S-ar putea să vă placă și
- Galletas Con Royal IcingDocument7 paginiGalletas Con Royal IcingatticaÎncă nu există evaluări
- Lpgfpcfgnpiu00007.1 Especificacion de PinturaDocument33 paginiLpgfpcfgnpiu00007.1 Especificacion de PinturawilliamÎncă nu există evaluări
- Proceso Administrativo de McdonaldDocument21 paginiProceso Administrativo de McdonaldBrisly VelasquezÎncă nu există evaluări
- Procedimiento Desmantelamiento de Tuberia y AccesoriosDocument9 paginiProcedimiento Desmantelamiento de Tuberia y AccesoriosAngel Mauricio Garcia Castaneda100% (1)
- 0186-Pro-Do1-075-061-0045 Rev00 Montaje Mecánico de Equipos AprDocument38 pagini0186-Pro-Do1-075-061-0045 Rev00 Montaje Mecánico de Equipos AprsergioÎncă nu există evaluări
- Copia de Ejercicio 3. Orden de Carga y CRMDocument7 paginiCopia de Ejercicio 3. Orden de Carga y CRMpatrisayonaÎncă nu există evaluări
- Tendido de Tuberia de LineaDocument9 paginiTendido de Tuberia de LineaNurUbSalÎncă nu există evaluări
- L-217 Revest. para La Protecc. Ext. de TuberiasDocument8 paginiL-217 Revest. para La Protecc. Ext. de TuberiasRomner Cordova100% (1)
- Manual CerámicaDocument86 paginiManual Cerámicasebe16100% (6)
- PPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01Document5 paginiPPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01jimper26100% (1)
- Welding Map P-2039Document2 paginiWelding Map P-2039Anthony Ventura Reyes100% (2)
- Procedimiento para Pruebas HidrostaticasDocument8 paginiProcedimiento para Pruebas HidrostaticasRuben Dario Posada B100% (1)
- Soportes Estardars Ica 2Document144 paginiSoportes Estardars Ica 2Jamv Jamv100% (1)
- Especificaciones para Tuberias en Sitio Trazabilidad Del MaterialDocument13 paginiEspecificaciones para Tuberias en Sitio Trazabilidad Del MaterialMartin Morales RodriguezÎncă nu există evaluări
- PRO-PRE-001 Uso y Operacion de Cortadora de Asfalto Rev.04Document9 paginiPRO-PRE-001 Uso y Operacion de Cortadora de Asfalto Rev.04Gonzalo YañezÎncă nu există evaluări
- LT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Document46 paginiLT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Maria100% (1)
- Procedimiento Prueba HidrostaticaDocument21 paginiProcedimiento Prueba HidrostaticaWilson A S AÎncă nu există evaluări
- COM-HT-002 B Kit Aislamiento PDFDocument6 paginiCOM-HT-002 B Kit Aislamiento PDFNilton Santillan OrtegaÎncă nu există evaluări
- Memoria de Cálculo Refuerzo Hot TapDocument3 paginiMemoria de Cálculo Refuerzo Hot TapSebastian100% (1)
- P ProcedimientoDocument9 paginiP ProcedimientoreneluisperezÎncă nu există evaluări
- Protocolo Pruebas HidrostaticasDocument11 paginiProtocolo Pruebas Hidrostaticasdacumay_27Încă nu există evaluări
- Procedimiento Corte y BiseladoDocument6 paginiProcedimiento Corte y BiseladoJavier Lozano Abril100% (3)
- Control y Calidad de AlimentosDocument39 paginiControl y Calidad de AlimentosDiego ChaparroÎncă nu există evaluări
- MC K POL A 003 - Rev.0Document9 paginiMC K POL A 003 - Rev.0Raymundo Maldonado AlvarezÎncă nu există evaluări
- Procedimiento de Prueba NeumaticaDocument6 paginiProcedimiento de Prueba Neumaticajimper26Încă nu există evaluări
- ETP-127 Agua CIDocument89 paginiETP-127 Agua CIFrancisco Santiago Santillan100% (1)
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 paginiProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroÎncă nu există evaluări
- 2018 MC RAMFILL Op Ficha Técnica A y BDocument2 pagini2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- Prueba HidrostaticaDocument10 paginiPrueba HidrostaticaRichitzoÎncă nu există evaluări
- Procedimiento Pernos de Anclaje e InsertosDocument20 paginiProcedimiento Pernos de Anclaje e InsertosdiegoÎncă nu există evaluări
