S-ar putea să vă placă și
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Nde ProceduresDocument66 paginiNde Proceduressoumaya yahyaouiÎncă nu există evaluări
- Wtm-046 RT Procedure Aws D 1.1 2010-V01Document16 paginiWtm-046 RT Procedure Aws D 1.1 2010-V01Wisüttisäk Peäröön100% (2)
- Approval of MPI ProcedureDocument17 paginiApproval of MPI ProcedureimranÎncă nu există evaluări
- Ultrasonic ExaminationDocument14 paginiUltrasonic ExaminationLiliÎncă nu există evaluări
- Paut Inspection Report: Client Rfi NoDocument6 paginiPaut Inspection Report: Client Rfi NoThiru Maran MasterscanÎncă nu există evaluări
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 paginiAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyÎncă nu există evaluări
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 paginiDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshÎncă nu există evaluări
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 paginiP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonÎncă nu există evaluări
- Ultrasonic Testing of Tube To Tube SheetDocument6 paginiUltrasonic Testing of Tube To Tube SheetDARSHIL RAJPURAÎncă nu există evaluări
- CMAP Reporting - Operating ManualDocument46 paginiCMAP Reporting - Operating ManualJesus E ContrerasÎncă nu există evaluări
- UT Shear Wave Skip Distances and Search For Indications LabDocument4 paginiUT Shear Wave Skip Distances and Search For Indications Lab1248a9a9a1q3we71Încă nu există evaluări
- PT - Level 2 - S - 002 - Revised by RVMDocument4 paginiPT - Level 2 - S - 002 - Revised by RVMkingstonÎncă nu există evaluări
- D-p5-Bv-pd-003 - PT, Issue 01, Rev 00 - Liquid Penetrant ExaminationDocument55 paginiD-p5-Bv-pd-003 - PT, Issue 01, Rev 00 - Liquid Penetrant ExaminationThinh NguyenÎncă nu există evaluări
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Document32 paginiBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoÎncă nu există evaluări
- Lamtiation Ut ProcdureDocument12 paginiLamtiation Ut ProcduremnmsingamÎncă nu există evaluări
- Guidelines For The Preparation and Grading of NDTDocument4 paginiGuidelines For The Preparation and Grading of NDTL...nÎncă nu există evaluări
- Lesson 3 - IsO 9712Document13 paginiLesson 3 - IsO 9712Abdelaziz AbdoÎncă nu există evaluări
- 01-Introduction To OMNIDocument19 pagini01-Introduction To OMNIvibinkumars100% (1)
- AWSD1.1 Procedure UtDocument19 paginiAWSD1.1 Procedure Utkevin desai50% (2)
- NDTDocument42 paginiNDTshahazad100% (1)
- D-p5-Bv-pd-011 - Iris, Issue 01, Rev 00 - Internal Rotary Inspection SystemDocument11 paginiD-p5-Bv-pd-011 - Iris, Issue 01, Rev 00 - Internal Rotary Inspection SystemThinh NguyenÎncă nu există evaluări
- VT Procedure 1Document1 paginăVT Procedure 1Mahmoud Alwasif50% (2)
- Final Draft en Iso Fdis 15548-2 - 2007Document39 paginiFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenÎncă nu există evaluări
- NPS-SOP-CNDT-001 Rev 0 Written Practice - Temp UpdatesDocument12 paginiNPS-SOP-CNDT-001 Rev 0 Written Practice - Temp UpdatesYusuf bagewadiÎncă nu există evaluări
- Digital Radiography ReportDocument7 paginiDigital Radiography ReportadityaromasÎncă nu există evaluări
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingDocument40 paginiD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenÎncă nu există evaluări
