S-ar putea să vă placă și
- 21 Meet Cute PDFDocument120 pagini21 Meet Cute PDFMichel Lichand100% (1)
- Louis Dumont Homo Hierarchicus The Caste System and Its Implications 1988 PDFDocument271 paginiLouis Dumont Homo Hierarchicus The Caste System and Its Implications 1988 PDFJuan Ossio100% (2)
- Exegesis On Matt 7v1-12Document11 paginiExegesis On Matt 7v1-12sadeyedgirl100% (2)
- Atm-1022 Mechanical Workshop Module 2 PDFDocument16 paginiAtm-1022 Mechanical Workshop Module 2 PDFsufisaifÎncă nu există evaluări
- Story of Maria Concepción of LadeiraDocument174 paginiStory of Maria Concepción of LadeiraNurli GirsangÎncă nu există evaluări
- Fitting Shop: 1.2.1 Bench ViceDocument3 paginiFitting Shop: 1.2.1 Bench ViceMRINAL GAUTAM100% (1)
- Bench Working and Fitting Shop: (1) Holding DeviceDocument10 paginiBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaÎncă nu există evaluări
- Workshop ManualDocument96 paginiWorkshop ManualDatta YallapuÎncă nu există evaluări
- Bench WorkingDocument11 paginiBench WorkingMonica MagdyÎncă nu există evaluări
- Workshop - List of Experements and Its Procedure PDFDocument29 paginiWorkshop - List of Experements and Its Procedure PDFAdhi SheshuÎncă nu există evaluări
- Experiment - TIGDocument5 paginiExperiment - TIGAl Anood Al AmeriÎncă nu există evaluări
- Design of Milling Cutters1Document67 paginiDesign of Milling Cutters1Ebrahim Abdullah HanashÎncă nu există evaluări
- Sheet Metal MaterialDocument54 paginiSheet Metal MaterialRoyalmech100% (1)
- Fitting LabDocument8 paginiFitting LabArun kumar rouniyarÎncă nu există evaluări
- Review On Single Point Cutting ToolDocument5 paginiReview On Single Point Cutting ToolHarsh100% (1)
- What Is Cutting Speed, Feed, Depth of Cut in Machine ToolsDocument3 paginiWhat Is Cutting Speed, Feed, Depth of Cut in Machine ToolsrlwersalÎncă nu există evaluări
- Introduction To Fitting Shop.Document11 paginiIntroduction To Fitting Shop.Mahmood AliÎncă nu există evaluări
- Lab Report 4Document5 paginiLab Report 4mamoona noreenÎncă nu există evaluări
- Marking OutDocument2 paginiMarking OutOladimeji TaiwoÎncă nu există evaluări
- Wood Work Pattern Making Basic Workshop PracticeDocument6 paginiWood Work Pattern Making Basic Workshop PracticeAhmed Razi UllahÎncă nu există evaluări
- Module 1.2Document42 paginiModule 1.2jishnushankarÎncă nu există evaluări
- Chapter 1 Hand ToolsDocument22 paginiChapter 1 Hand ToolsMohd HapisÎncă nu există evaluări
- Step and V-FittingDocument11 paginiStep and V-FittingME Rgukt100% (1)
- JJ104 Workshop Technology Chapter4 Twist DrillDocument52 paginiJJ104 Workshop Technology Chapter4 Twist DrillAh TiangÎncă nu există evaluări
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocument16 paginiLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarÎncă nu există evaluări
- FMP 221 Lecture 10 and 11Document44 paginiFMP 221 Lecture 10 and 11SarojKumarSinghÎncă nu există evaluări
- Drill Press Text BookDocument138 paginiDrill Press Text BookKartik Sheth100% (1)
- GE8261-Engineering Practices Lab - CIVILDocument36 paginiGE8261-Engineering Practices Lab - CIVILraghaviÎncă nu există evaluări
- Lecture Slide Metrology and Inspection - PPT PDFDocument30 paginiLecture Slide Metrology and Inspection - PPT PDFEdo EdgarÎncă nu există evaluări
- Methods of Mounting of Jobs and Cutting ToolsDocument19 paginiMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikÎncă nu există evaluări
- Korucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools TraderDocument94 paginiKorucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools Tradernitiin guptaÎncă nu există evaluări
- Broaching BasicsDocument5 paginiBroaching Basicssaritha0003Încă nu există evaluări
- Workshop Manual Demo PurposeDocument36 paginiWorkshop Manual Demo PurposeAnindya Vikram SinghÎncă nu există evaluări
