S-ar putea să vă placă și
- HigienicoDocument37 paginiHigienicofacu_falaÎncă nu există evaluări
- 52 LaimplementacindenuevastcnicasDocument3 pagini52 Laimplementacindenuevastcnicasfacu_falaÎncă nu există evaluări
- Presentación Conferencia Latinoamericana Santander CancúnDocument32 paginiPresentación Conferencia Latinoamericana Santander Cancúnfacu_falaÎncă nu există evaluări
- Conferencia JP MorganDocument31 paginiConferencia JP Morganfacu_falaÎncă nu există evaluări
- Limpiadores de Alta Densidad DPDDocument2 paginiLimpiadores de Alta Densidad DPDfacu_falaÎncă nu există evaluări
- 48 SinonimiadedrogasyreactivosDocument8 pagini48 Sinonimiadedrogasyreactivosfacu_falaÎncă nu există evaluări
- Sustancias Patrones y de Ref PDFDocument5 paginiSustancias Patrones y de Ref PDFDamian ezequiel BenitoÎncă nu există evaluări
- Como Citar Upv PDFDocument6 paginiComo Citar Upv PDFinesÎncă nu există evaluări
- Estadisticas de Productos IndustrialesDocument85 paginiEstadisticas de Productos IndustrialesLÎncă nu există evaluări
- PMF UMF Misiones Mayo 2018Document40 paginiPMF UMF Misiones Mayo 2018facu_falaÎncă nu există evaluări
- Recri 2019050089774Document23 paginiRecri 2019050089774facu_falaÎncă nu există evaluări
- Tome3 3Document5 paginiTome3 3Wily MoisesÎncă nu există evaluări
- INDEC Proyecciones y Estimaciones Nacionales 2010 2040Document36 paginiINDEC Proyecciones y Estimaciones Nacionales 2010 2040Mariano HermidaÎncă nu există evaluări
- 65 TransformacionesdelamaderaduranteelP.Q.Document7 pagini65 TransformacionesdelamaderaduranteelP.Q.facu_falaÎncă nu există evaluări
- Ejercicio Pareto 2018Document5 paginiEjercicio Pareto 2018facu_falaÎncă nu există evaluări
- Texto Del ArtículoDocument23 paginiTexto Del ArtículoCalin BetoÎncă nu există evaluări
- Manual Practico para Gestion Logistica - TransporteDocument38 paginiManual Practico para Gestion Logistica - Transportefacu_falaÎncă nu există evaluări
- Bombas Centrifugas Inoxidables Sanitarias 1Document3 paginiBombas Centrifugas Inoxidables Sanitarias 1Amanda MaedaÎncă nu există evaluări
- Ss 1520 Esmx Ar PDFDocument2 paginiSs 1520 Esmx Ar PDFfacu_falaÎncă nu există evaluări
- Sello Mecanito Tipo FN PDFDocument1 paginăSello Mecanito Tipo FN PDFfacu_falaÎncă nu există evaluări
- Dialnet LaAdministracionDeLosInventariosEnElMarcoDeLaAdmin 6145627Document19 paginiDialnet LaAdministracionDeLosInventariosEnElMarcoDeLaAdmin 6145627facu_falaÎncă nu există evaluări
- RadiosDocument1 paginăRadiosfacu_falaÎncă nu există evaluări
- Recursos Críticos y EstrategiaDocument20 paginiRecursos Críticos y Estrategiafacu_falaÎncă nu există evaluări
- CAPITALIZACION SIMPLE IntroducciónDocument1 paginăCAPITALIZACION SIMPLE Introducciónfacu_falaÎncă nu există evaluări
- 3 Tabla de Coeficientes Grafico X-RDocument1 pagină3 Tabla de Coeficientes Grafico X-Rfacu_falaÎncă nu există evaluări
- Caligrafa Expresiva Artey DiseoDocument147 paginiCaligrafa Expresiva Artey DiseoFernando GonzálezÎncă nu există evaluări
- No Hay Noche Que No Vea El Dia Giorgio Nardonepdf PDFDocument62 paginiNo Hay Noche Que No Vea El Dia Giorgio Nardonepdf PDFfacu_falaÎncă nu există evaluări
- Medici On CaudalDocument62 paginiMedici On Caudalfacu_fala100% (1)
- Libro Deja Contar Ovejas PDFDocument103 paginiLibro Deja Contar Ovejas PDFtic.iesscÎncă nu există evaluări
- Guia de Actividades y Rúbrica de Evaluación - Fase 5 - Implementación y Evaluación de La Política Pública de DeporteDocument5 paginiGuia de Actividades y Rúbrica de Evaluación - Fase 5 - Implementación y Evaluación de La Política Pública de Deporteeducacion superiorÎncă nu există evaluări
