S-ar putea să vă placă și
- Carr and Latham's Technology of Clothing ManufactureDe la EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerEvaluare: 4 din 5 stele4/5 (1)
- Impact of Organized RetailDocument6 paginiImpact of Organized RetailPushpak Singh0% (1)
- NIFT Students Explore Marketing Activities of MerchandisingDocument49 paginiNIFT Students Explore Marketing Activities of MerchandisingzahidÎncă nu există evaluări
- Apparel Marketing and MerchandisingDocument4 paginiApparel Marketing and Merchandisingmeghana rajÎncă nu există evaluări
- Fashion Product Marketing & Merchandising Class NotesDocument60 paginiFashion Product Marketing & Merchandising Class NotesISHITAÎncă nu există evaluări
- IE QuestionDocument2 paginiIE Questiontextile028Încă nu există evaluări
- Implementing Industrial Engineering As A Tool in The IndustryDocument37 paginiImplementing Industrial Engineering As A Tool in The IndustryMeenal GraceÎncă nu există evaluări
- SQL Server 2005 and AccuMarkDocument16 paginiSQL Server 2005 and AccuMarkDora BA100% (1)
- ReportDocument67 paginiReporthrithika100% (1)
- Assignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDocument13 paginiAssignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDebasis BhowmikÎncă nu există evaluări
- Reduce Garment Export Waste ProfitsDocument8 paginiReduce Garment Export Waste Profitsanshushah_144850168Încă nu există evaluări
- Roles and Responsibilities of A FASHION DESIGNERDocument10 paginiRoles and Responsibilities of A FASHION DESIGNERFatimah TabassumÎncă nu există evaluări
- QC Tools in Apparel Industry Submitted by Priyanka KumariDocument22 paginiQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royÎncă nu există evaluări
- Data Management For Apparel BusinessDocument3 paginiData Management For Apparel BusinessAneesha Panda100% (1)
- Advanced Apparel Manufacturing ManagementDocument27 paginiAdvanced Apparel Manufacturing ManagementPrachi YashÎncă nu există evaluări
- Ergonomics in The Garment IndustryDocument1 paginăErgonomics in The Garment IndustryGordana ČolovićÎncă nu există evaluări
- Application of Operation Research in Fashion IndustryDocument6 paginiApplication of Operation Research in Fashion Industrymyratnesh100% (4)
- Methods of Improving Productivity in AppDocument12 paginiMethods of Improving Productivity in AppThịnh Nguyễn HữuÎncă nu există evaluări
- Productivity in Apparel ManufacturingDocument7 paginiProductivity in Apparel ManufacturingAmar Nath PrasadÎncă nu există evaluări
- Roi For Basic Level and Higest Level of TechnologyDocument30 paginiRoi For Basic Level and Higest Level of Technologyankurmakhija100% (2)
- Apparel Quality Management Case StudyDocument10 paginiApparel Quality Management Case StudyrishiÎncă nu există evaluări
- Features and benefits of modular production systemsDocument2 paginiFeatures and benefits of modular production systemsDrBollapu SudarshanÎncă nu există evaluări
- 3 Apparel Production Systems ComparedDocument8 pagini3 Apparel Production Systems Comparedghosh7171Încă nu există evaluări
- Plant Layout - IDocument16 paginiPlant Layout - ITanya rajÎncă nu există evaluări
- 5S Implementation in Apparel IndustryDocument9 pagini5S Implementation in Apparel IndustryAlpha Excellence consultingÎncă nu există evaluări
- Plant Layout Trouser Production UPSDocument50 paginiPlant Layout Trouser Production UPSSanjit Pandey100% (3)
- Quality Control in Garment IndustryDocument4 paginiQuality Control in Garment IndustryOnlineClothing Study100% (1)
- Product Analysis and Development Assignment 1Document33 paginiProduct Analysis and Development Assignment 1yaswanthÎncă nu există evaluări