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesDocument2 paginiVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiÎncă nu există evaluări
- NDT-P-029, UT Procedure B & C Scan TechniqueDocument10 paginiNDT-P-029, UT Procedure B & C Scan TechniqueMohamed HassanÎncă nu există evaluări
- D-p5-Bv-pd-010 - MFL, Issue 01, Rev 00 - Magnetic Flux Leakage TestDocument12 paginiD-p5-Bv-pd-010 - MFL, Issue 01, Rev 00 - Magnetic Flux Leakage TestThinh Nguyen100% (1)
- BIX - RT ProcedureDocument36 paginiBIX - RT ProcedureEduard Abastillas100% (1)
- Agpl QP RFT 03 PDFDocument8 paginiAgpl QP RFT 03 PDFMaged Ali RaghebÎncă nu există evaluări
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 paginiD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenÎncă nu există evaluări
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 paginiNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarÎncă nu există evaluări
- Dye Penetrant Inspection ProcedureDocument7 paginiDye Penetrant Inspection ProcedureNDTInstructor100% (1)
- NDT For WeldersDocument66 paginiNDT For WelderssameeraÎncă nu există evaluări
- D-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationDocument101 paginiD-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationThinh NguyenÎncă nu există evaluări
- Introduction To PT - 26.10Document85 paginiIntroduction To PT - 26.10Man Nguyen TheÎncă nu există evaluări
- D p5 BV Ms 012 Msra For BorescopeDocument4 paginiD p5 BV Ms 012 Msra For BorescopeThinh NguyenÎncă nu există evaluări
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 paginiD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenÎncă nu există evaluări
- NDTDocument38 paginiNDTNishant B MayekarÎncă nu există evaluări
- Ndt203-Ut Level IIDocument71 paginiNdt203-Ut Level IImahmoud_allam3Încă nu există evaluări
- G S Earth WireDocument10 paginiG S Earth WiresaratÎncă nu există evaluări
- LPI Course Notes Rev 1.9Document105 paginiLPI Course Notes Rev 1.9scandalthegoodÎncă nu există evaluări
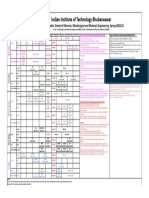
- ISNT Course Calendar For 2023-2024Document5 paginiISNT Course Calendar For 2023-2024Murugesh pÎncă nu există evaluări
- High Temperature Ultrasonic ThicknessDocument77 paginiHigh Temperature Ultrasonic ThicknessAshfaq AnwerÎncă nu există evaluări
- Mock Report PDFDocument22 paginiMock Report PDFArslan ZafarÎncă nu există evaluări
- NDT Application FormDocument4 paginiNDT Application FormAhmed Shaban KotbÎncă nu există evaluări
- 18 Requirements Cswip Es NDTDocument12 pagini18 Requirements Cswip Es NDTAnonymous 95dlTK1McÎncă nu există evaluări
- Mock Up Test ProcedureRev 0Document7 paginiMock Up Test ProcedureRev 0Trung Tinh HoÎncă nu există evaluări
- NDT Training BrochureDocument4 paginiNDT Training BrochureSafiq UddinÎncă nu există evaluări
- Liquid Penetrant TestingDocument11 paginiLiquid Penetrant Testingaamirapi100% (1)
- 05 Ultrasonic Test Procedure 500405Document11 pagini05 Ultrasonic Test Procedure 500405Sefa KasapogluÎncă nu există evaluări
- PT Level-2Document22 paginiPT Level-2Surendra KamalÎncă nu există evaluări
- PCN OutlineDocument26 paginiPCN Outlinekendall0609Încă nu există evaluări
- L4-UAE-046E (Rev 4) Densitometer Calibration ProcedureDocument4 paginiL4-UAE-046E (Rev 4) Densitometer Calibration ProcedureRahul DubeyÎncă nu există evaluări
