S-ar putea să vă placă și
- API 580 Practice Questions PT 1Document10 paginiAPI 580 Practice Questions PT 1StevenQuekÎncă nu există evaluări
- Api-580, Rbi, QDocument5 paginiApi-580, Rbi, Qimrankhan22100% (1)
- API 580 - 63 Terms Questions For The API RBI ExamDocument7 paginiAPI 580 - 63 Terms Questions For The API RBI ExamSerfortec Cia Ltda100% (2)
- API 580 Mock ExamDocument5 paginiAPI 580 Mock ExamMansoor AliÎncă nu există evaluări
- API 580 Study QuestionsDocument24 paginiAPI 580 Study QuestionsSameh Amin0% (1)
- API-580 Exam Tutorial PDFDocument27 paginiAPI-580 Exam Tutorial PDFShubhodeep SarkarÎncă nu există evaluări
- API 580 Exam 100 Q&ADocument23 paginiAPI 580 Exam 100 Q&Amajid100% (5)
- Examen Final 2 API 580 Sin Respuestas PDFDocument19 paginiExamen Final 2 API 580 Sin Respuestas PDFMentor2- Mto Oriente100% (1)
- QUIZ - API 580-581 Risk Based Inspection PDFDocument13 paginiQUIZ - API 580-581 Risk Based Inspection PDFranjitpandey100% (4)
- API 580 - RBI Question BankDocument30 paginiAPI 580 - RBI Question BankSabarni Mahapatra100% (3)
- API 580 Closed Book QuestionsDocument18 paginiAPI 580 Closed Book QuestionsRavindra S. Jivani86% (7)
- API 580 Mcqs 1 (33 Nos.)Document4 paginiAPI 580 Mcqs 1 (33 Nos.)muhammadazhar100% (1)
- API 580 MCQs (119 Nos.)Document19 paginiAPI 580 MCQs (119 Nos.)Qaisir MehmoodÎncă nu există evaluări
- API 580 - Risk Based Inspection Mock ExamDocument4 paginiAPI 580 - Risk Based Inspection Mock ExamMajdi Abdulrahman Mohamed RahamaÎncă nu există evaluări
- API 580 RBI Proposed Questions: Three Knights PresentsDocument8 paginiAPI 580 RBI Proposed Questions: Three Knights PresentsmuraliÎncă nu există evaluări
- Api-580, Rbi, QBDocument5 paginiApi-580, Rbi, QBimrankhan220% (1)
- Examen Final 3 API 580 Sin Respuestas PDFDocument25 paginiExamen Final 3 API 580 Sin Respuestas PDFMentor2- Mto OrienteÎncă nu există evaluări
- Api 580 Rbi QBDocument5 paginiApi 580 Rbi QBMansoor AliÎncă nu există evaluări
- API 580 Questions ModDocument18 paginiAPI 580 Questions ModDeepak100% (1)
- Questions 580Document7 paginiQuestions 580amalhaj2013Încă nu există evaluări
- API 580 QuestionsDocument4 paginiAPI 580 QuestionsMohamed Abdul AzizÎncă nu există evaluări
- API API-580 Exam Tutorial: Showing 1-20 of 140 Questions Next (Page 1 Out of 7)Document54 paginiAPI API-580 Exam Tutorial: Showing 1-20 of 140 Questions Next (Page 1 Out of 7)Arty Pin100% (13)
- Boost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatDocument7 paginiBoost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatUrea3 MaintenanceÎncă nu există evaluări
- API 580 Mock ExamDocument5 paginiAPI 580 Mock ExamRandyCha100% (2)
- Quizlet API 580 Chapter 16Document3 paginiQuizlet API 580 Chapter 16Muhammad HannanÎncă nu există evaluări
- API 580 (Actual Exam) Answer SheetDocument2 paginiAPI 580 (Actual Exam) Answer Sheetahmedabdelaziz851647100% (1)
- Api580 QuizDocument5 paginiApi580 QuizSaqib Ali100% (1)
- API RP RBI 580 TestDocument9 paginiAPI RP RBI 580 TestFarid Afifi100% (3)
- API 580 Exam C-1Document7 paginiAPI 580 Exam C-1zohirÎncă nu există evaluări
- Api 580Document8 paginiApi 580Raja HoneÎncă nu există evaluări
- API 580 Questions Practice Exam 2Document10 paginiAPI 580 Questions Practice Exam 2Mohammed Abdul Sayeed100% (4)
- API 580 Exam QuestionsDocument2 paginiAPI 580 Exam QuestionsSyed Shiraz Ali100% (5)
- API 580 Questionnaires Bank - 1Document64 paginiAPI 580 Questionnaires Bank - 1AnasÎncă nu există evaluări
- Examsgrade API 580 Exam Questions AnswersDocument7 paginiExamsgrade API 580 Exam Questions AnswersMansoor AliÎncă nu există evaluări
