S-ar putea să vă placă și
- Embutido y CaldereriaDocument10 paginiEmbutido y CaldereriaJunior QuispeÎncă nu există evaluări
- ML202 Informe 4Document20 paginiML202 Informe 4Jahir Obregon AguilarÎncă nu există evaluări
- Informe 1 MN465-CDocument27 paginiInforme 1 MN465-CPaul VegaÎncă nu există evaluări
- Examen ParcialDocument3 paginiExamen ParcialGonzalo LÎncă nu există evaluări
- ml121 Informe 1Document20 paginiml121 Informe 1Christian Fonseca Rodriguez100% (1)
- Flujo Interno Laboratorio de Ingenieria Mecanica Ii PDFDocument43 paginiFlujo Interno Laboratorio de Ingenieria Mecanica Ii PDFEd SilveraÎncă nu există evaluări
- Uso Del OsciloscopioDocument18 paginiUso Del OsciloscopioCarlosDeLaMataÎncă nu există evaluări
- Informe 2 LaboDocument23 paginiInforme 2 LaboYadhi Uriarte DelgadoÎncă nu există evaluări
- Informe-1-De-Ml839 (Electronica de Potencia)Document14 paginiInforme-1-De-Ml839 (Electronica de Potencia)cristobaya100% (1)
- ML 830 - 2021-1 Calificada 3Document3 paginiML 830 - 2021-1 Calificada 3Elian Esteban Chuquillanqui HuamanÎncă nu există evaluări
- Informe5 MC516 PumarrumiDocument11 paginiInforme5 MC516 PumarrumijorgeÎncă nu există evaluări
- Monografia de Turbomaquinas I - FINALDocument21 paginiMonografia de Turbomaquinas I - FINALJulio César Canahuire VilcaÎncă nu există evaluări
- Informe Previo de Medida de FrecuenciasDocument10 paginiInforme Previo de Medida de FrecuenciasPedro AiquipaÎncă nu există evaluări
- Informe 1 Ml121-bDocument25 paginiInforme 1 Ml121-bliflofyliÎncă nu există evaluări
- Informe 3-UNI-FIMDocument9 paginiInforme 3-UNI-FIMEmanuel LuzaÎncă nu există evaluări
- Lab Mn463 Turbina PeltonDocument14 paginiLab Mn463 Turbina PeltonEduardo Velásquez PortugalÎncă nu există evaluări
- 3°pc MC417Document16 pagini3°pc MC417Karlos QuiquiaÎncă nu există evaluări
- Embutido 11-2Document13 paginiEmbutido 11-2dyve_3Încă nu există evaluări
- Protección DiferencialDocument15 paginiProtección Diferencialricardo vivasÎncă nu există evaluări
- Solucionario 1era PC MN204B FluidosDocument8 paginiSolucionario 1era PC MN204B FluidosNicolas RodriguezÎncă nu există evaluări
- Grupo-03 - INFORME N°4 - Medición de PotenciaDocument25 paginiGrupo-03 - INFORME N°4 - Medición de PotenciaElian Esteban Chuquillanqui HuamanÎncă nu există evaluări
- Informe de Lab Circuito 7Document29 paginiInforme de Lab Circuito 7Ronny Leon NuñezÎncă nu există evaluări
- Resistencia de AislamientoDocument5 paginiResistencia de AislamientoMarcOhÎncă nu există evaluări
- Relaciones Escalares y Complejas en Circuitos Electricos LinealesDocument10 paginiRelaciones Escalares y Complejas en Circuitos Electricos LinealesCa As0% (2)
- Monografía MN310Document8 paginiMonografía MN310Julio ChavarriÎncă nu există evaluări
- Monografia - Precalentador de AireDocument15 paginiMonografia - Precalentador de AireJhordi NuñezÎncă nu există evaluări
- Informe Generador de Vapor MN 463Document30 paginiInforme Generador de Vapor MN 463Julio César Canahuire VilcaÎncă nu există evaluări
- Inform 3 - ML-202Document23 paginiInform 3 - ML-202fernandoÎncă nu există evaluări