- Wtm-045 RT Procedure Asme V 2010-V01Document18 paginiWtm-045 RT Procedure Asme V 2010-V01Wisüttisäk Peäröön100% (1)
- Wtm-059 RT Procedure Aws D 1.5 2010-V01Document17 paginiWtm-059 RT Procedure Aws D 1.5 2010-V01Wisüttisäk PeäröönÎncă nu există evaluări
- Saep 1144Document22 paginiSaep 1144shaban100% (1)
- NDT MT ProcedureDocument14 paginiNDT MT ProcedureSandiSandii100% (2)
- WIS Plate Exe NV (TWI)Document26 paginiWIS Plate Exe NV (TWI)Wisüttisäk Peäröön0% (1)
- Liquid Penetrant Test: Visual Inspection Results: Additional DetailsDocument4 paginiLiquid Penetrant Test: Visual Inspection Results: Additional DetailsWisüttisäk PeäröönÎncă nu există evaluări
- Tank 305Document74 paginiTank 305tutuionutÎncă nu există evaluări
- Ge Usm GoDocument190 paginiGe Usm GoDeepakÎncă nu există evaluări
- Chemical Composition of Stainless SteelDocument7 paginiChemical Composition of Stainless SteelWisüttisäk PeäröönÎncă nu există evaluări
- WIS10 GraphsDocument15 paginiWIS10 GraphsWisüttisäk PeäröönÎncă nu există evaluări
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 paginiLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- TESTINGDocument7 paginiTESTINGSoner Kulte100% (1)
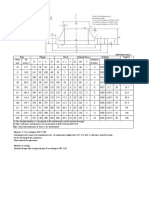
- Din Flange Din 2627: (Dimensions in MM.)Document12 paginiDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönÎncă nu există evaluări
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 paginiWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Chemical Composition of Stainless SteelDocument7 paginiChemical Composition of Stainless SteelWisüttisäk PeäröönÎncă nu există evaluări
- Ello World DDocument1 paginăEllo World DWisüttisäk PeäröönÎncă nu există evaluări
- RI Defect CausesDocument50 paginiRI Defect CausesWisüttisäk Peäröön100% (3)
- Wtm-045 RT Procedure Asme V 2010-V01Document18 paginiWtm-045 RT Procedure Asme V 2010-V01Wisüttisäk Peäröön100% (1)
- CSWIP Welding Inspection Notes and QuestionsDocument133 paginiCSWIP Welding Inspection Notes and Questionslram70100% (20)
- ASME B31 3 2014 NDT Acceptance PDFDocument9 paginiASME B31 3 2014 NDT Acceptance PDFWisüttisäk Peäröön100% (1)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 paginiWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Wtm-059 RT Procedure Aws D 1.5 2010-V01Document17 paginiWtm-059 RT Procedure Aws D 1.5 2010-V01Wisüttisäk PeäröönÎncă nu există evaluări
- WTM-053 Safety Procedure in Radiographic WorkDocument15 paginiWTM-053 Safety Procedure in Radiographic WorkWisüttisäk PeäröönÎncă nu există evaluări
- Ello World DDocument1 paginăEllo World DWisüttisäk PeäröönÎncă nu există evaluări
- Ello World DDocument1 paginăEllo World DWisüttisäk PeäröönÎncă nu există evaluări
- Medical ReferenceDocument1 paginăMedical ReferenceWisüttisäk PeäröönÎncă nu există evaluări
- CV Grish BoonsakhonDocument7 paginiCV Grish BoonsakhonWisüttisäk PeäröönÎncă nu există evaluări
- Ello World DDocument1 paginăEllo World DWisüttisäk PeäröönÎncă nu există evaluări
- Ello World DDocument1 paginăEllo World DWisüttisäk PeäröönÎncă nu există evaluări
- Liebherr LN 252-3 Zinco FinoDocument6 paginiLiebherr LN 252-3 Zinco FinowiroÎncă nu există evaluări
- Intermetallics PDFDocument4 paginiIntermetallics PDFgurudev001Încă nu există evaluări
- 6-Surface Hardening PDFDocument11 pagini6-Surface Hardening PDFSohanur RahmanÎncă nu există evaluări
