S-ar putea să vă placă și
- Pakistan Ordinance FacoriesDocument13 paginiPakistan Ordinance Facoriessuzaq2005Încă nu există evaluări
- Trading Plan 2021 BILLIONAIRE: AffirmationsDocument2 paginiTrading Plan 2021 BILLIONAIRE: AffirmationsFrancisco Javier Escamilla RebollarÎncă nu există evaluări
- Intravest Forex Trading JournalDocument26 paginiIntravest Forex Trading JournalEDWIN100% (1)
- A9Ry0p5e4 Eppe6w 830Document10 paginiA9Ry0p5e4 Eppe6w 830elisaÎncă nu există evaluări
- Session 21 - Action Plan For Daily Income Trader (Template)Document4 paginiSession 21 - Action Plan For Daily Income Trader (Template)Sri Chowdary0% (1)
- Eakout Trading StrategyDocument18 paginiEakout Trading StrategyrocimoÎncă nu există evaluări
- Keys To Trading Gold USDocument15 paginiKeys To Trading Gold USBaris100% (1)
- 21 Questions You Should Answer in Your Trading PlanDocument5 pagini21 Questions You Should Answer in Your Trading PlanDenis SimiyuÎncă nu există evaluări
- An Introduction To Trading Types Fundamental TradersDocument11 paginiAn Introduction To Trading Types Fundamental TradersGopi KrishnaÎncă nu există evaluări
- My Personal Trading Plan: Equity Daily Income & Weekly IncomeDocument5 paginiMy Personal Trading Plan: Equity Daily Income & Weekly IncomejanamaniÎncă nu există evaluări
- Build You Own Trading StrategyDocument5 paginiBuild You Own Trading StrategyTajudeen Adebayo100% (1)
- How To Make Momey SummeryDocument11 paginiHow To Make Momey SummeryPriyanka BhattacharjeeÎncă nu există evaluări
- Ultrawaveds Blueprints #1 @moneiacDocument9 paginiUltrawaveds Blueprints #1 @moneiacVipul AgrawalÎncă nu există evaluări
- Stop LossDocument3 paginiStop LosssalmanscribdÎncă nu există evaluări
- Upper Circuit Technical Indicator WarfareDocument16 paginiUpper Circuit Technical Indicator WarfareBiswambhar Ghosh100% (1)
- 8th Mentoring PresentationDocument27 pagini8th Mentoring PresentationSrinivas RÎncă nu există evaluări
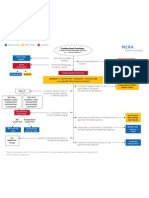
- Market Risk FlowchartDocument1 paginăMarket Risk FlowchartlardogiousÎncă nu există evaluări
- Options Introduction - TsugiTradesDocument5 paginiOptions Introduction - TsugiTradeshassanomer2122Încă nu există evaluări
- 14.highs and LowsDocument4 pagini14.highs and LowsHODAALE MEDIAÎncă nu există evaluări
- Trading Psychology: 30 Revealing Tips That Will Make You A Confident Millionaire TraderDocument28 paginiTrading Psychology: 30 Revealing Tips That Will Make You A Confident Millionaire TraderDevin HickmanÎncă nu există evaluări
- Three Trades Live ExamplesDocument28 paginiThree Trades Live Examplesmarwan MOHDÎncă nu există evaluări
- A Trader CheckList - ActiveTraderIQ ArticleDocument3 paginiA Trader CheckList - ActiveTraderIQ ArticleHussan MisthÎncă nu există evaluări
- Umar Ashraf PDFDocument1 paginăUmar Ashraf PDFEngr Umar AshrafÎncă nu există evaluări
- Point To Be Kept in Mind While Doing TradingDocument15 paginiPoint To Be Kept in Mind While Doing TradingAshish Singh100% (1)
- Zooming in Market Structure Price Action Trading Guide Deep Explanations High Probability Set Up Candlestick Analysis... (Bintara, Radar)Document128 paginiZooming in Market Structure Price Action Trading Guide Deep Explanations High Probability Set Up Candlestick Analysis... (Bintara, Radar)Hotako100% (1)
- Technical TradingDocument9 paginiTechnical Tradingviníciusg_65Încă nu există evaluări
- Inside A Traders Mind 1Document4 paginiInside A Traders Mind 1Big BomberÎncă nu există evaluări
- Fstraders Introduction To Our Trading Strategy Credits To B.MDocument22 paginiFstraders Introduction To Our Trading Strategy Credits To B.MGiancarloDellaPietàÎncă nu există evaluări
