S-ar putea să vă placă și
- Procesos de extrusión para plásticosDocument26 paginiProcesos de extrusión para plásticosLeon GalindoÎncă nu există evaluări
- Extrusion de PVCDocument11 paginiExtrusion de PVCGusta Hugo Huamani FonsecaÎncă nu există evaluări
- El Proceso de TermoformadoDocument3 paginiEl Proceso de TermoformadoDaniel PerezÎncă nu există evaluări
- Reporte de ExtrusiónDocument7 paginiReporte de ExtrusiónEvelin HernandezÎncă nu există evaluări
- Informe de Materiales PlásticosDocument4 paginiInforme de Materiales PlásticosWillam ApazaÎncă nu există evaluări
- Polietileno de Baja Densidad ProyectoDocument20 paginiPolietileno de Baja Densidad ProyectoSofi SanipatinÎncă nu există evaluări
- Plastico 2017Document43 paginiPlastico 2017Maii LopezÎncă nu există evaluări
- TEMA 5 Tipos de PlásticosDocument49 paginiTEMA 5 Tipos de PlásticosDulce Lucía Lara GarcíaÎncă nu există evaluări
- Taller Sobre Los Pictogramas y Tipos de ResiduosDocument23 paginiTaller Sobre Los Pictogramas y Tipos de ResiduosLuisa RobayoÎncă nu există evaluări
- Proceso de Fabricación en El PlásticoDocument10 paginiProceso de Fabricación en El PlásticoEdwin Ismet Flores RosilloÎncă nu există evaluări
- Plasticos PVC InformeDocument22 paginiPlasticos PVC InformeLuisOlayaÎncă nu există evaluări
- Plásticos Industriales y Su ProcesamientoDocument27 paginiPlásticos Industriales y Su ProcesamientoStark DeividÎncă nu există evaluări
- El PVC (Policloruro de Vinilo) : - Un 57% Del Cloruro de Sodio O Sal Común (Clna), Fuente Inagotable - Un 43% Del PetróleoDocument23 paginiEl PVC (Policloruro de Vinilo) : - Un 57% Del Cloruro de Sodio O Sal Común (Clna), Fuente Inagotable - Un 43% Del PetróleoJoel EscorchaÎncă nu există evaluări
- Alcantarilla DoDocument14 paginiAlcantarilla DoJavier Fernando Lavado TerronesÎncă nu există evaluări
- Anuario Estadístico Anipac 2021Document234 paginiAnuario Estadístico Anipac 2021lonjinusÎncă nu există evaluări
- Producción de jeringas hipodérmicasDocument9 paginiProducción de jeringas hipodérmicasMauricio Manrique Maldonado100% (3)
- PPPPDocument9 paginiPPPPricardo andres guillen rivadeneiraÎncă nu există evaluări
- Curso de Extrusion IIDocument98 paginiCurso de Extrusion IIMarce LeonÎncă nu există evaluări
- Trabajo de Procesos TermoplasticosDocument57 paginiTrabajo de Procesos TermoplasticosMaxis Gonzalez100% (2)
- PVC en La ConstruccionDocument21 paginiPVC en La ConstruccionBrayan Taboada PachecoÎncă nu există evaluări
- Composición y elaboración de termoplásticosDocument15 paginiComposición y elaboración de termoplásticosALEXINTRIAGO137Încă nu există evaluări
- SopladoDocument28 paginiSopladoLeonard NovoaÎncă nu există evaluări
- Copia de Exposicion de Diseño de Herramientas 6 7pm.2Document14 paginiCopia de Exposicion de Diseño de Herramientas 6 7pm.2E ReyesÎncă nu există evaluări
- PlastigamaDocument7 paginiPlastigamaRenato GomezÎncă nu există evaluări
- Grupo2 Molde SopladoDocument14 paginiGrupo2 Molde Sopladomiguel jaramilloÎncă nu există evaluări
- El Plastico en La ConstruccionDocument11 paginiEl Plastico en La ConstruccionMartin Palma0% (1)
- Ensayo Final - Plastico Leidy SalgueroDocument8 paginiEnsayo Final - Plastico Leidy SalgueroDiana Montaña ColmenaresÎncă nu există evaluări
- Ensayo Del Procedimiento de Construcción Del PVCDocument5 paginiEnsayo Del Procedimiento de Construcción Del PVCGabriel MarinÎncă nu există evaluări