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDocument50 paginiArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaÎncă nu există evaluări
- Pre-production process overviewDocument7 paginiPre-production process overviewsanyaÎncă nu există evaluări
- Standardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Document8 paginiStandardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Anish RajÎncă nu există evaluări
- GP Report QC 1Document50 paginiGP Report QC 1Rohan JetlingÎncă nu există evaluări
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDocument80 paginiImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedÎncă nu există evaluări
- IQC BodyDocument66 paginiIQC BodyMelissa DelgadoÎncă nu există evaluări
- Rationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementDocument57 paginiRationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementanishaÎncă nu există evaluări
- Scap Assignment 2: Submitted To: Submitted byDocument12 paginiScap Assignment 2: Submitted To: Submitted bySurmayee UmatheÎncă nu există evaluări
- L-5 (Marker Making)Document17 paginiL-5 (Marker Making)Kashfmm100% (1)
- Fast React Evolve Case Study MaduraDocument2 paginiFast React Evolve Case Study MaduraNt93100% (1)
- Enterprise Resourse PlanningDocument13 paginiEnterprise Resourse PlanningNavya RaoÎncă nu există evaluări
- Apparel Intership Report RahulDocument28 paginiApparel Intership Report RahulRohan JetlingÎncă nu există evaluări
- Padmasri KJ GP DocumentDocument115 paginiPadmasri KJ GP DocumentPadmasri JeyakumarÎncă nu există evaluări
- Marker MakingDocument12 paginiMarker MakingsachipalÎncă nu există evaluări
- Sewing Defects in Apparel IndustryDocument3 paginiSewing Defects in Apparel IndustryMadhavi Ajay NagarÎncă nu există evaluări
- 1 PRoductivityDocument45 pagini1 PRoductivityfaiaz joyÎncă nu există evaluări
- Diploma in Apparel Merchandising (LANKA CLOTHING)Document23 paginiDiploma in Apparel Merchandising (LANKA CLOTHING)shahdhk100% (1)
- Zara Case Study - Amazing)Document46 paginiZara Case Study - Amazing)Sudha Bharatan100% (2)
- Smed PDFDocument7 paginiSmed PDFMohit TusherÎncă nu există evaluări
- RM EditDocument48 paginiRM EditnikitaÎncă nu există evaluări
- Richa and Company Anand Sumedh Vikas BhindwarDocument139 paginiRicha and Company Anand Sumedh Vikas BhindwarTanya choudharyÎncă nu există evaluări
- Advancements in Garment Manufacturing TechnologyDocument19 paginiAdvancements in Garment Manufacturing TechnologyShanmugeshwari MuthiahÎncă nu există evaluări
- Strategies To Reduce Wastage in A Garment Export HouseDocument13 paginiStrategies To Reduce Wastage in A Garment Export HouseIshita SinghÎncă nu există evaluări
- Cost Control Apparel IndustryDocument20 paginiCost Control Apparel IndustryjitinsharmanewÎncă nu există evaluări
- Factory Report 2Document6 paginiFactory Report 2Chen Wei Sassei-KetsuÎncă nu există evaluări
- Apparel Quality AttributesDocument143 paginiApparel Quality AttributesAvinash SinghÎncă nu există evaluări
- Importance of Quality Control in Textile and Apparel IndustryDocument6 paginiImportance of Quality Control in Textile and Apparel IndustryMasudul Alam SajibÎncă nu există evaluări
- Neha Kumari: Budding Fashion TechnologistDocument2 paginiNeha Kumari: Budding Fashion TechnologistSalil SheikhÎncă nu există evaluări
- Calendar Plan For An Export HouseDocument8 paginiCalendar Plan For An Export HouseAditi JindalÎncă nu există evaluări
- Session 2 - Modular PSDocument8 paginiSession 2 - Modular PSPuja PrasadÎncă nu există evaluări
- Sustainability 15 00910 v4Document29 paginiSustainability 15 00910 v4quetzal fiberalÎncă nu există evaluări