- PC3 Obregon Programacion-2021Document7 paginiPC3 Obregon Programacion-2021Jahir Obregon AguilarÎncă nu există evaluări
- Guía Actualizada Lab Maquinas Electricas ML 202Document48 paginiGuía Actualizada Lab Maquinas Electricas ML 202Jesus-santamaria-llontopÎncă nu există evaluări
- Inf Soldadura FinalDocument17 paginiInf Soldadura Finaljheysson alexanderÎncă nu există evaluări
- Informe 1 de ML839 Electronica de PotenciaDocument13 paginiInforme 1 de ML839 Electronica de PotenciaJean Pierre Sulluchuco ValentinÎncă nu există evaluări
- ML121 - Informe Final N°4Document18 paginiML121 - Informe Final N°4franckÎncă nu există evaluări
- Informe 4 - Flujo Interno MN463 CDocument26 paginiInforme 4 - Flujo Interno MN463 CDiego CastroÎncă nu există evaluări
- Monografia de Turbomaquinas I - EjemploDocument33 paginiMonografia de Turbomaquinas I - Ejemplolides fernandez saldivarÎncă nu există evaluări
- PC2 Medidas Electricas 20191Document1 paginăPC2 Medidas Electricas 20191Giovanni Tello CorbachoÎncă nu există evaluări
- Analisis de Agua y GasesDocument22 paginiAnalisis de Agua y GasesLiseth Ramos HuallpaÎncă nu există evaluări
- Problemas Ml202 2017 I EmilioDocument2 paginiProblemas Ml202 2017 I EmilioericsonÎncă nu există evaluări
- Informe Camara HiltonDocument16 paginiInforme Camara Hiltonbrian ramos huallpaÎncă nu există evaluări
- Resistividad Del TerrenoDocument14 paginiResistividad Del TerrenoJavier Macedo RamosÎncă nu există evaluări
- Examen Final Turbomaquinas I-Mn232 A, B, C, DDocument2 paginiExamen Final Turbomaquinas I-Mn232 A, B, C, DKEVIN JOE PEREZ ASENCIOSÎncă nu există evaluări
- Informe Final de Laboratorio N - 5 Relaciones Escalares y Complejas en CircuitoDocument24 paginiInforme Final de Laboratorio N - 5 Relaciones Escalares y Complejas en Circuitoliam098Încă nu există evaluări
- HDocument2 paginiHJhonatan Flores JoaquinÎncă nu există evaluări
- Sílabos de MC 585Document7 paginiSílabos de MC 585joselfghgfÎncă nu există evaluări
- Mono Transfer FinalDocument12 paginiMono Transfer FinalJosseph Michaell Irigoin CorraÎncă nu există evaluări
- Informe Final 1 - Leyes de Kirchoff, Reconocimiento de EquiposDocument20 paginiInforme Final 1 - Leyes de Kirchoff, Reconocimiento de EquiposAdrian Arauco CarhuasÎncă nu există evaluări
- COSTOS PlanchaDocument54 paginiCOSTOS PlanchaEduardo Velásquez PortugalÎncă nu există evaluări
- Informe Nº4 ML121EDocument17 paginiInforme Nº4 ML121Esayuri0410Încă nu există evaluări
- Labo 4 Circuitos 2 DESFASAMIENTO DE ONDAS SINUSOIDALES EN CIRCUITOS R-C y R-LDocument24 paginiLabo 4 Circuitos 2 DESFASAMIENTO DE ONDAS SINUSOIDALES EN CIRCUITOS R-C y R-LFrancisco MartinezÎncă nu există evaluări
- Informe Previo N°2 ML 202Document5 paginiInforme Previo N°2 ML 202Angel AlvaradoÎncă nu există evaluări
- Examen Final: Universidad Nacional de IngenieríaDocument1 paginăExamen Final: Universidad Nacional de IngenieríaSmith Salazar AscueÎncă nu există evaluări
- Informe 6 Casi CompletoDocument26 paginiInforme 6 Casi CompletoAlvaro Chavez CastilloÎncă nu există evaluări