- Sistema Tecnico de UnidadesDocument5 paginiSistema Tecnico de UnidadesLuis Fernando BelloÎncă nu există evaluări
- 9Document8 pagini9Galac TicosÎncă nu există evaluări
- Autoconstrucción de Vivienda Segura: Guía Básica paraDocument42 paginiAutoconstrucción de Vivienda Segura: Guía Básica paraJOSE RITO PORTUGAL SERVIN DE LA MORAÎncă nu există evaluări
- El Texto de Hercules PDFDocument237 paginiEl Texto de Hercules PDFAna Maria Perez Gonzalez100% (2)
- Lista 10 Puntos VerificacionDocument1 paginăLista 10 Puntos VerificacionVictor VasquezÎncă nu există evaluări
- Canella Mangiamelli Habitat y ViviendaDocument85 paginiCanella Mangiamelli Habitat y Viviendayanerys perez de jesus yanyÎncă nu există evaluări
- Concentrado de Obras Laboratorio CCC 22-09-2022 PDFDocument10 paginiConcentrado de Obras Laboratorio CCC 22-09-2022 PDFAdeleyza LozanoÎncă nu există evaluări
- Evaluacion TransmisonDocument5 paginiEvaluacion TransmisonRodrigo LopezÎncă nu există evaluări
- Profesionales A4siDocument5 paginiProfesionales A4siCatalina Alba SantaÎncă nu există evaluări
- Técnicas de Investigación en Psicobiología de La ConductaDocument21 paginiTécnicas de Investigación en Psicobiología de La ConductalauraÎncă nu există evaluări
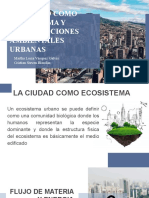
- La Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanasDocument13 paginiLa Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanascristianÎncă nu există evaluări
- Práctica IDocument5 paginiPráctica Itomas dali villena andradeÎncă nu există evaluări
- Diseño VialDocument29 paginiDiseño VialCRISTHIAN LUIS HILARIO BARRIOSÎncă nu există evaluări
- Libro ARM Cortex MDocument216 paginiLibro ARM Cortex MRogelio Martinez HernandezÎncă nu există evaluări
- Fase de FuncionamientoDocument3 paginiFase de FuncionamientoMonica Luz Molina Chuquillanqui100% (1)
- JJJDocument10 paginiJJJirvingÎncă nu există evaluări
- Tecnologia de Materiales Semana 6Document3 paginiTecnologia de Materiales Semana 6Luis perezÎncă nu există evaluări
- Regresion y Correlacion Simple y Multiple 2014.Document37 paginiRegresion y Correlacion Simple y Multiple 2014.Luis NöolsÎncă nu există evaluări
- Manual de Reparación PCDocument259 paginiManual de Reparación PCdarko05100% (11)
- Estructura de Proyecto de MejoraDocument6 paginiEstructura de Proyecto de MejoraEstherRubioÎncă nu există evaluări
- Formato Orden de Trabajo de MantenimientoDocument4 paginiFormato Orden de Trabajo de MantenimientoCalidad Modultec100% (1)
- Marco TeoricoDocument25 paginiMarco Teoriconayeli garcia100% (3)
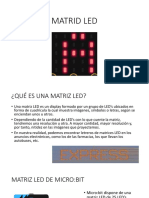
- 03 Matriz LEDDocument21 pagini03 Matriz LEDJRangel JRangelÎncă nu există evaluări
- Jayma RuralDocument39 paginiJayma RuralGobierno Autónomo Municipal de La PazÎncă nu există evaluări
- Trabajos en CalienteDocument80 paginiTrabajos en CalienteArturo GarciaÎncă nu există evaluări
- Capítulo 1. MARCO TEÓRICODocument34 paginiCapítulo 1. MARCO TEÓRICOkerive7Încă nu există evaluări
- Ejer A-B Aplicación PDFDocument3 paginiEjer A-B Aplicación PDFIsabella Vargas MarinÎncă nu există evaluări
- Producots Con Leche ReconstituidaDocument7 paginiProducots Con Leche ReconstituidaJERSON DARIO LEYTON MONTA�OÎncă nu există evaluări
- Vacon 100X Manual de Installacion DPD00804FDocument120 paginiVacon 100X Manual de Installacion DPD00804FEdgardo RivasÎncă nu există evaluări