32 paginiTecnicas LeanMauricio TorresÎncă nu există evaluări
- I Dont Know ManDocument1 paginăI Dont Know ManDavÎncă nu există evaluări
- Just in Time FinalDocument15 paginiJust in Time FinalJean Karlo Catalan DavilaÎncă nu există evaluări
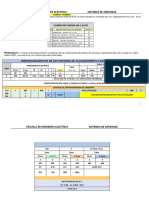
- Yarasqui Malpartida, Jaiver 18190258 - Ex Sistema de Accionamiento - Jaiver Yarasqui MalpartidaDocument14 paginiYarasqui Malpartida, Jaiver 18190258 - Ex Sistema de Accionamiento - Jaiver Yarasqui MalpartidaCécil CalleÎncă nu există evaluări
- COMPENSACIÓNDocument24 paginiCOMPENSACIÓNCécil Calle100% (1)
- Zevallos Marco Examen de Insta DosDocument13 paginiZevallos Marco Examen de Insta DosCécil Calle100% (1)
- Zamalloa - 17190054 - Accionamiento - ANTHONY ZAMALLOA PRUDENCIODocument7 paginiZamalloa - 17190054 - Accionamiento - ANTHONY ZAMALLOA PRUDENCIOCécil CalleÎncă nu există evaluări
- Yauyo Mallqui - Marcos Yauyo MallquiDocument10 paginiYauyo Mallqui - Marcos Yauyo MallquiCécil CalleÎncă nu există evaluări
- Cuadro de Cargas y Analisis FasorialDocument43 paginiCuadro de Cargas y Analisis FasorialCécil CalleÎncă nu există evaluări
- Baca Buitron Jose Luis - Jose Baca BuitronDocument12 paginiBaca Buitron Jose Luis - Jose Baca BuitronCécil CalleÎncă nu există evaluări
- Camizan Sangama Pc3 Insta 2021 - Ricardo Camizan SangamaDocument27 paginiCamizan Sangama Pc3 Insta 2021 - Ricardo Camizan SangamaCécil Calle100% (1)
- CESPEDES SIFUENTES HENRY DAVID - EXAMEN - Henry David Cespedes SifuentesDocument11 paginiCESPEDES SIFUENTES HENRY DAVID - EXAMEN - Henry David Cespedes SifuentesCécil Calle100% (1)
- Camarena Garcia Maxs - Instalaciones - Maxs Jhimy Camarena GarciaDocument5 paginiCamarena Garcia Maxs - Instalaciones - Maxs Jhimy Camarena GarciaCécil Calle100% (1)
- CASTILLO GARCIA. - MIGUEL ANGEL CASTILLO GARCiADocument6 paginiCASTILLO GARCIA. - MIGUEL ANGEL CASTILLO GARCiACécil CalleÎncă nu există evaluări
- Sustitucion 3Document2 paginiSustitucion 3Cécil CalleÎncă nu există evaluări
- Castillo Aquino Juan Manuel - Practica3Document15 paginiCastillo Aquino Juan Manuel - Practica3Cécil Calle100% (2)
- Barzola Cardenas Jean Carlos - Jean Carlos Barzola CardenasDocument8 paginiBarzola Cardenas Jean Carlos - Jean Carlos Barzola CardenasCécil Calle100% (1)
- O.E.5.1 Conexión A La Red Externa de Medidores O.E.5.2 SalidasDocument35 paginiO.E.5.1 Conexión A La Red Externa de Medidores O.E.5.2 SalidasCécil CalleÎncă nu există evaluări
- Apaza Quispe Guillermo Carlos - Guillermo Carlos Apaza QuispeDocument8 paginiApaza Quispe Guillermo Carlos - Guillermo Carlos Apaza QuispeCécil Calle100% (1)
- Ayala Rojas - Sistemas Accionamiento Examen Junio 2021Document11 paginiAyala Rojas - Sistemas Accionamiento Examen Junio 2021Cécil CalleÎncă nu există evaluări
- FesrextcyvDocument6 paginiFesrextcyvCécil Calle100% (1)
- EconomiaDocument10 paginiEconomiaCécil CalleÎncă nu există evaluări
- Excel de Proyecto2Document46 paginiExcel de Proyecto2Cécil Calle100% (1)
- LAB 1 FII 2Document14 paginiLAB 1 FII 2Cécil CalleÎncă nu există evaluări
- Sustitucion 3Document2 paginiSustitucion 3Cécil CalleÎncă nu există evaluări
- Ecuaciones Diferenciales 2009Document11 paginiEcuaciones Diferenciales 2009Edwin Povea MezaÎncă nu există evaluări
- LPIIDocument6 paginiLPIICécil CalleÎncă nu există evaluări
- Ejercicio 1Document5 paginiEjercicio 1Cécil CalleÎncă nu există evaluări
- Laboratorio 1 y 2Document19 paginiLaboratorio 1 y 2Cécil CalleÎncă nu există evaluări
- Ecuaciones Diferenciales 2009Document11 paginiEcuaciones Diferenciales 2009Edwin Povea MezaÎncă nu există evaluări