- SMMMEDocument1 paginăSMMMEyenacixÎncă nu există evaluări
- 3 Sem GTU TTDocument5 pagini3 Sem GTU TTshyjuother9773Încă nu există evaluări
- Bronze Age Crucibles From The Kastro - PaDocument2 paginiBronze Age Crucibles From The Kastro - PaRosa FiorentinoÎncă nu există evaluări
- Automotive SteelsDocument12 paginiAutomotive SteelspratyaygeminiÎncă nu există evaluări
- BWB - PRIME Approval List: AIRBUS INDUSTRIES: WWW - Flugzeuggalvanik.deDocument8 paginiBWB - PRIME Approval List: AIRBUS INDUSTRIES: WWW - Flugzeuggalvanik.deVIJAY YADAVÎncă nu există evaluări
- 2023 Solid-State Welding of Aluminum To Magnesium Alloys A ReviewDocument23 pagini2023 Solid-State Welding of Aluminum To Magnesium Alloys A Reviewguravshubham7777Încă nu există evaluări
- High Strength Steel Part-01 PDFDocument46 paginiHigh Strength Steel Part-01 PDFkatfy1Încă nu există evaluări
- A1AC Boundary Sample CastingDocument4 paginiA1AC Boundary Sample CastingShiva SrtÎncă nu există evaluări
- 17-7ph TechsummaryDocument3 pagini17-7ph Techsummarytahera aqeel100% (1)
- Lec 1 Manufacturing Processes HAFDocument11 paginiLec 1 Manufacturing Processes HAFZaky MuzaffarÎncă nu există evaluări
- Through-Hardening Low Alloy Steel Bar 4340: Colour Code: Jade (Band) - MarigoldDocument3 paginiThrough-Hardening Low Alloy Steel Bar 4340: Colour Code: Jade (Band) - Marigoldl_aguilar_mÎncă nu există evaluări
- سنوات سابقة خواصDocument64 paginiسنوات سابقة خواصmechanical depÎncă nu există evaluări
- Production and Machinery: Wikov Manufacturing FacilityDocument2 paginiProduction and Machinery: Wikov Manufacturing FacilitytayefehÎncă nu există evaluări
- AS 2027-2007 Abrasive-Resistant Cast IronsDocument25 paginiAS 2027-2007 Abrasive-Resistant Cast Ironsvkkt2016Încă nu există evaluări
- Outokumpu Stainless Steel Wall Chart PDFDocument1 paginăOutokumpu Stainless Steel Wall Chart PDFcnaren67Încă nu există evaluări
- Fine Print of MetallurgyDocument6 paginiFine Print of MetallurgydhruvÎncă nu există evaluări
- Mixture Word ProblemsDocument2 paginiMixture Word ProblemsfirstclassÎncă nu există evaluări
- Fe-C Phase Transformations and Hardening of Steel, ContinuedDocument21 paginiFe-C Phase Transformations and Hardening of Steel, ContinuedchenshicatherineÎncă nu există evaluări
- Corrosion - Wikipedia, The Free EncyclopediaDocument14 paginiCorrosion - Wikipedia, The Free EncyclopediaSanthosh Reddy BÎncă nu există evaluări
- Sinter CastDocument6 paginiSinter Castsiva100% (1)
- YG1ENMXMILLDocument2 paginiYG1ENMXMILLKING Rooster PlayÎncă nu există evaluări
- Ps2-Heat Treatment - Gas CarburizingDocument17 paginiPs2-Heat Treatment - Gas CarburizingMine Bautista SantiagoÎncă nu există evaluări
- Welding Metallurgy For The Welding InspectorDocument27 paginiWelding Metallurgy For The Welding InspectorAnonymous XzGgqTÎncă nu există evaluări
- Astm f136-02 PDFDocument4 paginiAstm f136-02 PDFalfred2000Încă nu există evaluări
- Carbides in High Chromium Cast IronsDocument8 paginiCarbides in High Chromium Cast IronsLewy HandleÎncă nu există evaluări
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 paginiIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100Încă nu există evaluări
- NASA Process Specification For Nickel PlatingDocument10 paginiNASA Process Specification For Nickel PlatingRam ViswanathanÎncă nu există evaluări