S-ar putea să vă placă și
- Quiz Green Belt 75 QuestionsDocument125 paginiQuiz Green Belt 75 QuestionsSanjeev Sharma0% (3)
- BA 1040 Seminar 2 2014 - 2015Document10 paginiBA 1040 Seminar 2 2014 - 2015S.L.L.CÎncă nu există evaluări
- Individuality of Handwriting: Sargur N. Srihari, Ph.D. Sung-Hyuk Cha, Ph.D. Hina Arora, M.E. and Sangjik Lee, M.SDocument17 paginiIndividuality of Handwriting: Sargur N. Srihari, Ph.D. Sung-Hyuk Cha, Ph.D. Hina Arora, M.E. and Sangjik Lee, M.SEdward Arthur IskandarÎncă nu există evaluări
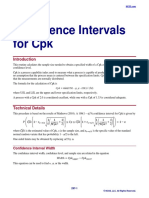
- Confidence Intervals For CPKDocument6 paginiConfidence Intervals For CPKscjofyWFawlroa2r06YFVabfbajÎncă nu există evaluări
- Sample Size Determination (Capability Indices)Document4 paginiSample Size Determination (Capability Indices)Anonymous FZNn6rBÎncă nu există evaluări
- Capacidad de Proceso Material DidacticoDocument15 paginiCapacidad de Proceso Material DidacticoMariianytha RamirezÎncă nu există evaluări
- Capability InfoDocument14 paginiCapability Infoantipstore004Încă nu există evaluări
- Hopkins WG Et - Al, 2000 - Measures of Reliability in Sports Medicine and ScienceDocument4 paginiHopkins WG Et - Al, 2000 - Measures of Reliability in Sports Medicine and Scienceok okÎncă nu există evaluări
- CPK Guide 0211 TECH1Document11 paginiCPK Guide 0211 TECH1Mark LacroÎncă nu există evaluări
- Rocess Capability - The Basics: Part 1: Carl BerardinelliDocument52 paginiRocess Capability - The Basics: Part 1: Carl Berardinellisaravanan tÎncă nu există evaluări
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDocument13 paginiLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesMon LuffyÎncă nu există evaluări
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDocument13 paginiLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesMon Luffy100% (1)
- Toaz - Info Setup Alert Limit Ropdf PRDocument9 paginiToaz - Info Setup Alert Limit Ropdf PRauiiiÎncă nu există evaluări
- Reliability Software-RCMDocument1 paginăReliability Software-RCMSandeep KumarÎncă nu există evaluări
- 3 PDFDocument35 pagini3 PDFSonaliCaffreyÎncă nu există evaluări
- Activity 1.0 - Statistical Analysis and DesignDocument22 paginiActivity 1.0 - Statistical Analysis and DesignJericka Christine AlsonÎncă nu există evaluări
- Six Sigma STDocument52 paginiSix Sigma STsaravanan tÎncă nu există evaluări
- Interval EstimationDocument62 paginiInterval EstimationTHABANI DAVISON ZVINGWARUÎncă nu există evaluări
- Single Sampling Plan TheoryDocument5 paginiSingle Sampling Plan TheoryPraveen GYÎncă nu există evaluări
- Introduction To Acceptance SamplingDocument16 paginiIntroduction To Acceptance SamplingVijay K SharmaÎncă nu există evaluări
- 4.1 Non Parametric and Sample Size SelectionDocument28 pagini4.1 Non Parametric and Sample Size SelectionSaiKiranÎncă nu există evaluări
- Process CapabilityDocument10 paginiProcess CapabilityskptcaeÎncă nu există evaluări
- 65 - Ex 12D Confidence IntervalsDocument23 pagini65 - Ex 12D Confidence IntervalsRalph Rezin MooreÎncă nu există evaluări
- Process CapabilityDocument19 paginiProcess CapabilityRohit AroraÎncă nu există evaluări
- Acceptable Quality Level (AQL) Issues and ResolutionDocument8 paginiAcceptable Quality Level (AQL) Issues and ResolutionShawky HelalÎncă nu există evaluări
- The OC Curve of Attribute Acceptance PlansDocument7 paginiThe OC Curve of Attribute Acceptance PlansOusmane CisseÎncă nu există evaluări
- How To Find Confidence IntervalDocument5 paginiHow To Find Confidence Intervalapi-126876773Încă nu există evaluări
- 01 Process CapabilityDocument33 pagini01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- Introduction To Acceptance SamplingDocument16 paginiIntroduction To Acceptance Samplingjsalu_khanÎncă nu există evaluări
- Ever Kleen Pool Services Provides Weekly Swimming Pool MaintenanDocument1 paginăEver Kleen Pool Services Provides Weekly Swimming Pool Maintenantrilocksp SinghÎncă nu există evaluări
- Statistical Process Control: by H.S.PundleDocument31 paginiStatistical Process Control: by H.S.PundlePALLAVI BHISEÎncă nu există evaluări
- Process CapabilityDocument2 paginiProcess CapabilityrkshpanchalÎncă nu există evaluări
- Interval EstimationDocument19 paginiInterval EstimationvijayrajumÎncă nu există evaluări