- Informe Previo 3Document7 paginiInforme Previo 3Ronal Berto PantojaÎncă nu există evaluări
- Silabo de ML 202Document2 paginiSilabo de ML 202Renzo Sebastián Salazar ArévaloÎncă nu există evaluări
- 1PC FinitosDocument15 pagini1PC FinitosFrancisco MatosÎncă nu există evaluări
- Estudio Experimental y Asociación de CuadripolosDocument16 paginiEstudio Experimental y Asociación de CuadripolosGerson cuya100% (1)
- MN463-D. Primera Sustentación Escrita. Grupo-I.Document32 paginiMN463-D. Primera Sustentación Escrita. Grupo-I.JuliusÎncă nu există evaluări
- Informe de ConosDocument28 paginiInforme de Conoskeyverr jimenezÎncă nu există evaluări
- Informe 3 Trefilado Laminado Embutido Calderería y RepulsadoDocument27 paginiInforme 3 Trefilado Laminado Embutido Calderería y RepulsadoAntony FloresÎncă nu există evaluări
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- 02 Unidad-2-Excitacion ACDocument20 pagini02 Unidad-2-Excitacion ACJos AngeloÎncă nu există evaluări
- Informe Final Transformadores Monofasicos en ParaleloDocument24 paginiInforme Final Transformadores Monofasicos en ParaleloJos Angelo100% (1)
- Trafos ParaleloDocument11 paginiTrafos Paralelovrallam padiyaÎncă nu există evaluări
- Practica 2Document15 paginiPractica 2Jos AngeloÎncă nu există evaluări
- 1ra Práctica MEDIDAS ELECTRICASDocument6 pagini1ra Práctica MEDIDAS ELECTRICASJos AngeloÎncă nu există evaluări
- Guía Tusukuy 18-1Document4 paginiGuía Tusukuy 18-1Jos AngeloÎncă nu există evaluări
- Lab 2 Turbina PeltonDocument23 paginiLab 2 Turbina PeltonJos AngeloÎncă nu există evaluări
- Para Que Es Realmente La EticaDocument13 paginiPara Que Es Realmente La EticaJos AngeloÎncă nu există evaluări
- Exposicion N°5Document26 paginiExposicion N°5Jos AngeloÎncă nu există evaluări
- Sistema Pat Fim UniDocument39 paginiSistema Pat Fim UniJos AngeloÎncă nu există evaluări
- Inf. 9 Analizador de CalidadDocument19 paginiInf. 9 Analizador de CalidadJos AngeloÎncă nu există evaluări
- Informe 1 Potencia y VelocidadDocument13 paginiInforme 1 Potencia y VelocidadJos AngeloÎncă nu există evaluări
- Labo 4 Ayuda PrevioDocument5 paginiLabo 4 Ayuda PrevioJos AngeloÎncă nu există evaluări
- Solución PD1 PD2 2018 - 2Document10 paginiSolución PD1 PD2 2018 - 2Jos AngeloÎncă nu există evaluări
- Solución PD1 PD2 2018 - 2Document10 paginiSolución PD1 PD2 2018 - 2Jos AngeloÎncă nu există evaluări
- Previo8 PDFDocument9 paginiPrevio8 PDFJos AngeloÎncă nu există evaluări
- PRACTICA 1 Mecanica de FluidosDocument7 paginiPRACTICA 1 Mecanica de FluidosJos AngeloÎncă nu există evaluări
- Tema LecDocument15 paginiTema LecSebastian VergaraÎncă nu există evaluări
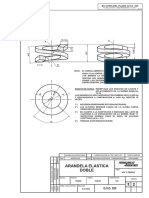
- GVO - 525 Arandela Doble ElasticaDocument1 paginăGVO - 525 Arandela Doble ElasticaLeonel BerlinÎncă nu există evaluări
- Qué Es Un Interruptor de PotenciaDocument5 paginiQué Es Un Interruptor de PotenciajosejmbnjmbnÎncă nu există evaluări
- Taller Semejanza de TriángulosDocument2 paginiTaller Semejanza de TriángulosClaudia Patricia Perez CondeÎncă nu există evaluări
