S-ar putea să vă placă și
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !Încă nu există evaluări
- TP Impression 3D-2022Document14 paginiTP Impression 3D-2022Fatima Zahrae EzzejjariÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Compte Rendu Impr 3DDocument14 paginiCompte Rendu Impr 3DJalila AboulfarajÎncă nu există evaluări
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- TP Impression 3dDocument9 paginiTP Impression 3dRachedi AbdouÎncă nu există evaluări
- TP de CNCDocument3 paginiTP de CNCYouness El HamriÎncă nu există evaluări
- Cours CAO Et Prototypage RapideDocument95 paginiCours CAO Et Prototypage RapidekoukaÎncă nu există evaluări
- Etude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoDocument76 paginiEtude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoKhnncÎncă nu există evaluări
- CH1 Théorie de La CoupeDocument14 paginiCH1 Théorie de La CoupeEya Essayel100% (1)
- CFAO - Fraisage 2D & DemiDocument17 paginiCFAO - Fraisage 2D & DemiMeryem BelhassaneÎncă nu există evaluări
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 paginiEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriÎncă nu există evaluări
- Moulage TD 1Document2 paginiMoulage TD 1Ayoub Bouihy50% (2)
- TP Fraisage 2021 - CopieDocument7 paginiTP Fraisage 2021 - CopieMi DO IIÎncă nu există evaluări
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 paginiCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Chap4 PliageDocument34 paginiChap4 Pliageisraalaya167Încă nu există evaluări
- CavalierDocument3 paginiCavalierfgmgpÎncă nu există evaluări
- Omocn MTP06 PDFDocument90 paginiOmocn MTP06 PDFBadr HadriÎncă nu există evaluări
- Mini Projet CaoDocument31 paginiMini Projet CaoMouad MouradÎncă nu există evaluări
- 41 Tutorial Assemblage Bielle PistonDocument7 pagini41 Tutorial Assemblage Bielle PistonAbdessamad Kobb0% (1)
- Tutorial TP Tournage CatiaDocument40 paginiTutorial TP Tournage CatiaImèn JndoubiÎncă nu există evaluări
- 40 DS Moulage 2016 2017Document4 pagini40 DS Moulage 2016 2017Chokri Atef67% (3)
- FormationSW2007 09-10Document53 paginiFormationSW2007 09-10فدوى غانيÎncă nu există evaluări
- Catia v5 Machining Brochure FR PDFDocument8 paginiCatia v5 Machining Brochure FR PDFWalid BenaziÎncă nu există evaluări
- 1 - TD-Couvercle-brut Capable PDFDocument2 pagini1 - TD-Couvercle-brut Capable PDFkhaled rouabehÎncă nu există evaluări
- CNC2016 Chapitre 2 Reglages Des MOCNDocument99 paginiCNC2016 Chapitre 2 Reglages Des MOCNImèn JndoubiÎncă nu există evaluări
- Module Théorie de CoupeDocument53 paginiModule Théorie de Couperedwane ouberri100% (3)
- Fabrication Assistée Par OrdinateurDocument89 paginiFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- Calcul EstampageDocument16 paginiCalcul Estampageyasser50% (2)
- Extrusion Filage EtirageDocument4 paginiExtrusion Filage EtirageZantar Abdelhaq100% (1)
- Operations ElementairesDocument3 paginiOperations ElementairesAhmed Elouafiq100% (1)
- CHAPITRE 6 Effort de Coupe Puissance PUC Nov 2019 PDFDocument39 paginiCHAPITRE 6 Effort de Coupe Puissance PUC Nov 2019 PDFAhmed AhmedÎncă nu există evaluări
- 2 TD AVPEF EquerreDocument1 pagină2 TD AVPEF EquerreRashid Elaychii100% (1)
- M 103 M.C Lecture Et Interprétation Des Plans Et Documents TechniquesDocument46 paginiM 103 M.C Lecture Et Interprétation Des Plans Et Documents TechniquesMohamed Sdik100% (1)
