S-ar putea să vă placă și
- DS-003-2-En - Exertherm - IR06EMSC Sensor - ScreenDocument2 paginiDS-003-2-En - Exertherm - IR06EMSC Sensor - ScreenMohammad AsifÎncă nu există evaluări
- Shear Force & Bending Moment TestDocument11 paginiShear Force & Bending Moment TestKalaiArasanÎncă nu există evaluări
- Evaluation of BFS Extrusions Through Processing Polymer Co.Document25 paginiEvaluation of BFS Extrusions Through Processing Polymer Co.alejandro carmona henaoÎncă nu există evaluări
- Friction Clutches PDFDocument14 paginiFriction Clutches PDFamanmittal0850% (2)
- Installation Manual: DPS 232 Differential Positioning SystemDocument154 paginiInstallation Manual: DPS 232 Differential Positioning SystemVladimirs Arzeninovs100% (3)
- Characterization and Ageing Study of PLA Films Plasticized With Oligomeric Lactic Acid 2013Document8 paginiCharacterization and Ageing Study of PLA Films Plasticized With Oligomeric Lactic Acid 2013TOUFIKÎncă nu există evaluări
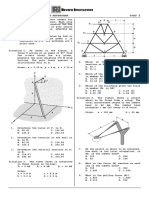
- April 2024 - PSAD 2Document2 paginiApril 2024 - PSAD 2rando12345Încă nu există evaluări
- The Impact of Microwave-Assisted Thermal Sterilization On The Morphology, Free Volume, and Gas Barrier Properties of Multilayer Polymeric FilmsDocument8 paginiThe Impact of Microwave-Assisted Thermal Sterilization On The Morphology, Free Volume, and Gas Barrier Properties of Multilayer Polymeric FilmsAlan JerishÎncă nu există evaluări
- Food Hydrocolloids: Rocío Pérez-Masiá, Amparo López-Rubio, Jose Maria LagarónDocument10 paginiFood Hydrocolloids: Rocío Pérez-Masiá, Amparo López-Rubio, Jose Maria LagarónBotez MartaÎncă nu există evaluări
- 15 pts.2562Document11 pagini15 pts.2562Bram BampsÎncă nu există evaluări
- O'Connor-2010-VISCOELASTIC MATERIAL MODELS OF POLYPROPYLENE FOR THERMOFORMING APPLICATIONS-PaperDocument4 paginiO'Connor-2010-VISCOELASTIC MATERIAL MODELS OF POLYPROPYLENE FOR THERMOFORMING APPLICATIONS-PaperTim OpatzÎncă nu există evaluări
- Investigation of Phase Change Material Encapsulation by Complex CoacervationDocument8 paginiInvestigation of Phase Change Material Encapsulation by Complex CoacervationAna Silvia PrataÎncă nu există evaluări
- Properties of Low-Density Polyethylene/palm Kernel Shell Composites: Effect of Polyethylene Co-Acrylic AcidDocument13 paginiProperties of Low-Density Polyethylene/palm Kernel Shell Composites: Effect of Polyethylene Co-Acrylic AcidHd MuluÎncă nu există evaluări
- Permeation - Oxygen Packaging - 18 - 2016Document11 paginiPermeation - Oxygen Packaging - 18 - 2016muriloinnocentiniÎncă nu există evaluări
- 23041-Texto Del Artículo-35203-1-10-20171124Document11 pagini23041-Texto Del Artículo-35203-1-10-20171124cesar eduardo davila tovarÎncă nu există evaluări
- Effect of Processing Technique On LDPE Thin Films and SheetsDocument5 paginiEffect of Processing Technique On LDPE Thin Films and SheetsInternational Journal of Engineering Inventions (IJEI)Încă nu există evaluări
- Procesos Termicos en La Industria de AlimentosDocument14 paginiProcesos Termicos en La Industria de AlimentosMaria Lorena VinascoÎncă nu există evaluări
- 90-Mechanical and Rheological PPties of Epoxidized Soybean Oil Plasticized PLA 2009Document7 pagini90-Mechanical and Rheological PPties of Epoxidized Soybean Oil Plasticized PLA 2009TOUFIKÎncă nu există evaluări
- The Energy Storage and Reuse Have Attracted Considerable Attention in Recent Years Because of The Energy CrisisDocument6 paginiThe Energy Storage and Reuse Have Attracted Considerable Attention in Recent Years Because of The Energy Crisisawchemicals19Încă nu există evaluări