- Conocimiento FilosóficoDocument2 paginiConocimiento FilosóficoPame Padilla100% (1)
- Actividad de GeometriaDocument10 paginiActividad de GeometriaDeisy NayiveÎncă nu există evaluări
- Grupo 2 Equipo 5 Entrega 2 - Acetato de IsobutiloDocument25 paginiGrupo 2 Equipo 5 Entrega 2 - Acetato de IsobutiloSantiago MartinezÎncă nu există evaluări
- Analisis de Capitulos Del Libro de RigauDocument6 paginiAnalisis de Capitulos Del Libro de RigauShandé YetzelÎncă nu există evaluări
- SOLUCION CASO TI040-CP-CO-Esp - v0 José Daniel Avendaño Morales - 2021Document5 paginiSOLUCION CASO TI040-CP-CO-Esp - v0 José Daniel Avendaño Morales - 2021Daniel MoralesÎncă nu există evaluări
- Actividad6 Tecnologia de Materiales1Document5 paginiActividad6 Tecnologia de Materiales1Franklyn SierraÎncă nu există evaluări
- Exposición UNAC Ciclo Termodinámico de Turbinas A GASDocument51 paginiExposición UNAC Ciclo Termodinámico de Turbinas A GASesanes439Încă nu există evaluări
- Problemas ResueltosDocument15 paginiProblemas ResueltosYordan ChavezÎncă nu există evaluări
- Municipalidad Distrital de San Martin de PangoaDocument2 paginiMunicipalidad Distrital de San Martin de PangoaGuillermo SandovalÎncă nu există evaluări
- QB06 Taller IIDocument10 paginiQB06 Taller IICarolina Carvajal0% (3)
- Guia de Nivelacion Matematicas 101 JTDocument16 paginiGuia de Nivelacion Matematicas 101 JTBRIYIDT VANESSA CARDENAS MUÑOZÎncă nu există evaluări
- Movimiento Uniformemente AceleradoDocument4 paginiMovimiento Uniformemente AceleradoHarrinson Gutierrez CoronadoÎncă nu există evaluări
- Parte 1a Parte 2a MergedDocument8 paginiParte 1a Parte 2a MergedFernando Rebaza VegaÎncă nu există evaluări
- VectoresDocument41 paginiVectoresedu camposÎncă nu există evaluări
- Trabajo Final Canonicidad e Inspiración BíblicaDocument2 paginiTrabajo Final Canonicidad e Inspiración BíblicaJennyÎncă nu există evaluări
- Cobertura de Superficies Con Imágenes en AutoCAD Civil 3DDocument2 paginiCobertura de Superficies Con Imágenes en AutoCAD Civil 3DlmgeomensorÎncă nu există evaluări
- Excel Avanzado NuevoDocument465 paginiExcel Avanzado NuevojuanÎncă nu există evaluări
- Ejercicio de Aplicación ElastomeroDocument8 paginiEjercicio de Aplicación ElastomeroVillafuerte Martinez Kevin JoelÎncă nu există evaluări
- Ciencia y Pseudociencia Ensayo EnviarDocument6 paginiCiencia y Pseudociencia Ensayo EnviarEvelin TorresÎncă nu există evaluări
- Texto 10°matem - Curriculo PriorizadoDocument276 paginiTexto 10°matem - Curriculo PriorizadoJairo Andrade X100% (1)
- LibrosLibres Potencia Tu MenteDocument10 paginiLibrosLibres Potencia Tu Mentebolarque28100% (1)
- So2 CaDocument10 paginiSo2 Casupervisorlab ihaÎncă nu există evaluări
- Guia Potenciación RadicaciónDocument8 paginiGuia Potenciación Radicaciónrarh79100% (1)
- Actividad 2 MCDocument17 paginiActividad 2 MCMiquelina IzarraÎncă nu există evaluări
- Informe Brujula Brunton GeologiaDocument12 paginiInforme Brujula Brunton GeologiaGiancarlo Garcia DurandÎncă nu există evaluări
- Reveladora AutomáticaDocument9 paginiReveladora AutomáticaALE X RAY20% (5)