- Plastico ReforzadoDocument13 paginiPlastico Reforzadoaleg_naÎncă nu există evaluări
- Trabajo FinalDocument46 paginiTrabajo FinalMarco Aguirre ObregonÎncă nu există evaluări
- Proyecto Maquina de Extruccion de Plasticos Proyecto Final Equipo 4Document17 paginiProyecto Maquina de Extruccion de Plasticos Proyecto Final Equipo 4richard mendoza sanches100% (1)
- Informe Policloruro de ViniloDocument17 paginiInforme Policloruro de ViniloKrishyun AkabaneÎncă nu există evaluări
- Apuntes - Modulo ElasticoDocument7 paginiApuntes - Modulo ElasticoJhonatan Yujra TÎncă nu există evaluări
- Inyeccion de Plasticos SenatiDocument149 paginiInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- Eso 3 Tema 2 PlasticosDocument11 paginiEso 3 Tema 2 Plasticosjuanma1979Încă nu există evaluări
- Diferentes Tipos de Tuberías y Sus CaracterísticasDocument25 paginiDiferentes Tipos de Tuberías y Sus CaracterísticasJeriel MercedesÎncă nu există evaluări
- Procesamiento de Los PlasticosDocument14 paginiProcesamiento de Los PlasticosBlanka SalasÎncă nu există evaluări
- Industria Del PlasticoDocument11 paginiIndustria Del PlasticoAna RiveroÎncă nu există evaluări
- Introducción a las Propiedades y Procesamiento de los PlásticosDocument29 paginiIntroducción a las Propiedades y Procesamiento de los PlásticosKatyuska Aragon AvilezÎncă nu există evaluări
- Polimeros Unidad7 Eduardozamudio.Document34 paginiPolimeros Unidad7 Eduardozamudio.Eduardo ZamudioÎncă nu există evaluări
- Extrusión moldeo principalesDocument12 paginiExtrusión moldeo principalesAli DorantesÎncă nu există evaluări
- POLIESTIRENODocument11 paginiPOLIESTIRENOIgnacio ChávezÎncă nu există evaluări
- PLASTICOS Tuberias PlacticasDocument14 paginiPLASTICOS Tuberias PlacticasYhampol CordovaÎncă nu există evaluări
- Aplicaciones PVCDocument4 paginiAplicaciones PVCArath TorresÎncă nu există evaluări
- Tipos de PlásticosDocument13 paginiTipos de Plásticoshurtadofelipe1Încă nu există evaluări
- Empresa ViniballDocument44 paginiEmpresa ViniballGlendy Gomero100% (1)
- Informe Policloruro de ViniloDocument16 paginiInforme Policloruro de ViniloDavid Eduardo Páez Rodríguez100% (1)
- Cercha en PVCDocument18 paginiCercha en PVCLeidyJohannaOrtizÎncă nu există evaluări
- Wa0011.Document39 paginiWa0011.AldooÎncă nu există evaluări
- Procesamiento de polímeros por inyección y extrusiónDocument6 paginiProcesamiento de polímeros por inyección y extrusiónDavid MÎncă nu există evaluări
- Trabajo de PultrusionDocument9 paginiTrabajo de Pultrusionpaula daniela ramirez romeroÎncă nu există evaluări
- Diapositivas PVCDocument19 paginiDiapositivas PVCMiltonYoserInfantesMontero100% (1)
- Policloruro de ViniloDocument15 paginiPolicloruro de ViniloEstefany BonifazÎncă nu există evaluări
- Sesion 6.1Document4 paginiSesion 6.1Katherine Albornoz SalvadorÎncă nu există evaluări
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De la EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Încă nu există evaluări
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe la EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaÎncă nu există evaluări
- Fabricación de tapones aglomerados. MAMA0109De la EverandFabricación de tapones aglomerados. MAMA0109Încă nu există evaluări
- Trabajos singulares y de remate en fachadas transventiladas. IEXD0409De la EverandTrabajos singulares y de remate en fachadas transventiladas. IEXD0409Încă nu există evaluări
