S-ar putea să vă placă și
- Gracol: Gracol - The Preferred Reference For Commercial PrintingDocument3 paginiGracol: Gracol - The Preferred Reference For Commercial PrintingChenna VijayÎncă nu există evaluări
- SAI Flexi - RIP Output GuidelinesDocument2 paginiSAI Flexi - RIP Output GuidelinesSatyanarayana PVVÎncă nu există evaluări
- Printer LinearizationDocument27 paginiPrinter LinearizationpakopcÎncă nu există evaluări
- SpectralVision Pro Win EPSONDocument17 paginiSpectralVision Pro Win EPSONmrzorbatronÎncă nu există evaluări
- TOPAZRIP Business v9 User Guide PDFDocument138 paginiTOPAZRIP Business v9 User Guide PDFjirayii99Încă nu există evaluări
- Colorcalibrationtutorial 2008 v4 enDocument21 paginiColorcalibrationtutorial 2008 v4 enpicolorjÎncă nu există evaluări
- Installing A Profile Into A ColorGate RIPDocument2 paginiInstalling A Profile Into A ColorGate RIPmuktahansÎncă nu există evaluări
- EPSON Mini PrinterDocument6 paginiEPSON Mini Printer黃政昀Încă nu există evaluări
- Epson Stylus Color 880 Service ManualDocument179 paginiEpson Stylus Color 880 Service ManualIgnazio AmezketaÎncă nu există evaluări
- Ip-7900-26 Ip-7700-26 Bog en 04 79365 PDFDocument134 paginiIp-7900-26 Ip-7700-26 Bog en 04 79365 PDFSoro FoxÎncă nu există evaluări
- Sony+hvr-Hd1000 Service ManualDocument426 paginiSony+hvr-Hd1000 Service ManualLeandroGoulartÎncă nu există evaluări
- HP Z SeriesDocument93 paginiHP Z SeriesBesnik LimaniÎncă nu există evaluări
- Epson Stylus Pro 9000 Service ManualDocument186 paginiEpson Stylus Pro 9000 Service ManualSean DunhamÎncă nu există evaluări
- Service ManualDocument4 paginiService ManualnguyenhieuproÎncă nu există evaluări
- SureColor Print Quality GuideDocument6 paginiSureColor Print Quality GuideAdrian YapÎncă nu există evaluări
- Options MAY14Document20 paginiOptions MAY14Enrique VasquezÎncă nu există evaluări
- Como Resetear Impresoras EmpsonDocument6 paginiComo Resetear Impresoras EmpsonErick Hidalgo LopezÎncă nu există evaluări
- HP 1020 Laser Printer Service Manual Filetype PDFDocument3 paginiHP 1020 Laser Printer Service Manual Filetype PDFzonelabsmx0% (1)
- Epson SureColor SC-P900 UMDocument227 paginiEpson SureColor SC-P900 UMThePrintManÎncă nu există evaluări
- Manual Plotter Epson T5000Document163 paginiManual Plotter Epson T5000Sandulea0% (1)
- Canon ImagePROGRF IPF 770 670Document4 paginiCanon ImagePROGRF IPF 770 670Isaac Musiwa BandaÎncă nu există evaluări
- AuraJet Series II UserManualDocument48 paginiAuraJet Series II UserManualdarkenelÎncă nu există evaluări
- Reating Alue: Delivering What Customers Value For Sophisticated, Yet Convenient and Cost-Effective PrintingDocument8 paginiReating Alue: Delivering What Customers Value For Sophisticated, Yet Convenient and Cost-Effective Printingc64thorgal100% (1)
- Sony PVM-741 Oled ManualDocument36 paginiSony PVM-741 Oled ManualElectra/Off TraxÎncă nu există evaluări
- Epson Stylus Pro 7800/9800: Printer GuideDocument176 paginiEpson Stylus Pro 7800/9800: Printer GuideDiego BgÎncă nu există evaluări
- Cms-Rip-Linearization and ProfilingDocument8 paginiCms-Rip-Linearization and Profilingvictor DerrihuÎncă nu există evaluări
- Brother Fax 3750, 8650p, MFC-7750 Service ManualDocument196 paginiBrother Fax 3750, 8650p, MFC-7750 Service ManualRaboni ClaudemirÎncă nu există evaluări
- Vsip - Info Acro Rip Manual New PDF FreeDocument1 paginăVsip - Info Acro Rip Manual New PDF FreeBaron SigmaÎncă nu există evaluări
- Canon PricingDocument14 paginiCanon PricingMark ReinhardtÎncă nu există evaluări
- Errores HP Laserjet 1300 PDFDocument6 paginiErrores HP Laserjet 1300 PDFarkittoÎncă nu există evaluări