- "Decenio de La Igualdad de Oportunidades para Mujeres y Hombres" "Año Del Bicentenario Del Perú: 200 Años de Independencia"Document4 pagini"Decenio de La Igualdad de Oportunidades para Mujeres y Hombres" "Año Del Bicentenario Del Perú: 200 Años de Independencia"Frank Edisson Cardenas LimayllaÎncă nu există evaluări
- "Decenio de La Igualdad de Oportunidades para Mujeres y Hombres" "Año Del Bicentenario Del Perú: 200 Años de Independencia"Document4 pagini"Decenio de La Igualdad de Oportunidades para Mujeres y Hombres" "Año Del Bicentenario Del Perú: 200 Años de Independencia"Frank Edisson Cardenas LimayllaÎncă nu există evaluări
- Planificador Semanal Primera SemanaDocument1 paginăPlanificador Semanal Primera SemanaCécil CalleÎncă nu există evaluări
- Ficha Tecnica 7902Document1 paginăFicha Tecnica 7902thebeter_011267Încă nu există evaluări
- Creditex S.A.A PDFDocument33 paginiCreditex S.A.A PDFXiomara VelasquezÎncă nu există evaluări
- Drill Fortec 6859Document1 paginăDrill Fortec 6859eddy edgar cardenas quispe100% (2)
- Historia HuaycoDocument5 paginiHistoria HuaycoElizabeth SharmelyÎncă nu există evaluări
- Actividad 5 Hilados y Tejidos Andina S.A.Document10 paginiActividad 5 Hilados y Tejidos Andina S.A.Daniela MartinezÎncă nu există evaluări
- Protocolo de Tesis Yadira 1Document20 paginiProtocolo de Tesis Yadira 1KenÎncă nu există evaluări
- Bombis 2Document5 paginiBombis 2Naty A Tomasini100% (1)
- Plan de Marketing - Estampados JaruDocument8 paginiPlan de Marketing - Estampados JarujersonjordanÎncă nu există evaluări
- Mano de ObraDocument3 paginiMano de ObraJONE JESSICA ZEVALLOS NAUPAYÎncă nu există evaluări
- Marina SiancasDocument78 paginiMarina SiancasVictor Hugo Robles LeeÎncă nu există evaluări
- Estilismo de ModaDocument19 paginiEstilismo de ModaCarlos ToledoÎncă nu există evaluări
- La Industria en El Siglo XX El ColombiaDocument25 paginiLa Industria en El Siglo XX El Colombiajairin84Încă nu există evaluări
- Hilatura de AlgodónDocument14 paginiHilatura de AlgodónMafe ZuletaÎncă nu există evaluări
- La Cultura ParacasDocument6 paginiLa Cultura Paracasqwerty123Încă nu există evaluări
- MaryJ Hecho A Mano Bambolina Amigurumi Muñeca de La NavidadDocument9 paginiMaryJ Hecho A Mano Bambolina Amigurumi Muñeca de La NavidadGisela Rodriguez GomezÎncă nu există evaluări
- Costos Por Ordenes de ProduccionDocument7 paginiCostos Por Ordenes de ProduccionJUAN ESTEBAN VELANDIA BAYONAÎncă nu există evaluări
- Textil San Cristobal Sa EntornoDocument11 paginiTextil San Cristobal Sa EntornoGladys VFÎncă nu există evaluări
- Totalprotex Catalogue 2020 ESDocument694 paginiTotalprotex Catalogue 2020 ESgustavoseseÎncă nu există evaluări
- Relacion de Postulantes de Etp - PunoDocument2 paginiRelacion de Postulantes de Etp - PunofredyÎncă nu există evaluări
- Empresa de ColchonesDocument10 paginiEmpresa de ColchonesMayra YaniraÎncă nu există evaluări
- Sesión 28 - Ejercicios de Pareto - VirtualDocument2 paginiSesión 28 - Ejercicios de Pareto - VirtualAlejandro Pillaca Chumbile50% (2)
- MabelDocument12 paginiMabelDiana Requena Chuyes100% (17)
- Peinados Antiguos FranDocument17 paginiPeinados Antiguos Franraul rozasÎncă nu există evaluări
- Catalogo Yazbek 2012Document56 paginiCatalogo Yazbek 2012DirlocalÎncă nu există evaluări
- Ventajas y DesventajasDocument3 paginiVentajas y DesventajasDiana EcheverríaÎncă nu există evaluări
- Análisis Del Traje Típico de Panamá FinalDocument24 paginiAnálisis Del Traje Típico de Panamá Finaljennyfer100% (1)
- Triptico PowerpointDocument2 paginiTriptico PowerpointCamila AbantoÎncă nu există evaluări
- Grupo7 - Guia#2 Jimmy HigueraDocument28 paginiGrupo7 - Guia#2 Jimmy HigueraJimmy Alexander Higuera Sacristan100% (1)
- Canvas v2Document1 paginăCanvas v2Jhurema Nihua100% (1)
- 1.1.1.libro Completo SpencerDocument313 pagini1.1.1.libro Completo Spencerkhristiano1099Încă nu există evaluări