S-ar putea să vă placă și
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Document92 paginiCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Tombong100% (1)
- FanucManuals1793 PDFDocument93 paginiFanucManuals1793 PDFkkcm100% (1)
- Generic TWS600S Service ManualDocument113 paginiGeneric TWS600S Service ManualWise So100% (2)
- TNC430 Technical Manual PDFDocument1.108 paginiTNC430 Technical Manual PDFNenad Jarakovic100% (1)
- Yasnac MX 3 Fault Finding GuideDocument70 paginiYasnac MX 3 Fault Finding GuideBaldev SinghÎncă nu există evaluări
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDocument15 paginiCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondÎncă nu există evaluări
- M100741H MAI Memex Memory Upgrade For Fanuc 16 182Document32 paginiM100741H MAI Memex Memory Upgrade For Fanuc 16 182Nica BogdanÎncă nu există evaluări
- Kent USA KGS818 1020AH AHD Operation ManualDocument75 paginiKent USA KGS818 1020AH AHD Operation ManualMohamed Shaban100% (1)
- Gfke 0218a en - 050120Document229 paginiGfke 0218a en - 050120giuseppe abatiÎncă nu există evaluări
- Fanuc-Page-7 (Pluse @i64)Document13 paginiFanuc-Page-7 (Pluse @i64)Hoangvinh DuongÎncă nu există evaluări
- M100780A MX1 LX1 For Yasnac ManualDocument8 paginiM100780A MX1 LX1 For Yasnac ManualChu Leo100% (1)
- How To Disassemble The Turret Clamp UnclampDocument13 paginiHow To Disassemble The Turret Clamp Unclampangeldorta2002Încă nu există evaluări
- Diagnostic r0111-401Document23 paginiDiagnostic r0111-401M Farhan100% (2)
- BNP b2189 (Eng) B PDFDocument61 paginiBNP b2189 (Eng) B PDFPearl JamÎncă nu există evaluări
- WWW - Repair Fanuc - Com 10alarmsDocument2 paginiWWW - Repair Fanuc - Com 10alarmsHa Le MinhÎncă nu există evaluări
- BNP B 299139Document41 paginiBNP B 299139camb2270Încă nu există evaluări
- Koel Engine, Ha Operation and Maintenance Manual (Ha - SR)Document89 paginiKoel Engine, Ha Operation and Maintenance Manual (Ha - SR)Karthik K Raja75% (12)
- BNP b2267 (Eng) CDocument317 paginiBNP b2267 (Eng) CibraheemÎncă nu există evaluări
- Design and Analysis of Different Orders of Active-Rc Butterworth FilterDocument124 paginiDesign and Analysis of Different Orders of Active-Rc Butterworth FilterPradeep Kumar Goud NadikudaÎncă nu există evaluări
- GSK980TDc User Manual 120924v1 PDFDocument496 paginiGSK980TDc User Manual 120924v1 PDFfaindiseño fain diseñoÎncă nu există evaluări
- Mazak MR-J2-CT How To Replace Drive Unit and Restore Parameters and Absolute Home PositiDocument8 paginiMazak MR-J2-CT How To Replace Drive Unit and Restore Parameters and Absolute Home Positieduardo.sbÎncă nu există evaluări
- CNC PDFDocument876 paginiCNC PDFdinhdtdÎncă nu există evaluări
- Km-Nlx-A0en 1 L42165a01Document420 paginiKm-Nlx-A0en 1 L42165a01JoeÎncă nu există evaluări
- Frequency Analysis Vibration Spectrum Analysis Steve GoldmanDocument9 paginiFrequency Analysis Vibration Spectrum Analysis Steve GoldmantylerdurdaneÎncă nu există evaluări
- GE Fanuc Automation: Series 0i-Model C Series 0i Mate-Model CDocument366 paginiGE Fanuc Automation: Series 0i-Model C Series 0i Mate-Model CkiemkhachvotinhÎncă nu există evaluări
- MDS DM Series Specifications Manual IB 1500891 ENG EDocument242 paginiMDS DM Series Specifications Manual IB 1500891 ENG Esunhuynh100% (1)
- Fan Uc Manuals 1787Document194 paginiFan Uc Manuals 1787Erik Hernandez100% (2)
- Ricardo R4105ZD-61kW Genset Spec SheetDocument2 paginiRicardo R4105ZD-61kW Genset Spec SheetRonald Booc100% (3)