- CANON ImagePress C10000VP-C8000CP Data SheetDocument3 paginiCANON ImagePress C10000VP-C8000CP Data Sheetklepmotor3485100% (1)
- Apdcivc4430 PDFDocument627 paginiApdcivc4430 PDFAbimanyu Guntur WicaksenaÎncă nu există evaluări
- UV Printer (A3L) - 1390 ManualDocument10 paginiUV Printer (A3L) - 1390 ManualSonia NaickerÎncă nu există evaluări
- HP Latex 3000 Printer SMDocument1.069 paginiHP Latex 3000 Printer SMMario BraićÎncă nu există evaluări
- Final Final Tech Kon Guide To G 7Document32 paginiFinal Final Tech Kon Guide To G 7Ju UoieaÎncă nu există evaluări
- 7435 CalibrationDocument9 pagini7435 CalibrationChaipat WansiriÎncă nu există evaluări
- Epson 2200 Service ManualDocument258 paginiEpson 2200 Service ManualRon HooverÎncă nu există evaluări
- CS310 CS410 CS510 CX310 CX410 CX510 enDocument100 paginiCS310 CS410 CS510 CX310 CX410 CX510 enAndreBarcelosdeBarros100% (1)
- Dot GainDocument5 paginiDot GainKrissada Anuchon100% (1)
- X Rite GregtagmacbethDocument21 paginiX Rite GregtagmacbethdeepanairbalachandraÎncă nu există evaluări
- Error 171 New Head Connect For Jv300Document2 paginiError 171 New Head Connect For Jv300MÎncă nu există evaluări
- Epson LX300 Service ManualDocument106 paginiEpson LX300 Service ManualAndrés ParraÎncă nu există evaluări
- Epson DFX-5000+ Service ManualDocument186 paginiEpson DFX-5000+ Service ManualDoug AugustineÎncă nu există evaluări
- M458x Service Training V1 Eng PDFDocument184 paginiM458x Service Training V1 Eng PDFMarcio York CardosoÎncă nu există evaluări
- Brother - Part Reference List PDFDocument29 paginiBrother - Part Reference List PDFSHUHAILI BIN SALLEH MoeÎncă nu există evaluări
- Zeutschel Book ScannerDocument4 paginiZeutschel Book ScannerCAP History LibraryÎncă nu există evaluări
- ImagePROGRAF Media Configuration GuideDocument20 paginiImagePROGRAF Media Configuration GuidearrowheadcorpÎncă nu există evaluări
- Epson: Rules & TruthsDocument1 paginăEpson: Rules & Truthstdoyle10100% (1)
- DocuColor 2006 Service ManualDocument653 paginiDocuColor 2006 Service ManualwcualumniÎncă nu există evaluări
- Grey Reproduction and Grey BalanceDocument63 paginiGrey Reproduction and Grey BalanceDanijelÎncă nu există evaluări
- From Pixels to Animation: An Introduction to Graphics ProgrammingDe la EverandFrom Pixels to Animation: An Introduction to Graphics ProgrammingEvaluare: 1 din 5 stele1/5 (1)
- Novo Gloss Trio ManualDocument12 paginiNovo Gloss Trio ManualrosarioÎncă nu există evaluări
- Scanning GuideDocument28 paginiScanning Guided. steyerÎncă nu există evaluări
- Bizhubc1100 C1070 Color Linearization With RU CCMTDocument54 paginiBizhubc1100 C1070 Color Linearization With RU CCMTlovemoreÎncă nu există evaluări
- WHITE Operating ManualDocument32 paginiWHITE Operating ManualJaime Asis LopezÎncă nu există evaluări
- Scanning GuideDocument29 paginiScanning GuideIlarion MogaÎncă nu există evaluări
- Gray Card ManualDocument27 paginiGray Card ManualpelelemanÎncă nu există evaluări
- Ue4 Performance Guide For The Switch v12Document23 paginiUe4 Performance Guide For The Switch v12Danny Escobar Castro100% (1)
- Demystifying Color StandardsDocument8 paginiDemystifying Color StandardsRafael PetermannÎncă nu există evaluări
- Analyticon Coagulyzer 1 2 4Document4 paginiAnalyticon Coagulyzer 1 2 4Carla YcoÎncă nu există evaluări
- Iso News 23e PDFDocument5 paginiIso News 23e PDFThảo PhạmÎncă nu există evaluări
- G7 Guide FinalDocument31 paginiG7 Guide FinalThảo PhạmÎncă nu există evaluări
- Printer's Guide To G7Document17 paginiPrinter's Guide To G7Thảo PhạmÎncă nu există evaluări
- PV3 FinalDocument3 paginiPV3 FinalThảo PhạmÎncă nu există evaluări
- PV3 FinalDocument3 paginiPV3 FinalThảo PhạmÎncă nu există evaluări
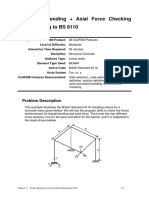