- Estimation One Population Review Questions Fall2023 SolutionDocument14 paginiEstimation One Population Review Questions Fall2023 SolutionFeras JoÎncă nu există evaluări
- Basic Forms of Statistical Sampling For Quality ControlDocument59 paginiBasic Forms of Statistical Sampling For Quality ControlRahul VermaÎncă nu există evaluări
- ProcesscapabilityindicesDocument6 paginiProcesscapabilityindiceskripingÎncă nu există evaluări
- One-Tailed Hypothesis Test ExampleDocument3 paginiOne-Tailed Hypothesis Test ExampleAbhijit MandalÎncă nu există evaluări
- Business Statistics - CIass AssignmentDocument5 paginiBusiness Statistics - CIass AssignmentAkchhansh MisraÎncă nu există evaluări
- Interval Estimator - Properties: Margin of ErrorDocument5 paginiInterval Estimator - Properties: Margin of ErrorDeepansh GoyalÎncă nu există evaluări
- Confidence Intervals For Point Biserial CorrelationDocument6 paginiConfidence Intervals For Point Biserial CorrelationscjofyWFawlroa2r06YFVabfbajÎncă nu există evaluări
- Summer 578 Assignment 3 SolutionsDocument13 paginiSummer 578 Assignment 3 SolutionsGradu8tedOne100% (1)
- Lectorial Slides 6bDocument25 paginiLectorial Slides 6bMarcel JonathanÎncă nu există evaluări
- 4.1 Confidence Intervals For ProportionsDocument14 pagini4.1 Confidence Intervals For ProportionsTheory SummersÎncă nu există evaluări
- Estimation of Parameters Confidence Interval 2Document23 paginiEstimation of Parameters Confidence Interval 2Uary Buza RegioÎncă nu există evaluări
- DPM SigmaDocument15 paginiDPM Sigmafrich1662Încă nu există evaluări
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDocument29 paginiLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDanindra Meitriandi CaesarioÎncă nu există evaluări
- Estimation and Confidence Intervals: ©the Mcgraw-Hill Companies, Inc. 2008 Mcgraw-Hill/IrwinDocument31 paginiEstimation and Confidence Intervals: ©the Mcgraw-Hill Companies, Inc. 2008 Mcgraw-Hill/Irwinjoshua soebrotoÎncă nu există evaluări
- CHAPTER6 EstimationDocument18 paginiCHAPTER6 EstimationSekut TawarÎncă nu există evaluări
- CI For A ProportionDocument24 paginiCI For A ProportionkokleongÎncă nu există evaluări
- L2 - Statistical Measurement Sig - FigureDocument22 paginiL2 - Statistical Measurement Sig - FigurecapÎncă nu există evaluări
- Student FilesolDocument5 paginiStudent Filesolsubash1111@gmail.comÎncă nu există evaluări
- STA2023 CH 09Document31 paginiSTA2023 CH 09Mohamed MedÎncă nu există evaluări
- CPK Index - How To Calculate For All Types of TolerancesDocument15 paginiCPK Index - How To Calculate For All Types of TolerancesGaurav Narula100% (6)
- Life-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksDe la EverandLife-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksÎncă nu există evaluări
- Mistakes in Quality Statistics: and How to Fix ThemDe la EverandMistakes in Quality Statistics: and How to Fix ThemÎncă nu există evaluări
- The Failure of Risk Management: Why It's Broken and How to Fix ItDe la EverandThe Failure of Risk Management: Why It's Broken and How to Fix ItÎncă nu există evaluări
- The AS9100C, AS9110, and AS9120 Handbook: Understanding Aviation, Space, and Defense Best PracticesDe la EverandThe AS9100C, AS9110, and AS9120 Handbook: Understanding Aviation, Space, and Defense Best PracticesÎncă nu există evaluări
- 10-1-14 - Microwave For TSS MeasurementDocument6 pagini10-1-14 - Microwave For TSS MeasurementNurhidayat71Încă nu există evaluări
- Iso 1265 2007Document9 paginiIso 1265 2007Nurhidayat71Încă nu există evaluări
- Provided by Kyoto University Research Information RepositoryDocument7 paginiProvided by Kyoto University Research Information RepositoryNurhidayat71Încă nu există evaluări
- Dinamika Proses Pengukuran Temperatur Siti Diyar KDocument66 paginiDinamika Proses Pengukuran Temperatur Siti Diyar KYagami TaichiÎncă nu există evaluări
- Caustic Soda Solution (Naoh 50%)Document5 paginiCaustic Soda Solution (Naoh 50%)Nurhidayat71Încă nu există evaluări
- Caustic Soda: Safe Handling ofDocument29 paginiCaustic Soda: Safe Handling ofYamin MohdÎncă nu există evaluări
- CSS - Caustic Soda SolutionDocument2 paginiCSS - Caustic Soda SolutionNurhidayat71Încă nu există evaluări