- Fanuc Alpha-I Series Spindle Amplifier Module Troubleshooting and ActionDocument24 paginiFanuc Alpha-I Series Spindle Amplifier Module Troubleshooting and ActionMD WAQAR KHANÎncă nu există evaluări
- Trouble Alarm 900 Rom Parity: Move M/C Jog M/C Macro ROM Module No Software M/C Can Move and Jog Macro ROM ModuleDocument2 paginiTrouble Alarm 900 Rom Parity: Move M/C Jog M/C Macro ROM Module No Software M/C Can Move and Jog Macro ROM ModuleWazabi MooÎncă nu există evaluări
- 63505en PDFDocument397 pagini63505en PDFSang Nguyễn BáÎncă nu există evaluări
- F400 Instruction Manual PDFDocument414 paginiF400 Instruction Manual PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна КореяÎncă nu există evaluări
- File - 20210920 - 111340 - G7 YasnacDocument1 paginăFile - 20210920 - 111340 - G7 YasnacPhong HuynhÎncă nu există evaluări
- 54765e PDFDocument152 pagini54765e PDFCristobal PerezÎncă nu există evaluări
- Fanuc 10M Resetting Memory For Kiwa MachinesDocument2 paginiFanuc 10M Resetting Memory For Kiwa MachinesGuillermo Ramirez100% (2)
- VMC 56022Document99 paginiVMC 56022wirot deelamanÎncă nu există evaluări
- CNC MitshibushiDocument394 paginiCNC MitshibushiMathi AlaganÎncă nu există evaluări
- TM 9-792 M21 AMMUNITION TRAILERDocument128 paginiTM 9-792 M21 AMMUNITION TRAILERAdvocate100% (1)
- Mazak Detector Alarm MalfunctionDocument1 paginăMazak Detector Alarm MalfunctionArturo LopezÎncă nu există evaluări
- Doosan BMT65 ToolingDocument28 paginiDoosan BMT65 Toolingmarcos lemosÎncă nu există evaluări
- Operação M64Document347 paginiOperação M64Luciano MalheiroÎncă nu există evaluări
- Fanuc CNC Comparison ChartDocument1 paginăFanuc CNC Comparison Chartrattan singhÎncă nu există evaluări
- m640 ReinicializacionDocument24 paginim640 ReinicializacionRafał BugalskiÎncă nu există evaluări
- C Series Servo Amplifier AlarmsDocument2 paginiC Series Servo Amplifier AlarmsthehanhctmÎncă nu există evaluări
- Power GenerationDocument34 paginiPower GenerationTaufiq AkbarÎncă nu există evaluări
- Doosan Infracore EZ Guide-I Programming For Lathe.Document108 paginiDoosan Infracore EZ Guide-I Programming For Lathe.JohnPaulSmith1100% (1)
- 65264EN Servo Tuning Alfa - FanucDocument58 pagini65264EN Servo Tuning Alfa - FanucpkrkaranÎncă nu există evaluări
- 197389-Daewoo Doosan DX340LCA EPC PDFDocument577 pagini197389-Daewoo Doosan DX340LCA EPC PDFAlbertus Bertie Geldenhuys100% (2)
- YASKAWA CNC Spindle Drive 626 MT 2Document28 paginiYASKAWA CNC Spindle Drive 626 MT 2chidambaram kasi100% (1)
- 20ab - Operation Manual PDFDocument103 pagini20ab - Operation Manual PDFNormaudettegmailcomÎncă nu există evaluări
- Vt-1150 User ManualDocument22 paginiVt-1150 User ManualAnne RodriguesÎncă nu există evaluări
- BNP b2215 (Eng) ZDocument138 paginiBNP b2215 (Eng) ZRuslanÎncă nu există evaluări
- Fanuc 6M Alarm CodesDocument7 paginiFanuc 6M Alarm CodesKrassi GlogovskiÎncă nu există evaluări
- 62543en1 PDFDocument519 pagini62543en1 PDFroshan lal100% (1)
- Mori - ATC38 - 50 Installation - Maintenance Manual PDFDocument54 paginiMori - ATC38 - 50 Installation - Maintenance Manual PDFTheo SouzaÎncă nu există evaluări
- CAM888Document9 paginiCAM888Tony MarascaÎncă nu există evaluări
- Doosan TT Series CNCDocument7 paginiDoosan TT Series CNCRevolusiSoekarnoÎncă nu există evaluări
- M800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFDocument780 paginiM800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFXavier TorrasÎncă nu există evaluări
- 19av550y ManualDocument36 pagini19av550y ManualAre GeeÎncă nu există evaluări
- 1 Program Errors Alarms On Program and OperationDocument78 pagini1 Program Errors Alarms On Program and Operationsssf-doboj100% (2)