- Procedimiento de Montaje de Tanques Por AnillosDocument9 paginiProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Document7 pagini04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- EM-OT-9081-P.31 Proced Izaje y Montaje de M+ Dulo (Modificado)Document12 paginiEM-OT-9081-P.31 Proced Izaje y Montaje de M+ Dulo (Modificado)RubenÎncă nu există evaluări
- Prueba HidrostaticaDocument9 paginiPrueba HidrostaticaVictor Rojas100% (1)
- Procedimiento WPD Hot TapDocument86 paginiProcedimiento WPD Hot TapSERGIO CELIS ARIZA100% (1)
- Proyecto Final Gestión de La Calidad IiDocument41 paginiProyecto Final Gestión de La Calidad IiBurnst Zwitch75% (4)
- Documentos Normativos GPEIDocument3 paginiDocumentos Normativos GPEIIldefonso FloresÎncă nu există evaluări
- Ensayo de Impurezas Orgánicas en El AgregadoDocument6 paginiEnsayo de Impurezas Orgánicas en El AgregadoRafael Chora Laura100% (1)
- Procedimiento Hot Tap PS MDocument11 paginiProcedimiento Hot Tap PS MNestor Perez100% (1)
- Placa OrificioDocument1 paginăPlaca OrificioAna Lorenzo GordilloÎncă nu există evaluări
- Registro Prueba Hidrostaticas TKDocument8 paginiRegistro Prueba Hidrostaticas TKDAVEÎncă nu există evaluări
- Legalizacion IndustrialDocument68 paginiLegalizacion IndustrialMaite Fedz VarelaÎncă nu există evaluări
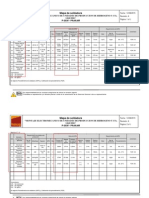
- 15GIST004-RETSA14-A Registro de Prueba Neumática Resistencia y de Hermeticidad Tanque de GLPDocument3 pagini15GIST004-RETSA14-A Registro de Prueba Neumática Resistencia y de Hermeticidad Tanque de GLPRichitzoÎncă nu există evaluări
- PR-03-002-OC Alineacion Y Soldadura de Tuberia de LineaDocument22 paginiPR-03-002-OC Alineacion Y Soldadura de Tuberia de Lineacalidad Taller100% (1)
- Hot Tap ProcedimientoDocument20 paginiHot Tap ProcedimientoRoberto Aldayuz HerediaÎncă nu există evaluări
- 01.3 Memoria Descriptiva.Document15 pagini01.3 Memoria Descriptiva.ED SA CAÎncă nu există evaluări
- Ejer 1Document25 paginiEjer 1Lenin Torres50% (2)
- Canal de Distribucion - BackusDocument11 paginiCanal de Distribucion - Backusjhoanatan50% (2)
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaDocument8 paginiProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzÎncă nu există evaluări
- Split TeeDocument4 paginiSplit TeeVictor Hugo FloresÎncă nu există evaluări
- C D02T1Document6 paginiC D02T1Efrain PonseÎncă nu există evaluări
- Procedimiento Celaje - TerrestreDocument7 paginiProcedimiento Celaje - TerrestreLeonardo Mendez GarciaÎncă nu există evaluări
- CABEZAL DE PRUEBA Primario 2ADocument14 paginiCABEZAL DE PRUEBA Primario 2APedro FrancoÎncă nu există evaluări
- Guia Datos Tecnicos OPASA 08nov10Document36 paginiGuia Datos Tecnicos OPASA 08nov10GERMAN1979100% (2)
- Memoria de Calculo Punto de AnclajeDocument2 paginiMemoria de Calculo Punto de AnclajeCesar CarrilloÎncă nu există evaluări
- Procedimiento Corrida de Polypig en Línea de 12 TERPEL JMCDocument6 paginiProcedimiento Corrida de Polypig en Línea de 12 TERPEL JMCangelmao8090100% (2)
- Anexo B-1Document577 paginiAnexo B-1Frank MartinÎncă nu există evaluări
- MO-PT-022. Procedimiento para Desmantelamiento de TuberiaDocument4 paginiMO-PT-022. Procedimiento para Desmantelamiento de TuberiaPATRICIA ORDUZ100% (2)
- ITC-M16 (Pearson Test) Rev1Document4 paginiITC-M16 (Pearson Test) Rev1Kendy YaltaÎncă nu există evaluări
- Procedimiento Prueba HidrostáticaDocument12 paginiProcedimiento Prueba HidrostáticaRobert R. RockdriguezÎncă nu există evaluări
- Plantilla para Prueba VacíoDocument2 paginiPlantilla para Prueba VacíoJaime Vera100% (2)
- Trabajo Fabricacion de Recipientes de PresionDocument30 paginiTrabajo Fabricacion de Recipientes de Presionarley blancoÎncă nu există evaluări
- PcwiDocument4 paginiPcwidianiig22Încă nu există evaluări