- Biaxial Bending + Axial Force Checking According To BS 8110Document39 paginiBiaxial Bending + Axial Force Checking According To BS 8110HectoreRodriguezlÎncă nu există evaluări
- Continuous Time Signals Part I Fourier SeriesDocument12 paginiContinuous Time Signals Part I Fourier SeriesbusybeeÎncă nu există evaluări
- Nmat Physics Simulations (Mock 2) DIRECTIONS: Select The Best Answer To Each of TheDocument4 paginiNmat Physics Simulations (Mock 2) DIRECTIONS: Select The Best Answer To Each of TheCin 0322Încă nu există evaluări
- Astm E59Document20 paginiAstm E59M Zeeshan HaiderÎncă nu există evaluări
- Cartography Unit 3: Basic Geodesy Flashcards - QuizletDocument4 paginiCartography Unit 3: Basic Geodesy Flashcards - QuizletTJ CabatinganÎncă nu există evaluări
- Validated SheetDocument12 paginiValidated SheetrohitkushÎncă nu există evaluări
- Chapter 1Document69 paginiChapter 1AlifNRÎncă nu există evaluări
- Institute of Space TechnologyDocument17 paginiInstitute of Space TechnologyAhsan RafiqÎncă nu există evaluări
- Two Phase Vertical Separator SizingDocument4 paginiTwo Phase Vertical Separator Sizingkamal100% (2)
- SM Notes 1 by Civildatas - Blogspot.inDocument154 paginiSM Notes 1 by Civildatas - Blogspot.inutsav_koshtiÎncă nu există evaluări
- Chemistry 311:: Instructor: Course DescriptionDocument33 paginiChemistry 311:: Instructor: Course DescriptionPaul Venson RaraÎncă nu există evaluări
- Seismic PetrophysicsDocument17 paginiSeismic PetrophysicsShahid Ur RehmanÎncă nu există evaluări
- Introduction BearingDocument4 paginiIntroduction BearingtonojsgpÎncă nu există evaluări
- Chem 11 Mole Review Ch3 PDFDocument4 paginiChem 11 Mole Review Ch3 PDFCarl Agape DavisÎncă nu există evaluări
- NCGD ProcedureDocument2 paginiNCGD ProcedureAhmad ArifÎncă nu există evaluări
- Mitutoyo - Czujniki Linear Gage - PRE1474 (2) - 2018 ENDocument64 paginiMitutoyo - Czujniki Linear Gage - PRE1474 (2) - 2018 END.T.100% (1)
- ThermodynamicsDocument3 paginiThermodynamicsArslan JigarÎncă nu există evaluări
- Journal-Analysis of Semi Circular-Arch Truses Using I-DeasDocument7 paginiJournal-Analysis of Semi Circular-Arch Truses Using I-DeascurrjekÎncă nu există evaluări
- PCAB List of Licensed Contractors For CFY 2018-2019 As of 10 Sep 2018 - WebDocument3 paginiPCAB List of Licensed Contractors For CFY 2018-2019 As of 10 Sep 2018 - WebChris AnnÎncă nu există evaluări
- FM Lab ManualDocument70 paginiFM Lab ManualRishi PatilÎncă nu există evaluări
- Solution To Problem 4.5, Mandl-ShawDocument4 paginiSolution To Problem 4.5, Mandl-ShawMikael Souto MaiorÎncă nu există evaluări
- Mohr's TheoremsDocument91 paginiMohr's TheoremsSandeep_Ajmire90% (10)
- MercerizationDocument2 paginiMercerizationLohit MohapatraÎncă nu există evaluări
- Hysteresis Modelling For A MR Damper: Rmm@itesm - MX (Ruben Morales-Menendez)Document9 paginiHysteresis Modelling For A MR Damper: Rmm@itesm - MX (Ruben Morales-Menendez)dvarsastryÎncă nu există evaluări
- Sika Membrane 2000Document6 paginiSika Membrane 2000Anonymous 2Dz4Kq9M7Încă nu există evaluări
- DANI SolutionsDocument164 paginiDANI SolutionsSORIN AVRAMESCUÎncă nu există evaluări
- Sepharial - The Science of Foreknowledge Cd13 Id 1928069166 Size603Document114 paginiSepharial - The Science of Foreknowledge Cd13 Id 1928069166 Size603makarandmone100% (9)
- Cell Biology Cell Structures and Their FunctionsDocument30 paginiCell Biology Cell Structures and Their FunctionsMing Shahir SalehÎncă nu există evaluări
- Structural Report BMU 13 Revere Place Brooklyn.Document10 paginiStructural Report BMU 13 Revere Place Brooklyn.Laura MajjulÎncă nu există evaluări
- Chapt 6Document15 paginiChapt 6morphos777Încă nu există evaluări