- Cross Phase Product Configurator For Modular Buildin 2021 Automation in ConsDocument14 paginiCross Phase Product Configurator For Modular Buildin 2021 Automation in ConsJin Ho KoÎncă nu există evaluări
- Jia Rathore PDFDocument47 paginiJia Rathore PDFkvÎncă nu există evaluări
- 1 ObjectsDocument12 pagini1 ObjectskvÎncă nu există evaluări
- Prelim 1Document5 paginiPrelim 1kvÎncă nu există evaluări
- Product ManagementDocument26 paginiProduct ManagementSatinder ShindaÎncă nu există evaluări
- Buck RewDocument11 paginiBuck RewkvÎncă nu există evaluări
- Raymond'S Dmapl (Trouser Line) : Submitted By: Shria Kalia (Nift Kangra) Mayank Banni (Nift Kannur)Document5 paginiRaymond'S Dmapl (Trouser Line) : Submitted By: Shria Kalia (Nift Kangra) Mayank Banni (Nift Kannur)kvÎncă nu există evaluări
- 5 Wool FinishingDocument32 pagini5 Wool FinishingkvÎncă nu există evaluări
- SanforizingDocument26 paginiSanforizingkvÎncă nu există evaluări
- 2 CalenderingDocument42 pagini2 CalenderingPRIYA GHOSHÎncă nu există evaluări
- Prelim 2Document4 paginiPrelim 2kvÎncă nu există evaluări
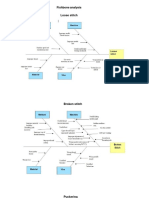
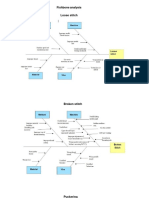
- Fishbone DiagramDocument8 paginiFishbone DiagramkvÎncă nu există evaluări
- 5 Increase The Efficiency PDFDocument19 pagini5 Increase The Efficiency PDFfaizÎncă nu există evaluări
- 5 Wool FinishingDocument32 pagini5 Wool FinishingkvÎncă nu există evaluări
- B&WDocument20 paginiB&WkvÎncă nu există evaluări
- Garment Defect Analysis, Remedies and Introduction To Machine Learning at A Retail Chain PDFDocument182 paginiGarment Defect Analysis, Remedies and Introduction To Machine Learning at A Retail Chain PDFkvÎncă nu există evaluări
- Swati Shukla PDFDocument74 paginiSwati Shukla PDFkvÎncă nu există evaluări
- Garment Defect Analysis, Remedies and Introduction To Machine Learning at A Retail Chain PDFDocument182 paginiGarment Defect Analysis, Remedies and Introduction To Machine Learning at A Retail Chain PDFkvÎncă nu există evaluări
- 5 Increase The Efficiency PDFDocument19 pagini5 Increase The Efficiency PDFfaizÎncă nu există evaluări
- Trouser Hourly Tracking BoardDocument6 paginiTrouser Hourly Tracking BoardkvÎncă nu există evaluări
- PackingDocument2 paginiPackingkvÎncă nu există evaluări
- LINE FEEDING AND QUALITY INSPECTION PROCESSDocument12 paginiLINE FEEDING AND QUALITY INSPECTION PROCESSkvÎncă nu există evaluări
- Basic Textile WordsDocument24 paginiBasic Textile WordskvÎncă nu există evaluări
- Fishbone DiagramDocument8 paginiFishbone Diagramkv100% (2)
- Tale Ya Betri Na VifunikoDocument2 paginiTale Ya Betri Na VifunikokvÎncă nu există evaluări
- Internship Report ON Masood Textile Mills Limited: Submitted byDocument77 paginiInternship Report ON Masood Textile Mills Limited: Submitted bykv100% (1)
- Gantt ChartDocument4 paginiGantt ChartkvÎncă nu există evaluări
- Simultaneous Dyeing and Antibacterial Finishing of Textile by Solgel TechniqueDocument7 paginiSimultaneous Dyeing and Antibacterial Finishing of Textile by Solgel TechniquekvÎncă nu există evaluări
- Wool Finishing Process GuideDocument32 paginiWool Finishing Process Guidekv100% (1)
- 1 Introduction - Operation ManagementDocument19 pagini1 Introduction - Operation ManagementJonathan Budi RachmanÎncă nu există evaluări
- Flexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BDocument14 paginiFlexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BTJPRC PublicationsÎncă nu există evaluări
- BA7052-Services Operations ManagementDocument5 paginiBA7052-Services Operations ManagementMUSCLE GAME100% (1)