- Propuesta Tuberia Enterrada - PDVSA SANTOMEDocument3 paginiPropuesta Tuberia Enterrada - PDVSA SANTOMEENNYMRÎncă nu există evaluări
- Especificaciones Técnicas (Flare)Document10 paginiEspecificaciones Técnicas (Flare)Pilar Jessenia PelaezÎncă nu există evaluări
- Tanque de Almacenamiento PDFDocument279 paginiTanque de Almacenamiento PDFLuis Blas AlvaÎncă nu există evaluări
- P.or-Pa-N-007 Norma de Seg. Pruebas HidrostaticasDocument42 paginiP.or-Pa-N-007 Norma de Seg. Pruebas Hidrostaticasjorge romero100% (1)
- Pro. Ope. Mntto Del Transportador de Cilindros - Planta JuliacaDocument7 paginiPro. Ope. Mntto Del Transportador de Cilindros - Planta Juliacaarturo luqueÎncă nu există evaluări
- IO1282Document17 paginiIO1282Nestor Armando Suarez CetinaÎncă nu există evaluări
- Procedimiento de Permisos de TrabajoDocument19 paginiProcedimiento de Permisos de TrabajoPatricio NeiraÎncă nu există evaluări
- Ultra SoloDocument8 paginiUltra SoloED SA CAÎncă nu există evaluări
- Soy El RatonDocument2 paginiSoy El RatonED SA CAÎncă nu există evaluări
- Detalle Apoyo MovilDocument1 paginăDetalle Apoyo MovilED SA CAÎncă nu există evaluări
- 06.2 Acu ParaderosDocument6 pagini06.2 Acu ParaderosED SA CAÎncă nu există evaluări
- Memoria Descriptiva SedaparDocument5 paginiMemoria Descriptiva SedaparED SA CAÎncă nu există evaluări
- Ins Edi-D01 PDFDocument5 paginiIns Edi-D01 PDFDanilo HernandezÎncă nu există evaluări
- 01 Hoja Resumen de PresupuestoDocument2 pagini01 Hoja Resumen de PresupuestoED SA CAÎncă nu există evaluări
- UNICON - Cotizacion Concreto Pre Mezclado DIC15Document3 paginiUNICON - Cotizacion Concreto Pre Mezclado DIC15ED SA CAÎncă nu există evaluări
- ACTIVIDAD SEMANA 2 PasteleriaDocument6 paginiACTIVIDAD SEMANA 2 PasteleriaJose Leonardo Romero Mugno75% (4)
- La BiogénesisDocument3 paginiLa BiogénesisMarisela CortezÎncă nu există evaluări
- Taller Alquenos y Alquinos Once Iete 2017Document2 paginiTaller Alquenos y Alquinos Once Iete 2017Diana Carolina Burbano RuanoÎncă nu există evaluări
- Actividad 3 de Procesos de ManufacturaDocument3 paginiActividad 3 de Procesos de Manufacturajonatan100% (2)
- TratadosDocument9 paginiTratadosIsaacRodríguezÎncă nu există evaluări
- Qué Es Una FritaDocument4 paginiQué Es Una FritaCesar Velasquez Rivera100% (1)
- Chorizo Parrillero CaseroDocument3 paginiChorizo Parrillero Caserojuanjo47Încă nu există evaluări
- Resolucion 3929 de 2013Document22 paginiResolucion 3929 de 2013clarivel ruiz clarosÎncă nu există evaluări
- Materiales en Contacto Con AlimentosDocument36 paginiMateriales en Contacto Con AlimentosDIANA CATALINA BARRERA CARDENAS50% (2)
- La TruchaDocument8 paginiLa TruchaBreitner CJ0% (2)
- Mousse de QuinuaDocument5 paginiMousse de QuinuaJose MonicoÎncă nu există evaluări
- Lista de Chequeo FinalDocument25 paginiLista de Chequeo FinalJuan Pablo MesaÎncă nu există evaluări
- Harina de PapaDocument11 paginiHarina de PapaLisbeth santallaÎncă nu există evaluări
- Fundamentos de Ingenieria TextilDocument4 paginiFundamentos de Ingenieria TextilIvan ApazaÎncă nu există evaluări
- 1 Ameropa Presentation Foro Jovenes Universitarios BolivianosDocument11 pagini1 Ameropa Presentation Foro Jovenes Universitarios BolivianosFranz Gutierrez VegaÎncă nu există evaluări
- MUSHNADocument7 paginiMUSHNABrian Fernando PaucarÎncă nu există evaluări
- Tipos de Superficies y Suelos.Document4 paginiTipos de Superficies y Suelos.MiguelGutiérrezJiménez50% (2)
- NTC 1272 ToronjaDocument11 paginiNTC 1272 Toronjamarvel_11068760Încă nu există evaluări
- CacaoDocument13 paginiCacaolucero100% (1)
- AhumadoDocument20 paginiAhumadoDanni Mayorga MoralesÎncă nu există evaluări
- Gadp U1 Ea ArcmDocument10 paginiGadp U1 Ea ArcmArmandoCalixtroMartinez100% (2)