- Combining Support and Resistance Levels With Supply and Demand Zones - Forex Mentor OnlineDocument14 paginiCombining Support and Resistance Levels With Supply and Demand Zones - Forex Mentor Onlinemytemp_01Încă nu există evaluări
- LMD Multicurrency: Strategy DescriptionDocument8 paginiLMD Multicurrency: Strategy DescriptionCardoso PenhaÎncă nu există evaluări
- The Market StructureDocument9 paginiThe Market StructureSteve MckeanÎncă nu există evaluări
- FX Training MaterialDocument6 paginiFX Training MaterialshermanÎncă nu există evaluări
- The Empowered Forex Trader: Strategies to Transform Pains into GainsDe la EverandThe Empowered Forex Trader: Strategies to Transform Pains into GainsÎncă nu există evaluări
- The Last Kiss StrategyDocument9 paginiThe Last Kiss StrategyVarun VasurendranÎncă nu există evaluări
- The Dow Theory PrinciplesDocument9 paginiThe Dow Theory Principlesjcfchee2804Încă nu există evaluări
- Amazing Market SetupDocument9 paginiAmazing Market SetupongkeÎncă nu există evaluări
- Chapter 2 - Engaging The SetupsDocument14 paginiChapter 2 - Engaging The SetupsAngkan SarmaÎncă nu există evaluări
- Chart Patterns Double Tops BottomsDocument9 paginiChart Patterns Double Tops BottomsJeremy NealÎncă nu există evaluări
- Bilal - Forex - Daily Bias Using The 3 Candle FractalDocument17 paginiBilal - Forex - Daily Bias Using The 3 Candle Fractalrex anthony100% (1)
- 4 5863814219530505354Document31 pagini4 5863814219530505354DansnipesÎncă nu există evaluări
- Sales Tax On Services in PakistanDocument98 paginiSales Tax On Services in Pakistansaudhassan100% (1)
- Trading PsychologyDocument11 paginiTrading PsychologyAamir Fakih0% (1)
- Price ActionDocument79 paginiPrice ActionKevin EonÎncă nu există evaluări
- Trading StrategyDocument3 paginiTrading Strategymannimanoj100% (1)
- How To Spot Trading ChannelsDocument54 paginiHow To Spot Trading ChannelsSundaresan SubramanianÎncă nu există evaluări
- Plan 415Document20 paginiPlan 415Eduardo Dutra100% (1)
- Retinoscopy: Scissors Movement Is Corrected With A Combination of Spherical and CylindricalDocument3 paginiRetinoscopy: Scissors Movement Is Corrected With A Combination of Spherical and CylindricalgerryajunÎncă nu există evaluări
- Best Top Down Analysis Strategy - Smart Money & Price Action - Full-HDDocument6 paginiBest Top Down Analysis Strategy - Smart Money & Price Action - Full-HDReceptor de SatélitesÎncă nu există evaluări
- Day Trading The Forex Market ProfitablyDocument4 paginiDay Trading The Forex Market ProfitablyPanayiotis PeppasÎncă nu există evaluări
- Order Execution Policy PDFDocument20 paginiOrder Execution Policy PDFJennifer TimtimÎncă nu există evaluări
- QuickTrader+G P@FBDocument9 paginiQuickTrader+G P@FBPranshu guptaÎncă nu există evaluări
- Lesson 1 - Trendline & Structure LevelsDocument14 paginiLesson 1 - Trendline & Structure LevelsrontechtipsÎncă nu există evaluări
- Tutorial 3: Stock Index Futures ContractsDocument10 paginiTutorial 3: Stock Index Futures ContractsDR LuotanÎncă nu există evaluări
- Day Trading and Learning 110217Document34 paginiDay Trading and Learning 110217abiel_guerraÎncă nu există evaluări
- 22 Rules of Trading - Mauldin EconomicsDocument5 pagini22 Rules of Trading - Mauldin EconomicsJignesh71Încă nu există evaluări
- OTA PatentDocument21 paginiOTA Patentmkpai-1Încă nu există evaluări
- BB CaseDocument32 paginiBB Case257597 rmp.mech.16Încă nu există evaluări
- Mental Training For Trading Success: CoachingDocument5 paginiMental Training For Trading Success: CoachingAjith Moses0% (1)
- Options Open Interest AnalysisDocument18 paginiOptions Open Interest AnalysisPrajan J100% (1)