- 14-04-27 Module G - Mock Exam 2 - Q&A's Attempt 2Document45 pagini14-04-27 Module G - Mock Exam 2 - Q&A's Attempt 2muhammadazharÎncă nu există evaluări
- Risk Based Inspection TestDocument16 paginiRisk Based Inspection TestSameh Amin50% (2)
- 580 Score 2014Document1 pagină580 Score 2014Pitichai PakornrersiriÎncă nu există evaluări
- Chapter # 11 - API 580 PDFDocument10 paginiChapter # 11 - API 580 PDFMUSHTAQ HUSSAINÎncă nu există evaluări
- API 580 Question Bank 2 ImpDocument39 paginiAPI 580 Question Bank 2 ImpAyon BhattacharyaÎncă nu există evaluări
- DEMO-API-580 FromDocument5 paginiDEMO-API-580 FromhemakarriÎncă nu există evaluări
- API 580 NotesDocument2 paginiAPI 580 Notesmallesh100% (2)
- API 580 SG Part 1, Rev 4Document77 paginiAPI 580 SG Part 1, Rev 4Mukesh100% (8)
- Risk Based Inspection Question BankDocument5 paginiRisk Based Inspection Question Banktraja4Încă nu există evaluări
- Risk Based Inspection A Complete Guide - 2020 EditionDe la EverandRisk Based Inspection A Complete Guide - 2020 EditionÎncă nu există evaluări
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersDe la EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersEvaluare: 3.5 din 5 stele3.5/5 (19)
- Preguntas A Libro Cerrado 580Document16 paginiPreguntas A Libro Cerrado 580Adriana MarcelaÎncă nu există evaluări
- Sample Questions-IiDocument22 paginiSample Questions-IiAsadÎncă nu există evaluări
- API 580 Mcqs (119 Nos.)Document19 paginiAPI 580 Mcqs (119 Nos.)muhammadazhar100% (2)
- Rbi QuestionsDocument13 paginiRbi QuestionsyyanuragÎncă nu există evaluări
- Preguntas Seccion 3 Terminos y Definiciones Sin RespuestasDocument11 paginiPreguntas Seccion 3 Terminos y Definiciones Sin RespuestasMentor2- Mto OrienteÎncă nu există evaluări
- Risk Based Inspection Question Bank (B)Document5 paginiRisk Based Inspection Question Bank (B)tayyab aliÎncă nu există evaluări
- API 580 Rbi Question BankDocument30 paginiAPI 580 Rbi Question Bankامين100% (1)
- Rbi Q&a 6Document7 paginiRbi Q&a 6eslam_el_dinÎncă nu există evaluări
- API 580 Exam A - 230417 - 123735Document5 paginiAPI 580 Exam A - 230417 - 123735cengiz88Încă nu există evaluări
- Preguntas Seccion 4 Conceptos de Valoracion de Riesgo Basico Sin RespuestasDocument8 paginiPreguntas Seccion 4 Conceptos de Valoracion de Riesgo Basico Sin RespuestasMentor2- Mto OrienteÎncă nu există evaluări
- API 580 Exam DDocument12 paginiAPI 580 Exam Dhs.hs20187720Încă nu există evaluări
- Course ReviewDocument12 paginiCourse ReviewKeshav bogatiÎncă nu există evaluări
- 05 (Intro To RBI Inspection)Document24 pagini05 (Intro To RBI Inspection)SureshMasilamaniÎncă nu există evaluări
- Risk Management Mcqs PDFDocument10 paginiRisk Management Mcqs PDFRhx Gangblog61% (18)
- EDC Introduction To Control StrategiesDocument8 paginiEDC Introduction To Control StrategiesScribdTranslationsÎncă nu există evaluări
- Jarir IT Flyer Qatar1Document4 paginiJarir IT Flyer Qatar1sebincherianÎncă nu există evaluări
- API 580 QB - Mock Up Exam For 5 TH Day-NO KEYDocument25 paginiAPI 580 QB - Mock Up Exam For 5 TH Day-NO KEYsebincherianÎncă nu există evaluări
- MpsalaryDocument70 paginiMpsalarysebincherianÎncă nu există evaluări
- License PDFDocument1 paginăLicense PDFsebincherianÎncă nu există evaluări
- SSPC PS Guide 12 PDFDocument6 paginiSSPC PS Guide 12 PDFNuzul Furqony100% (2)
- Ikea BillDocument6 paginiIkea BillsebincherianÎncă nu există evaluări
- NII QualificationReferenceForm CIP PDFDocument3 paginiNII QualificationReferenceForm CIP PDFLuis RojasÎncă nu există evaluări