- Materias y productos para encuadernación. ARGC0110De la EverandMaterias y productos para encuadernación. ARGC0110Încă nu există evaluări
- Manual de Gestión de Almacén PDFDocument247 paginiManual de Gestión de Almacén PDFMisael Nava100% (1)
- POLIANTEADocument88 paginiPOLIANTEADavidAnibal100% (2)
- POLIANTEADocument88 paginiPOLIANTEADavidAnibal100% (2)
- Norma ChileDocument4 paginiNorma ChileYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Guia Auditoria Senasa - AffcoDocument11 paginiGuia Auditoria Senasa - AffcoYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- FODADocument2 paginiFODAYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Manual 5S PDFDocument56 paginiManual 5S PDFcarmat123456789100% (3)
- Seguridad y Salud OcupacionalDocument5 paginiSeguridad y Salud OcupacionalYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Que Es La OEE y Como Se CalculaDocument3 paginiQue Es La OEE y Como Se CalculaJose RojasÎncă nu există evaluări
- Proceso de Elaboraciòn de TortasDocument5 paginiProceso de Elaboraciòn de TortasYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Caracterizacion de Procesos SujetarDocument13 paginiCaracterizacion de Procesos SujetarYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- 5 Por QueDocument6 pagini5 Por QueYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- 5 Por QueDocument1 pagină5 Por QueYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Manual de BPM CateringDocument45 paginiManual de BPM CateringYsyson Jhoel Sullca Zamora100% (1)
- 16THRN303Document1 pagină16THRN303Ysyson Jhoel Sullca ZamoraÎncă nu există evaluări
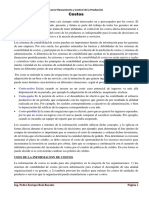
- PCP Separata Costos de ProducciónDocument10 paginiPCP Separata Costos de ProducciónYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- 16THRN303Document37 pagini16THRN303Ysyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Ejercicio MRP I y II resueltosDocument3 paginiEjercicio MRP I y II resueltosAniblis Choque69% (55)
- Trabajo de Fresadora CNCDocument15 paginiTrabajo de Fresadora CNCYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- 5 Por QueDocument6 pagini5 Por QueYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Mantenimiento (Operario Electromecanico - Calderista)Document6 paginiMantenimiento (Operario Electromecanico - Calderista)Ysyson Jhoel Sullca ZamoraÎncă nu există evaluări
- 4.guía de Procedimientos de Control de Materias Primas PDFDocument106 pagini4.guía de Procedimientos de Control de Materias Primas PDFYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- Diseño Del Puesto de Trabajo PDFDocument36 paginiDiseño Del Puesto de Trabajo PDFYsyson Jhoel Sullca ZamoraÎncă nu există evaluări
- MRP I y MRP IIDocument5 paginiMRP I y MRP IIJeremi Medina SotomayorÎncă nu există evaluări
- Comenzar Con DropboxDocument4 paginiComenzar Con Dropboxvalsar33Încă nu există evaluări
- Ejercicios Balanceo de LineasDocument14 paginiEjercicios Balanceo de LineasJuan Camilo Fajardo Gallego100% (1)
- Comenzar Con DropboxDocument4 paginiComenzar Con Dropboxvalsar33Încă nu există evaluări
- Costos TiposDocument7 paginiCostos TiposjhonsrÎncă nu există evaluări
- MRP I y MRP IIDocument5 paginiMRP I y MRP IIJeremi Medina SotomayorÎncă nu există evaluări
- Ficha Tecnica - Cinc Claro Z350Document1 paginăFicha Tecnica - Cinc Claro Z350Percy MejiaÎncă nu există evaluări