- T Lap JointDocument1 paginăT Lap JointROMEL A. ESPONILLAÎncă nu există evaluări
- Fitting - Tool StudyDocument11 paginiFitting - Tool Studyjames joseph100% (1)
- Tool AnglesDocument13 paginiTool AnglesAkshay KakaniÎncă nu există evaluări
- Name of The Experiment:: Study and Operation Bench Drilling MachineDocument5 paginiName of The Experiment:: Study and Operation Bench Drilling MachinemadÎncă nu există evaluări
- Electrical ToolsDocument6 paginiElectrical ToolsPhilip Cedric LocilloÎncă nu există evaluări
- Machine Tools Hand Tools: Fitting ShopDocument12 paginiMachine Tools Hand Tools: Fitting ShopMadara uchihaÎncă nu există evaluări
- Theory of Metal CuttingDocument24 paginiTheory of Metal CuttingOmkar BedadeÎncă nu există evaluări
- WAEC/SSCE WoodworkDocument13 paginiWAEC/SSCE WoodworkIfiokobong Akpan100% (3)
- Welding Shop AssignmentDocument15 paginiWelding Shop AssignmentArslan100% (1)
- Unit 2 - Drilling 29Document41 paginiUnit 2 - Drilling 29normanjames966Încă nu există evaluări
- Jig-Fixture DesignDocument11 paginiJig-Fixture DesignVikramChauhanÎncă nu există evaluări
- Milling CutterDocument11 paginiMilling CutterRing MasterÎncă nu există evaluări
- 4 - Cutting Tool GeometryDocument21 pagini4 - Cutting Tool GeometryFebry Risky Jr.Încă nu există evaluări
- Tool & Cutter GrinderDocument64 paginiTool & Cutter GrinderAFIFAHZABIDI ZABIDIÎncă nu există evaluări
- Sheet MetalDocument11 paginiSheet Metalshah_faizan123Încă nu există evaluări
- Milling Machine (Group 7)Document52 paginiMilling Machine (Group 7)Faisal Maqsood100% (1)
- Metal Cutting OperationsDocument6 paginiMetal Cutting OperationsNikhil SinghÎncă nu există evaluări
- Welding TechnologyDocument26 paginiWelding TechnologyHiren Kumar100% (1)
- Carpentry Shop FinalDocument36 paginiCarpentry Shop FinalRakesh Kumar Shukla KECÎncă nu există evaluări
- ch21 Fundamentals of MachiningDocument25 paginich21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Complete EDM Handbook - 12Document10 paginiComplete EDM Handbook - 12ks2000n1Încă nu există evaluări
- 2016 Endmills and Drills Metric InchDocument396 pagini2016 Endmills and Drills Metric InchyoungkyÎncă nu există evaluări
- Ex No - 3 SCOOP MAKINGDocument4 paginiEx No - 3 SCOOP MAKINGANISH PATIL (RA2111029010064)Încă nu există evaluări
- Fitting Shop Operations Nazeef'sDocument6 paginiFitting Shop Operations Nazeef'sFaheem Fiaz ChohanÎncă nu există evaluări
- Design of Single Point Cutting ToolDocument11 paginiDesign of Single Point Cutting ToolSiddharth DubeyÎncă nu există evaluări
- 04 Cutting ClearanceDocument4 pagini04 Cutting Clearanceshinoop k100% (1)
- QB - ME5635-Design of Jigs, Fixtures and Press Tools-Jan-May.2014Document27 paginiQB - ME5635-Design of Jigs, Fixtures and Press Tools-Jan-May.2014Carlos WilliamsonÎncă nu există evaluări
- Lecture 5 Heat Generation in Metal Cutting OperationsDocument36 paginiLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Încă nu există evaluări
- Hand Reaming and BroachingDocument25 paginiHand Reaming and Broachingpradeep_i19Încă nu există evaluări
- Fitting Shop Operations:: 1. Measuring OperationDocument7 paginiFitting Shop Operations:: 1. Measuring OperationAliÎncă nu există evaluări
- Drilling & Related OperationsDocument11 paginiDrilling & Related OperationsGonKilÎncă nu există evaluări
- Department of Computer Science: NFC Institute of Engineering & Fertilizer Research, FaisalabadDocument1 paginăDepartment of Computer Science: NFC Institute of Engineering & Fertilizer Research, FaisalabadRandomÎncă nu există evaluări
- CLO-1 Assignment-1Document1 paginăCLO-1 Assignment-1RandomÎncă nu există evaluări
- Feasibility Study TemplateDocument11 paginiFeasibility Study TemplateR -BrotHERsÎncă nu există evaluări