- Aitihyamala - Kottarathil Sankunni Part 1Document200 paginiAitihyamala - Kottarathil Sankunni Part 1Sudarsan KumarÎncă nu există evaluări
- Kenya0502 PDFDocument79 paginiKenya0502 PDFsebincherianÎncă nu există evaluări
- Features: 75" / 189.2cm Ultra HD 4K Android TV 3 Year WarrantyDocument1 paginăFeatures: 75" / 189.2cm Ultra HD 4K Android TV 3 Year WarrantySangeetha ChandramohanÎncă nu există evaluări
- Family Reunification Policy DocumentDocument71 paginiFamily Reunification Policy Documenttim winkelmanÎncă nu există evaluări
- BNC - Dana Gas PipelineDocument4 paginiBNC - Dana Gas PipelinesebincherianÎncă nu există evaluări
- HLD Ekm18 20 PDFDocument12 paginiHLD Ekm18 20 PDFsebincherianÎncă nu există evaluări
- Features: 75" / 189.2cm Ultra HD 4K Android TV 3 Year WarrantyDocument1 paginăFeatures: 75" / 189.2cm Ultra HD 4K Android TV 3 Year WarrantySangeetha ChandramohanÎncă nu există evaluări
- BNC - Laying of 100, 150, 200, 300 & 400MM GRE Pipelines - Hoshi Zone 1 PDFDocument4 paginiBNC - Laying of 100, 150, 200, 300 & 400MM GRE Pipelines - Hoshi Zone 1 PDFsebincherianÎncă nu există evaluări
- TCL TV SpecDocument1 paginăTCL TV SpecsebincherianÎncă nu există evaluări
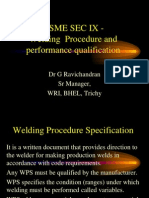
- ASME SEC IX - Welding Procedure and PerfDocument44 paginiASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- ASME SEC IX - Welding Procedure and PerfDocument44 paginiASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- July 2019Document1 paginăJuly 2019sebincherianÎncă nu există evaluări
- Welding Inspector Interview QuestionsDocument5 paginiWelding Inspector Interview QuestionsValli Raju91% (23)
- BNC - Laying of 100, 150, 200, 300 & 400MM GRE Pipelines - Hoshi Zone 1 PDFDocument4 paginiBNC - Laying of 100, 150, 200, 300 & 400MM GRE Pipelines - Hoshi Zone 1 PDFsebincherianÎncă nu există evaluări
- BNC - Dana Gas PipelineDocument4 paginiBNC - Dana Gas PipelinesebincherianÎncă nu există evaluări
- API 580 QB - Mock Up Exam For 5 TH Day-NO KEYDocument25 paginiAPI 580 QB - Mock Up Exam For 5 TH Day-NO KEYsebincherianÎncă nu există evaluări
- Sebin May-2Document2 paginiSebin May-2sebincherianÎncă nu există evaluări
- Certificate: This Is To Certify ThatDocument1 paginăCertificate: This Is To Certify ThatsebincherianÎncă nu există evaluări
- Alaska Maritime/Logistics Document Control and Records Management Procedure Shell Exploration & Production Company (Shell) Alaska Venture 2015Document10 paginiAlaska Maritime/Logistics Document Control and Records Management Procedure Shell Exploration & Production Company (Shell) Alaska Venture 2015sebincherianÎncă nu există evaluări
- Welding Procedure Specification Structural 3G PDFDocument3 paginiWelding Procedure Specification Structural 3G PDFsebincherianÎncă nu există evaluări
- KAHRAMAA Drinking Water Quality RequirmentDocument59 paginiKAHRAMAA Drinking Water Quality RequirmentWael Abdel-MageedÎncă nu există evaluări
- ReadmeDocument9 paginiReadmeamanole_1Încă nu există evaluări
- Database Auditing For Risk Management and Regulatory Compliance Best Practices and New Methods - Donald BurlesonDocument32 paginiDatabase Auditing For Risk Management and Regulatory Compliance Best Practices and New Methods - Donald Burlesonlado55Încă nu există evaluări
- United Nations Security Management SystemDocument7 paginiUnited Nations Security Management SystemAsaadalfaqehÎncă nu există evaluări
- Army SafetyDocument136 paginiArmy SafetykapilÎncă nu există evaluări
- Achieving Excellence in Construction - Procurement and Contract StrategiesDocument24 paginiAchieving Excellence in Construction - Procurement and Contract StrategiesSteven van SchalkwykÎncă nu există evaluări