- A Project Report On: High Temperature Thermoplastics-A Comprehensive GuideDocument24 paginiA Project Report On: High Temperature Thermoplastics-A Comprehensive GuideBiswajiban Paramanik 101Încă nu există evaluări
- Hdpe and PVC Creep and Thermal Ratcheting Behavior Under CompressionDocument9 paginiHdpe and PVC Creep and Thermal Ratcheting Behavior Under Compressionmohsen shabanloÎncă nu există evaluări
- Processing Induced Segregation in PLA/TPS Blends: Factors and ConsequencesDocument12 paginiProcessing Induced Segregation in PLA/TPS Blends: Factors and ConsequencesRoshni PattanayakÎncă nu există evaluări
- Wind Turbine BladesDocument6 paginiWind Turbine BladesSudhanwa KulkarniÎncă nu există evaluări
- 2019 - JCM - Natural Fiber Composites With NingDocument11 pagini2019 - JCM - Natural Fiber Composites With NingNoverdo SaputraÎncă nu există evaluări
- On The Determination of Fracture Toughness of PP Polymers: January 2009Document22 paginiOn The Determination of Fracture Toughness of PP Polymers: January 2009Chanin NgudsuntearÎncă nu există evaluări
- Recycling of Multilayer Packaging Using A Reversible Cross-Linking AdhesiveDocument12 paginiRecycling of Multilayer Packaging Using A Reversible Cross-Linking Adhesiveani putkaradzeÎncă nu există evaluări
- Very ImportantDocument13 paginiVery ImportantadiÎncă nu există evaluări
- Polyolefin-Based Nanocomposite: The Effects of Processing AidspDocument27 paginiPolyolefin-Based Nanocomposite: The Effects of Processing AidspKelly SantosÎncă nu există evaluări
- Recycled Polypropylene With Improved Thermal Stability and Melt ProcessabilityDocument12 paginiRecycled Polypropylene With Improved Thermal Stability and Melt ProcessabilityOumaima BenÎncă nu există evaluări
- Book of Abstracts Posters ADocument82 paginiBook of Abstracts Posters AAlbana HasimiÎncă nu există evaluări
- Hassan 2019Document6 paginiHassan 2019phillynovitaÎncă nu există evaluări
- Effects of The Chemical Foaming Agents I PDFDocument7 paginiEffects of The Chemical Foaming Agents I PDFDiegoTierradentroÎncă nu există evaluări
- High Pressure Processing A Potential Technology For Processing and Preservation Diary FoodDocument10 paginiHigh Pressure Processing A Potential Technology For Processing and Preservation Diary FoodKim Anh HaÎncă nu există evaluări
- Effect of Combining Cellulose Nanocrystals and Graphene Nanoplat 2018Document13 paginiEffect of Combining Cellulose Nanocrystals and Graphene Nanoplat 2018Mohd Bashree Abu BakarÎncă nu există evaluări
- PACCON - Proceeding 2020Document241 paginiPACCON - Proceeding 2020Watthana KlairutsameeÎncă nu există evaluări
- Literature Review On Palm Kernel ShellDocument4 paginiLiterature Review On Palm Kernel Shellc5ha8c7g100% (1)
- Io PlasticsDocument7 paginiIo PlasticserpandianÎncă nu există evaluări
- Resin Composite Blocks Via High-Pressure High-Temperature PolymerizationDocument6 paginiResin Composite Blocks Via High-Pressure High-Temperature PolymerizationWilver MuñozÎncă nu există evaluări
- Applied Energy: Contents Lists Available atDocument15 paginiApplied Energy: Contents Lists Available atSiddhesh Umesh MestryÎncă nu există evaluări
- Evaluation and Optimization of Seal Behavior ThrouDocument10 paginiEvaluation and Optimization of Seal Behavior ThrouLê Lâm BìnhÎncă nu există evaluări
- Thyme Antimicrobial Effect inDocument17 paginiThyme Antimicrobial Effect infahrullah unhasÎncă nu există evaluări
- Recycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Document8 paginiRecycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Anjum ParkarÎncă nu există evaluări
- Sar 2014Document9 paginiSar 2014Mia karolinaÎncă nu există evaluări
- Biodegradable Green Composites Reinforced by The Fiber Recycling From Disposable ChopsticksDocument16 paginiBiodegradable Green Composites Reinforced by The Fiber Recycling From Disposable ChopsticksAnonymous kTVBUxrÎncă nu există evaluări
- Antioxidant Activity NoteDocument37 paginiAntioxidant Activity NoteAngelin PriyadharshiniÎncă nu există evaluări
- Journal of Membrane Science: SciencedirectDocument12 paginiJournal of Membrane Science: SciencedirectKhloud MadihÎncă nu există evaluări
- The Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66Document30 paginiThe Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66nksingh16Încă nu există evaluări
- PET From A To C - Kunststoffe EN - Electronical Use OnlyDocument5 paginiPET From A To C - Kunststoffe EN - Electronical Use OnlyHimanshu UniyalÎncă nu există evaluări
- Pineapple Peel Fiber Biocomposite CharacDocument6 paginiPineapple Peel Fiber Biocomposite CharacpazziuaganmarkÎncă nu există evaluări
- McCool-DEVELOPMENT OF A PLUG ASSISTED THERMOFROMING SIMULATION-PaperDocument4 paginiMcCool-DEVELOPMENT OF A PLUG ASSISTED THERMOFROMING SIMULATION-PaperTim OpatzÎncă nu există evaluări
- A Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer CompositesDocument12 paginiA Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer Compositespetrusz1Încă nu există evaluări
- 10 1002@app 50412Document10 pagini10 1002@app 50412Tuyul SatuÎncă nu există evaluări
- Bio Based Insulation MaterialsDocument9 paginiBio Based Insulation MaterialsTudor Ioan PopescuÎncă nu există evaluări
- Polybutylene-Succinate-Based Blends With EnhancedDocument20 paginiPolybutylene-Succinate-Based Blends With Enhancedzahiasarni1998Încă nu există evaluări
- Composites: Part B: Yicheng Du, Tongfei Wu, Ning Yan, Mark T. Kortschot, Ramin FarnoodDocument7 paginiComposites: Part B: Yicheng Du, Tongfei Wu, Ning Yan, Mark T. Kortschot, Ramin FarnoodWaleed ShakilÎncă nu există evaluări
- Erdmann2010 PDFDocument8 paginiErdmann2010 PDFMaxime PorcoÎncă nu există evaluări
- Polymers 11 01088 v2Document12 paginiPolymers 11 01088 v2tramnguyen.31221026352Încă nu există evaluări
- Taguchi and ANOVA Analysis For The Optimization ofDocument34 paginiTaguchi and ANOVA Analysis For The Optimization ofROZIKINÎncă nu există evaluări
- Effect of Minimal Processing On The Textural and Structural Properties of Fresh-Cut PearsDocument7 paginiEffect of Minimal Processing On The Textural and Structural Properties of Fresh-Cut PearsNeida SanabriaÎncă nu există evaluări
- Biodegradable Packages Development From Starch Based Heat Sealable LmsDocument10 paginiBiodegradable Packages Development From Starch Based Heat Sealable LmsGeany Peruch CamillotoÎncă nu există evaluări
- Mechanical Properties of Natural-Fibre-Mat-Reinforced Thermoplastics Based On Flax Fibres and PolypropyleneDocument22 paginiMechanical Properties of Natural-Fibre-Mat-Reinforced Thermoplastics Based On Flax Fibres and PolypropyleneAnonymous kTVBUxrÎncă nu există evaluări
- Goll 2018Document11 paginiGoll 2018Farah YukiÎncă nu există evaluări
- Polymers: Poly (Lactic Acid) /poly (Ethylene Glycol) Polymer Nanocomposites: Effects of Graphene NanoplateletsDocument12 paginiPolymers: Poly (Lactic Acid) /poly (Ethylene Glycol) Polymer Nanocomposites: Effects of Graphene NanoplateletsNia SyafiqqÎncă nu există evaluări