- Qué Es Un Agente de CambioDocument9 paginiQué Es Un Agente de CambioReyna ParejaRamírezÎncă nu există evaluări
- Capitulo I y II Del Codigo Nacional de ElectricidadDocument36 paginiCapitulo I y II Del Codigo Nacional de ElectricidadFrank CastañedaÎncă nu există evaluări
- Recubrimiento en Continuo Por Inmersión en Caliente. Galvanizado.Document9 paginiRecubrimiento en Continuo Por Inmersión en Caliente. Galvanizado.VampiroÎncă nu există evaluări
- Folleto Midsa 2010 - Mar Industrial Distribuidora Sa de CVDocument16 paginiFolleto Midsa 2010 - Mar Industrial Distribuidora Sa de CVjguz133Încă nu există evaluări
- AMEF SillínDocument7 paginiAMEF SillínSara IbarraÎncă nu există evaluări
- Manual Usuario Heyer Modular NDocument75 paginiManual Usuario Heyer Modular NJM100% (2)
- Problemas CorotcircuitoDocument10 paginiProblemas CorotcircuitoAlbert Huarhua TupayachiÎncă nu există evaluări
- Extraccion de PectinaDocument10 paginiExtraccion de PectinaEverthÎncă nu există evaluări
- Libro de Memorias Ix FestivalDocument330 paginiLibro de Memorias Ix FestivalRonald AriasÎncă nu există evaluări
- Cochinillo Segoviano Al Horno. Receta Tradicional - Recetasderechupete PDFDocument3 paginiCochinillo Segoviano Al Horno. Receta Tradicional - Recetasderechupete PDFrebemadridÎncă nu există evaluări
- Cables para TunelesDocument8 paginiCables para Tunelesmac100% (1)
- LADRILLODocument151 paginiLADRILLOMarvin FloresÎncă nu există evaluări
- Práctica 1.electroscopioDocument14 paginiPráctica 1.electroscopioJuan PixcarÎncă nu există evaluări
- Guia Practica de Ecologia UrbanaDocument52 paginiGuia Practica de Ecologia UrbanaAle Lí100% (2)
- Taichi y El Envejecimiento Cognitivo PDFDocument23 paginiTaichi y El Envejecimiento Cognitivo PDFJuanManuelValenciaÎncă nu există evaluări
- Esp Tec ElectricasDocument27 paginiEsp Tec ElectricasRoy FerdinandÎncă nu există evaluări
- CONSERVA2Document14 paginiCONSERVA2Misa AmaneÎncă nu există evaluări
- Proyecto ChorizoDocument34 paginiProyecto Chorizosharleth100% (5)
- LA MEDICINA DEL GATO Que Lo DisfrutesDocument247 paginiLA MEDICINA DEL GATO Que Lo DisfrutesBeatriz Cardenas0% (1)
- Haplophyllum Linifolium (L.) G. Don Fil, Y UNA LILIÁCEA, Lilium Pyrenaicum GouanDocument51 paginiHaplophyllum Linifolium (L.) G. Don Fil, Y UNA LILIÁCEA, Lilium Pyrenaicum GouanCamila Andrea Ferreira HernándezÎncă nu există evaluări
- Estructura Cúbica Centrada en El CuerpoDocument7 paginiEstructura Cúbica Centrada en El Cuerporoman100% (2)
- Biochar 1Document16 paginiBiochar 1Hugo MoraÎncă nu există evaluări
- Contaminación atmosférica por lanzamientos espacialesDocument2 paginiContaminación atmosférica por lanzamientos espacialesdayeÎncă nu există evaluări
- Cultivo de Peces en JaulasDocument30 paginiCultivo de Peces en JaulasVictor H Bejarano100% (1)
- Modelo Gestion Panaderia Carcel Pereira PDFDocument125 paginiModelo Gestion Panaderia Carcel Pereira PDFJuan Briceño100% (2)
- Tierra de Diatomeas GeneralidadesDocument7 paginiTierra de Diatomeas GeneralidadesLozano FreddyÎncă nu există evaluări
- Reporte de PracticasDocument33 paginiReporte de PracticasTeffy SuarezÎncă nu există evaluări
- Asociación Nacional de Energía SolarDocument27 paginiAsociación Nacional de Energía SolareeÎncă nu există evaluări
- FPDocument32 paginiFPSofii ArevaloÎncă nu există evaluări