- Special Events Risk Assessment WorksheetDocument1 paginăSpecial Events Risk Assessment WorksheetavsecÎncă nu există evaluări
- ARM5 1UserGuideDocument44 paginiARM5 1UserGuideKatie BensonÎncă nu există evaluări
- Credit AprisalDocument100 paginiCredit AprisalPAWAR0015Încă nu există evaluări
- הנדסת תוכנה- הרצאה 10 - Project ManagmentDocument11 paginiהנדסת תוכנה- הרצאה 10 - Project ManagmentRonÎncă nu există evaluări
- NanopestDocument27 paginiNanopestBerat GerguriÎncă nu există evaluări
- The AIR Multiple Peril Crop Insurance (MPCI) Model For The U.SDocument8 paginiThe AIR Multiple Peril Crop Insurance (MPCI) Model For The U.SHandoyoÎncă nu există evaluări
- IT GOVERNANCE - Performance Measurement PDFDocument45 paginiIT GOVERNANCE - Performance Measurement PDFDimas Bhoby HandokoÎncă nu există evaluări
- 2022 08 CySADocument15 pagini2022 08 CySAPhuc EVNHCMC-Dang Nguyen HongÎncă nu există evaluări
- Successful Software Development 2nd Edition Prentice HallDocument779 paginiSuccessful Software Development 2nd Edition Prentice HallWalid Rannoo100% (1)
- Ains 22Document5 paginiAins 22blokeÎncă nu există evaluări
- Contemporary Issues in Business AdministrationDocument49 paginiContemporary Issues in Business AdministrationdivyafinleafÎncă nu există evaluări
- Iso 55002-InfoDocument11 paginiIso 55002-InfoVelbonÎncă nu există evaluări
- Data Base Administration Level IV: Shashemene Poly Technique CollegeDocument14 paginiData Base Administration Level IV: Shashemene Poly Technique CollegeMahdi ZeynÎncă nu există evaluări
- Module 1 - Philippine DRRM SystemDocument24 paginiModule 1 - Philippine DRRM SystemJohny Sarangay0% (1)
- Curriculum Vitae: Personal DetailsDocument4 paginiCurriculum Vitae: Personal DetailsGreen Sustain EnergyÎncă nu există evaluări
- Ingles Cronwell PDFDocument3.512 paginiIngles Cronwell PDFChristian SeminarioÎncă nu există evaluări
- 2nd Year Social Behavior Law and EthicsDocument49 pagini2nd Year Social Behavior Law and EthicsProfessor100% (1)
- Vigilance ReportingDocument6 paginiVigilance Reportingashwin AshwinÎncă nu există evaluări
- RM Project FINALDocument27 paginiRM Project FINALNaitik ThakkarÎncă nu există evaluări
- DNV Position Paper On Key Aspects of An Effective U S Offshore Safety Regime 22 July 2010Document14 paginiDNV Position Paper On Key Aspects of An Effective U S Offshore Safety Regime 22 July 2010userscribd2011Încă nu există evaluări
- Business Risk & Controls SR As Description at Wells FargoDocument7 paginiBusiness Risk & Controls SR As Description at Wells Fargoc sekarÎncă nu există evaluări
- Credit Risk Grading Manual: NOVEMBER, 2005Document45 paginiCredit Risk Grading Manual: NOVEMBER, 2005linconÎncă nu există evaluări
- Lieutenant Commander Qaiser Saleem: ContactDocument7 paginiLieutenant Commander Qaiser Saleem: ContactMuhammad ZeeshanÎncă nu există evaluări
- Capm Question BankDocument54 paginiCapm Question Bankonline marketingÎncă nu există evaluări
- Meaningful Stakeholder EngagementDocument40 paginiMeaningful Stakeholder EngagementAnkitaVerma100% (1)
- Challenges Encountered in The Implementation of School Disaster Risk Reduction Management Program of The Public High School in District I Marikina City: Basis For An Action PlanDocument10 paginiChallenges Encountered in The Implementation of School Disaster Risk Reduction Management Program of The Public High School in District I Marikina City: Basis For An Action PlanPsychology and Education: A Multidisciplinary JournalÎncă nu există evaluări