- Doctor Appointment Booking SystemDocument3 paginiDoctor Appointment Booking SystemRandomÎncă nu există evaluări
- Obe Reports Hec - Report Section OutlineDocument1 paginăObe Reports Hec - Report Section OutlineRandomÎncă nu există evaluări
- Citation 312946008Document1 paginăCitation 312946008RandomÎncă nu există evaluări
- Read Me ImportantDocument1 paginăRead Me ImportantRandomÎncă nu există evaluări
- Mr. Doc: A Doctor Appointment Application SystemDocument10 paginiMr. Doc: A Doctor Appointment Application SystemAkansha SinghÎncă nu există evaluări
- Text DocumentDocument1 paginăText DocumentDiwakar KarnaÎncă nu există evaluări
- LtswirelocDocument16 paginiLtswirelocsrikarmallampatiÎncă nu există evaluări
- BBC Learning English - Course - Intermediate - Unit 11 - Grammar ReferenceDocument4 paginiBBC Learning English - Course - Intermediate - Unit 11 - Grammar ReferenceElaine Luu100% (1)
- Segal - Educational CVDocument4 paginiSegal - Educational CVapi-247222740Încă nu există evaluări
- HW Students Join Over 21,000 DECA Members To Close The Nation's "Skills Gap" at Annual #DECAICDCDocument8 paginiHW Students Join Over 21,000 DECA Members To Close The Nation's "Skills Gap" at Annual #DECAICDCetracyhwhsÎncă nu există evaluări
- Saxophones: Sopranos / Altos / Tenors / BaritonesDocument16 paginiSaxophones: Sopranos / Altos / Tenors / BaritonesHector JavierÎncă nu există evaluări
- Causeway FactsheetDocument2 paginiCauseway FactsheetThames Discovery Programme100% (2)
- Childrens Literature VSI Reading GuideDocument2 paginiChildrens Literature VSI Reading GuideEvelina CasielloÎncă nu există evaluări
- Loppet Book 1Document46 paginiLoppet Book 1CharlesHodgsonÎncă nu există evaluări
- Yellow Lane ProfileDocument6 paginiYellow Lane ProfileBuenaventura RiveraÎncă nu există evaluări
- Camden Town Night Buses MapDocument1 paginăCamden Town Night Buses MaptoobaziÎncă nu există evaluări
- Garment CheckerDocument29 paginiGarment Checkerzeeshan_220Încă nu există evaluări
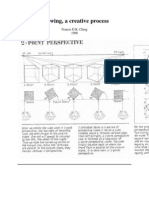
- Drawing, A Creative Process: Francis D.K. Ching 1990Document15 paginiDrawing, A Creative Process: Francis D.K. Ching 1990Nerinel CoronadoÎncă nu există evaluări
- The History of Subli Dance FinalDocument3 paginiThe History of Subli Dance Finallester luza0% (1)
- Set 1 Jingle Bell Set 2 Hark The Herald Ang Pasko Ay SumapitDocument1 paginăSet 1 Jingle Bell Set 2 Hark The Herald Ang Pasko Ay Sumapitbelinda dagohoyÎncă nu există evaluări
- Presidential Address To Canberra Goulburn Anglican SynodDocument11 paginiPresidential Address To Canberra Goulburn Anglican SynodPuella IridisÎncă nu există evaluări
- Examen 2n Trim PiDocument4 paginiExamen 2n Trim PiMarta ECÎncă nu există evaluări
- Rearing Manual For The Nokogiri Stag BeetleDocument8 paginiRearing Manual For The Nokogiri Stag BeetleTathagat_Încă nu există evaluări
- Patparganj Printers ListDocument17 paginiPatparganj Printers Listvivek_kumar5478Încă nu există evaluări
- UMC UNI13-25 June 25th, 2013Document63 paginiUMC UNI13-25 June 25th, 2013Universal Music CanadaÎncă nu există evaluări
- Man and His Symbols by C. G. Jung-Pages-1-50Document58 paginiMan and His Symbols by C. G. Jung-Pages-1-50Bui Duc Manh0% (7)
- Helmets& ApparelDocument22 paginiHelmets& Appareldforeman4509Încă nu există evaluări
- Exploring Sense OF Place FOR THE Sustainability OF Heritage District IN YogyakartaDocument18 paginiExploring Sense OF Place FOR THE Sustainability OF Heritage District IN Yogyakartabaladewa75Încă nu există evaluări
- Document Cinnamon Raisin Bagels.Document1 paginăDocument Cinnamon Raisin Bagels.Anthony Spinelli100% (3)
- GarageBand Shortcuts From Midnight MusicDocument6 paginiGarageBand Shortcuts From Midnight MusicScampÎncă nu există evaluări
- Wedding Mass BookletDocument21 paginiWedding Mass BookletDarren Leong100% (1)