- Blend of PolypropylenePolylactic AcidDocument11 paginiBlend of PolypropylenePolylactic AcidTecnos TecnosÎncă nu există evaluări
- Packaging for Nonthermal Processing of FoodDe la EverandPackaging for Nonthermal Processing of FoodMelvin A. PascallÎncă nu există evaluări
- Integrating Theory, Experiments, and FEA To Solve Challenging Nonlinear Mechanics ProblemsDocument17 paginiIntegrating Theory, Experiments, and FEA To Solve Challenging Nonlinear Mechanics ProblemsBodieTechÎncă nu există evaluări
- ProjectDocument10 paginiProjectabdul basitÎncă nu există evaluări
- Heavy Welding ShopDocument6 paginiHeavy Welding ShopSaurabh Katiyar100% (1)
- Electronic Temperature Switch ETS 1700: User ManualDocument15 paginiElectronic Temperature Switch ETS 1700: User ManualНикита ЛесюкÎncă nu există evaluări
- Xii Chemistry MCQ (Haloalanes & Haloarenrs)Document7 paginiXii Chemistry MCQ (Haloalanes & Haloarenrs)SanjanasanjuÎncă nu există evaluări
- Question Bank - PolyDocument16 paginiQuestion Bank - Polyمحمود صابرÎncă nu există evaluări
- Structural Design 2Document43 paginiStructural Design 2Meymuna AliÎncă nu există evaluări
- PUMY-P100-140YHM Technical & Service Manual (OC355revB)Document90 paginiPUMY-P100-140YHM Technical & Service Manual (OC355revB)Pavle PerovicÎncă nu există evaluări
- Bohmian Mechanics Versus Madelung Quantum HydrodynamicsDocument8 paginiBohmian Mechanics Versus Madelung Quantum HydrodynamicsregectÎncă nu există evaluări
- Hofman NotesDocument114 paginiHofman NotesNoelia PizziÎncă nu există evaluări
- Intro Adobe Photoshop HandoutDocument13 paginiIntro Adobe Photoshop Handoutoyindamola ayobamiÎncă nu există evaluări
- AN17825ADocument8 paginiAN17825AJose M PeresÎncă nu există evaluări
- Evaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaDocument14 paginiEvaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaRavyola AzzahraÎncă nu există evaluări
- Competition Systems IGN1A Inductive Smart Coil - IGN1ADocument2 paginiCompetition Systems IGN1A Inductive Smart Coil - IGN1AJoão Lucas ZaionsÎncă nu există evaluări
- Guest WiFi With MikroTik RoutersDocument1 paginăGuest WiFi With MikroTik Routersmahad3vaÎncă nu există evaluări
- Grade Sheet BlankDocument50 paginiGrade Sheet BlankCarlo Troy AcelottÎncă nu există evaluări
- The Equation of The Straight Line: y MX CDocument6 paginiThe Equation of The Straight Line: y MX CMarc SugrueÎncă nu există evaluări
- R32 Manual Armado de MotorDocument241 paginiR32 Manual Armado de Motor15EPR4680V P265Încă nu există evaluări
- Draft NADCADocument8 paginiDraft NADCAPierre MackenzieÎncă nu există evaluări
- Image Processing Math Prob1Document13 paginiImage Processing Math Prob1MunmunÎncă nu există evaluări
- Elasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in IndonesiaDocument27 paginiElasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in Indonesiaayu desiÎncă nu există evaluări
- Experiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormDocument29 paginiExperiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormModi rutvikÎncă nu există evaluări
- 20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionDocument12 pagini20 - Low-Cycle Fatigue of Turbocharger Compressor Wheels Online Prediction and Lifetime ExtensionlochtayÎncă nu există evaluări
- PHASE TEST PHYSICS Fiitjee Class 8Document3 paginiPHASE TEST PHYSICS Fiitjee Class 8SahejÎncă nu există evaluări
- Assignment and Exam Content: Always Delete Your Cloud Resources To Avoid $$ ChargesDocument11 paginiAssignment and Exam Content: Always Delete Your Cloud Resources To Avoid $$ ChargesMouhamadou NdiayeÎncă nu există evaluări