- Chapter - 01 Geography The Earth in The Solar SystemDocument10 paginiChapter - 01 Geography The Earth in The Solar SystemKarsin ManochaÎncă nu există evaluări
- C779-C779M - 12 Standard Test Method For Abrasion of Horizontal Concrete SurfacesDocument7 paginiC779-C779M - 12 Standard Test Method For Abrasion of Horizontal Concrete SurfacesFahad RedaÎncă nu există evaluări
- Apc 10kva Ups ManualDocument36 paginiApc 10kva Ups Manualraj rajÎncă nu există evaluări
- A A ADocument5 paginiA A ASalvador__DaliÎncă nu există evaluări
- Annex A2 - CS Form 100 - Revised 2023 - CSESP - A1 - Edited - A1Document2 paginiAnnex A2 - CS Form 100 - Revised 2023 - CSESP - A1 - Edited - A1obs.obando2022Încă nu există evaluări
- 67 9268Document34 pagini67 9268Salvador ReyesÎncă nu există evaluări
- Unit 2 Talents: Phrasal Verbs: TurnDocument5 paginiUnit 2 Talents: Phrasal Verbs: TurnwhysignupagainÎncă nu există evaluări
- LPP - Problem Number 2Document9 paginiLPP - Problem Number 2CT SunilkumarÎncă nu există evaluări
- Abbreviations For O&G IndustryDocument38 paginiAbbreviations For O&G IndustryMike George MeyerÎncă nu există evaluări
- Report Palazzetto Croci SpreadsDocument73 paginiReport Palazzetto Croci SpreadsUntaru EduardÎncă nu există evaluări
- Stacy Frysinger - Him ExperienceDocument2 paginiStacy Frysinger - Him Experienceapi-250552115Încă nu există evaluări
- Designing The Workplace For CollaborationDocument17 paginiDesigning The Workplace For Collaborationmas zak danielÎncă nu există evaluări
- Paper 3 FrinqDocument4 paginiPaper 3 Frinqapi-301975170Încă nu există evaluări
- How Plants SurviveDocument16 paginiHow Plants SurviveGilbertÎncă nu există evaluări
- Apspdcl PDFDocument21 paginiApspdcl PDFK.sanjeev KumarÎncă nu există evaluări
- Ssi-199-22 D Vikran Dolphin Rev.1Document2 paginiSsi-199-22 D Vikran Dolphin Rev.1ANGEL ANTONIO GUTIERREZ CONTRERASÎncă nu există evaluări
- Power - of - Suffering 2Document21 paginiPower - of - Suffering 2jojiÎncă nu există evaluări
- PmtsDocument46 paginiPmtsDhiraj ZanzadÎncă nu există evaluări
- Contingency Measures and ProceduresDocument25 paginiContingency Measures and ProceduresKaren Villapando LatÎncă nu există evaluări
- RKS IFC 2015 Solar CellDocument23 paginiRKS IFC 2015 Solar CellAnugrah PangeranÎncă nu există evaluări
- Bearing Repeater CompassDocument4 paginiBearing Repeater CompassJohn PerdyÎncă nu există evaluări
- Transformational and Charismatic Leadership: The Road Ahead 10th Anniversary EditionDocument32 paginiTransformational and Charismatic Leadership: The Road Ahead 10th Anniversary Editionfisaac333085Încă nu există evaluări
- AADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationDocument9 paginiAADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationMuhamad IrfanÎncă nu există evaluări
- Declaration of Absence of Conflict of InterestDocument1 paginăDeclaration of Absence of Conflict of InterestJvhelcoronacondat CondatÎncă nu există evaluări
- Crowd Management - Model Course128Document117 paginiCrowd Management - Model Course128alonso_r100% (4)
- Eps 400 New Notes Dec 15-1Document47 paginiEps 400 New Notes Dec 15-1BRIAN MWANGIÎncă nu există evaluări
- ENG11H Realism 6-Outcasts of Poker FlatDocument3 paginiENG11H Realism 6-Outcasts of Poker FlatJosh Cauhorn100% (1)
- Extension of MDRRMO OfficeDocument12 paginiExtension of MDRRMO OfficeJustin YuabÎncă nu există evaluări
- Media Analysis-GraphicDocument1 paginăMedia Analysis-Graphicapi-262266786100% (1)
- List of Marketing Metrics and KpisDocument5 paginiList of Marketing Metrics and KpisThe KPI Examples ReviewÎncă nu există evaluări