- Dinamika Proses Pengukuran Temperatur Siti Diyar KDocument66 paginiDinamika Proses Pengukuran Temperatur Siti Diyar KYagami TaichiÎncă nu există evaluări
- PumpDocument2 paginiPumpNurhidayat71Încă nu există evaluări
- S 14. The Upper Bound of A 90% Confidence Interval Estimate of The Population Mean Is 34.32Document2 paginiS 14. The Upper Bound of A 90% Confidence Interval Estimate of The Population Mean Is 34.32James TyadiÎncă nu există evaluări
- Chi-Square Tests PDFDocument9 paginiChi-Square Tests PDFscjofyWFawlroa2r06YFVabfbajÎncă nu există evaluări
- MATH 6 - ELEMENTARY STATISTICS AND PROBABILITY (Edited)Document16 paginiMATH 6 - ELEMENTARY STATISTICS AND PROBABILITY (Edited)Eazy Tip'ZÎncă nu există evaluări
- Methods and Procedure: Subject of The StudyDocument7 paginiMethods and Procedure: Subject of The StudySalve PetilunaÎncă nu există evaluări
- Group 3 Proposal 1Document39 paginiGroup 3 Proposal 1alemuÎncă nu există evaluări
- Chapter 7 - Sample Selection: 7.1 SamplingDocument5 paginiChapter 7 - Sample Selection: 7.1 SamplingAbdul BasitÎncă nu există evaluări
- Unit 15 Quality Assurance: ObjectivesDocument14 paginiUnit 15 Quality Assurance: ObjectivesIshita BhattÎncă nu există evaluări
- Audit Sampling (Test of Control)Document17 paginiAudit Sampling (Test of Control)MasterÎncă nu există evaluări
- Cross Sectional StudiesDocument8 paginiCross Sectional Studiesflsmvfr nelmamesÎncă nu există evaluări
- Chapter 8 - Sampling DistributionDocument34 paginiChapter 8 - Sampling DistributionMir Md. Mofachel HossainÎncă nu există evaluări
- Example For Z Distribution Confidence Intervals 1Document7 paginiExample For Z Distribution Confidence Intervals 1CSÎncă nu există evaluări
- Syllabus For Subordinate Accounts/Audit Service (SAS) Examinations 2017Document48 paginiSyllabus For Subordinate Accounts/Audit Service (SAS) Examinations 2017Niket RajÎncă nu există evaluări
- 5564 Quantitative TechniquesDocument8 pagini5564 Quantitative Techniqueshashim16Încă nu există evaluări
- Nutritional Status and Associated Factors in Under-Five Children of RawalpindiDocument5 paginiNutritional Status and Associated Factors in Under-Five Children of RawalpindiMarya Fitri02Încă nu există evaluări
- University of Gondar College of Medicine and Health Science Department of Epidemiology and BiostatisticsDocument34 paginiUniversity of Gondar College of Medicine and Health Science Department of Epidemiology and Biostatisticshenok birukÎncă nu există evaluări
- Six Sigma Green Belt 2. MEASURE (IASSC)Document125 paginiSix Sigma Green Belt 2. MEASURE (IASSC)kachkach zak100% (1)
- Calculating The Number of Respondents You Need: DefinitionsDocument2 paginiCalculating The Number of Respondents You Need: DefinitionsMalani KrishenanÎncă nu există evaluări
- ASTM D 2915 98 Evaluating Allowable Properties For Grades of Structural LumberDocument12 paginiASTM D 2915 98 Evaluating Allowable Properties For Grades of Structural LumberLaichul MachfudhorÎncă nu există evaluări
- Ethical Dilemma and Business Survival Strategies in Nigeria: A Focus On Anambra StateDocument14 paginiEthical Dilemma and Business Survival Strategies in Nigeria: A Focus On Anambra StateAboulgasem AboulgasemÎncă nu există evaluări
- Module Lab Bistat LanjutanDocument121 paginiModule Lab Bistat LanjutanElleana YauriÎncă nu există evaluări
- Statistical Intervals For A Single SampleDocument31 paginiStatistical Intervals For A Single SampleBui Tien DatÎncă nu există evaluări
- Bio Statistics PG CD MDocument23 paginiBio Statistics PG CD McrneeteshÎncă nu există evaluări
- Gramling 9e Auditing Solman Audit SamplingDocument29 paginiGramling 9e Auditing Solman Audit Samplingkimjoonmyeon22100% (1)
- Chapter 8 Stats ProjectDocument1 paginăChapter 8 Stats Projectapi-589185358Încă nu există evaluări
- Single Sampling Plan TheoryDocument5 paginiSingle Sampling Plan TheoryPraveen GYÎncă nu există evaluări
- Review Questions For FinalDocument29 paginiReview Questions For FinalTran Pham Quoc Thuy100% (2)
- CHAPTER6 EstimationDocument18 paginiCHAPTER6 EstimationSekut TawarÎncă nu există evaluări
- Chapter 10 - Work Measurements and StandardsDocument72 paginiChapter 10 - Work Measurements and StandardsTGTrindadeÎncă nu există evaluări