- Lean Accounting PDFDocument303 paginiLean Accounting PDFAnushaÎncă nu există evaluări
- Chapter 9 - Total Quality Management-1Document19 paginiChapter 9 - Total Quality Management-1ALIA KAMALIA BINTI AZRIN (B22761056)Încă nu există evaluări
- Tourism Operations ManagementDocument33 paginiTourism Operations ManagementNeil CutterÎncă nu există evaluări
- Course Syllabus: MIS Executives Seminar (MIS 320) Spring 2012 (CRN 20170)Document5 paginiCourse Syllabus: MIS Executives Seminar (MIS 320) Spring 2012 (CRN 20170)ddlarkcorkÎncă nu există evaluări
- Overview of Operations ManagementDocument8 paginiOverview of Operations ManagementAmara Bless100% (2)
- Operational Management – Numerical OptimizationDocument4 paginiOperational Management – Numerical OptimizationGhina ShaikhÎncă nu există evaluări
- Nibm Global: A Unit of A Unit of A Unit o Kingster EducationDocument18 paginiNibm Global: A Unit of A Unit of A Unit o Kingster EducationfaizÎncă nu există evaluări
- Sample On Operation Management in Business by Instant Essay WritingDocument18 paginiSample On Operation Management in Business by Instant Essay WritingInstant Essay Writing100% (1)
- Individual Assignment Instructions - BMR3174 2220Document5 paginiIndividual Assignment Instructions - BMR3174 2220LAU CHENG JIAÎncă nu există evaluări
- Dealing With Inherent Variability - The Difference Between Service and ManufacturingDocument14 paginiDealing With Inherent Variability - The Difference Between Service and Manufacturinghoangnguyen7xÎncă nu există evaluări
- GSCM Level 7 Module GuideDocument16 paginiGSCM Level 7 Module Guidedouglas gacheru ngatiiaÎncă nu există evaluări
- Production and Operations ManagementDocument28 paginiProduction and Operations Managementwelcome2jungleÎncă nu există evaluări
- History of JitDocument2 paginiHistory of JitZabir HossainÎncă nu există evaluări
- Chapter 1Document7 paginiChapter 1Raphael AtifÎncă nu există evaluări
- OPERATION MANAGEMENT GUIDEDocument202 paginiOPERATION MANAGEMENT GUIDEHimanshu Raj100% (1)
- Quick Response Manufacturing StrategiesDocument14 paginiQuick Response Manufacturing StrategiesSadaf ZiaÎncă nu există evaluări
- Behavioral Transformation MapDocument19 paginiBehavioral Transformation Mapnovember ag100% (1)
- Operations Management - HANK KOLB CASE-2Document3 paginiOperations Management - HANK KOLB CASE-2rey cedricÎncă nu există evaluări
- Recent Trends: Computer Aided Design and ManufacturingDocument13 paginiRecent Trends: Computer Aided Design and Manufacturingvivekmathi2016Încă nu există evaluări
- The Ford Model T Reflection On Blue Ocean Strategy: Balance Score Card PartDocument6 paginiThe Ford Model T Reflection On Blue Ocean Strategy: Balance Score Card PartMohammed Farag IbrahimÎncă nu există evaluări
- Operations Management SyllabusDocument10 paginiOperations Management SyllabusMukundMultaniÎncă nu există evaluări
- Lecture 2. Operations Management Issues and ConcernsDocument4 paginiLecture 2. Operations Management Issues and ConcernsAlyssa De PaduaÎncă nu există evaluări
- Hospital Logistics Activities: Fouad JawabDocument10 paginiHospital Logistics Activities: Fouad Jawabpallavi mehraÎncă nu există evaluări
- TQM Principles and Costs of QualityDocument10 paginiTQM Principles and Costs of QualityAangela Del Rosario CorpuzÎncă nu există evaluări
- 2007 MBA 703 SyllabusDocument6 pagini2007 MBA 703 SyllabusakkohliÎncă nu există evaluări
- Contoh Security Operations Manual - ISO 18788Document9 paginiContoh Security Operations Manual - ISO 18788Bobby IM SibaraniÎncă nu există evaluări
- Chapter 8 - Managing OP and SCDocument41 paginiChapter 8 - Managing OP and SCHaryadi WidodoÎncă nu există evaluări