- ADI4Document79 paginiADI4Rudi CasmitaÎncă nu există evaluări
- IOLINK2-Connection Manual PDFDocument192 paginiIOLINK2-Connection Manual PDFSebautomatismeÎncă nu există evaluări
- MDS-D Series Specifications)Document292 paginiMDS-D Series Specifications)Ba DuyÎncă nu există evaluări
- LINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANDocument188 paginiLINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANEdimilson RodriguesÎncă nu există evaluări
- Oprawki - Mazak Schite DeseneDocument32 paginiOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- Ib1500034e PDFDocument293 paginiIb1500034e PDFDavid ŘezáčÎncă nu există evaluări
- Fan Uc Manuals 1791Document322 paginiFan Uc Manuals 1791Vlad Leucuta100% (3)
- Flowable-Fill Final 03-2006Document22 paginiFlowable-Fill Final 03-2006Hector Alberto Garcia LopezÎncă nu există evaluări
- BPO Ricario2Document2 paginiBPO Ricario2Jalen RossÎncă nu există evaluări
- S2N Gyro Interface ManualDocument20 paginiS2N Gyro Interface ManualAfrizal Setiawan100% (1)
- Jobs Movie ReviewDocument2 paginiJobs Movie ReviewSaleh RehmanÎncă nu există evaluări
- BTW-ST300MW Pure Sine Wave Inverter ManualDocument15 paginiBTW-ST300MW Pure Sine Wave Inverter ManualCarlos ZubietaÎncă nu există evaluări
- BSBPMG531 - Assessment Task 3 v2Document19 paginiBSBPMG531 - Assessment Task 3 v2Felipe ParadaÎncă nu există evaluări
- A140Document104 paginiA140hungchagia1Încă nu există evaluări
- RX3i Guide PDFDocument53 paginiRX3i Guide PDFRenan LouzadaÎncă nu există evaluări
- Demographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionsDocument3 paginiDemographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionstmangatÎncă nu există evaluări
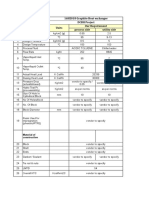
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDocument2 pagini16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaÎncă nu există evaluări
- ABB REL5xx RIOConverterDocument10 paginiABB REL5xx RIOConverterzinab90100% (1)
- Optical Fiber Communication 06EC7 2: Citstudents - inDocument4 paginiOptical Fiber Communication 06EC7 2: Citstudents - inShailaja UdtewarÎncă nu există evaluări
- Truck Parking Areas 2009Document147 paginiTruck Parking Areas 2009IRUÎncă nu există evaluări
- 3G Video Alarm System User Manual - V4.1Document25 pagini3G Video Alarm System User Manual - V4.1Andres VilloutaÎncă nu există evaluări
- Negative Skin Friction Aaron Budge Minnesota State UniversityDocument46 paginiNegative Skin Friction Aaron Budge Minnesota State UniversityNguyễn Thành NhânÎncă nu există evaluări
- Design of Staircase by Limit State Method UNIT-5: C.risers Minus OneDocument5 paginiDesign of Staircase by Limit State Method UNIT-5: C.risers Minus OneVAIJAYANTHI PÎncă nu există evaluări
- Operation Manual: Smart-UPS Uninterruptible Power SupplyDocument18 paginiOperation Manual: Smart-UPS Uninterruptible Power SupplyHafeez AhmadÎncă nu există evaluări
- Novel PWM Inverter Strategy For A Inverter Open End Winding Induction MotorDocument7 paginiNovel PWM Inverter Strategy For A Inverter Open End Winding Induction MotorGanesh ChallaÎncă nu există evaluări
- Aj 245 LTDocument1 paginăAj 245 LTHernan B.Încă nu există evaluări
- Ta Elastomer Cure DatesDocument3 paginiTa Elastomer Cure DatesRay FaiersÎncă nu există evaluări
- Chapter 1: INTRODUCTION: 1.1 BackgroundDocument5 paginiChapter 1: INTRODUCTION: 1.1 BackgroundAhsan azizÎncă nu există evaluări
- SCDL - PGDBA - Finance - Sem 2 - Strategic ManagementDocument20 paginiSCDL - PGDBA - Finance - Sem 2 - Strategic Managementapi-3762419100% (2)