- C.F.a.O. - Conception Et Fabrication Assistées Par Ordinateur.Document13 paginiC.F.a.O. - Conception Et Fabrication Assistées Par Ordinateur.MohamedAyoubÎncă nu există evaluări
- EMBOUTISSAGEDocument25 paginiEMBOUTISSAGEJihen LassouedÎncă nu există evaluări
- Bureau Des Méthodes Gam Capot PliageDocument1 paginăBureau Des Méthodes Gam Capot Pliagematrani100% (1)
- Diapo Cours Fonderie 16 17Document40 paginiDiapo Cours Fonderie 16 17Yassine Lakhal100% (1)
- TD Injection PlastiqueDocument4 paginiTD Injection PlastiqueMounir Douggaz100% (1)
- 1 TD1 Moulage en SableDocument1 pagină1 TD1 Moulage en Sablenahim100% (1)
- Cours Moulage Ahmed PDFDocument17 paginiCours Moulage Ahmed PDFSamir Kh50% (4)
- Chapitre 02 - Syst+ - Me FAODocument12 paginiChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiÎncă nu există evaluări
- M9 - Conception Et Dessin D'outillage de Production Version 1Document115 paginiM9 - Conception Et Dessin D'outillage de Production Version 1Walid Benazi0% (1)
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 paginiChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiÎncă nu există evaluări
- Exercices Dessin Industrielle PDFDocument2 paginiExercices Dessin Industrielle PDFJulieÎncă nu există evaluări
- DispersionsDocument5 paginiDispersionsMohamed SahilÎncă nu există evaluări
- Atelier Paroduction parCNDocument50 paginiAtelier Paroduction parCNAyoub Boutouta100% (2)
- Tuto Catia IncompletDocument33 paginiTuto Catia Incompletinsosama100% (1)
- Exam Tec Des CNC 2014Document2 paginiExam Tec Des CNC 2014Parc ElyesÎncă nu există evaluări
- Examen TP Catia 2016 Enstab PDFDocument4 paginiExamen TP Catia 2016 Enstab PDFMariem TrojetteÎncă nu există evaluări
- Cours CAO PDFDocument15 paginiCours CAO PDFRaja Essafi100% (1)
- Mme Toumi Imen Système Unité D'usinageDocument6 paginiMme Toumi Imen Système Unité D'usinageKamel TayahiÎncă nu există evaluări
- Cours - CAO - Chapitre 1Document9 paginiCours - CAO - Chapitre 1Yahya OldhÎncă nu există evaluări
- Procédés de fonderie-II-Moule - PermanentDocument47 paginiProcédés de fonderie-II-Moule - PermanentHicham BaghdadiÎncă nu există evaluări
- Bras ManipulateurDocument34 paginiBras ManipulateurOussama AhakkarÎncă nu există evaluări
- Chapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreDocument11 paginiChapitre 2 Procédés D'obtention Des Pièces Sans Enlèvement de MatièreEl Dziri100% (1)
- Tuto PrusaSlicerDocument9 paginiTuto PrusaSlicerMathieu DouÎncă nu există evaluări
- Imprimante 3DDocument11 paginiImprimante 3DNafie AlamiÎncă nu există evaluări
- 8939 Fao PDFDocument4 pagini8939 Fao PDFNadia DridiÎncă nu există evaluări
- Document FlatcamDocument45 paginiDocument FlatcamOUATTARA100% (2)
- Etude Inegalites Regionales PDFDocument60 paginiEtude Inegalites Regionales PDFsaraÎncă nu există evaluări
- TD MSprojectDocument1 paginăTD MSprojectsaraÎncă nu există evaluări
- Etude Inegalites Regionales PDFDocument60 paginiEtude Inegalites Regionales PDFsaraÎncă nu există evaluări
- Guide Recherche D'emploi PDFDocument28 paginiGuide Recherche D'emploi PDFsaraÎncă nu există evaluări
- Guiri FondafipDocument10 paginiGuiri FondafipMarouane TakiddineÎncă nu există evaluări
- Guide Recherche D'emploi PDFDocument28 paginiGuide Recherche D'emploi PDFsaraÎncă nu există evaluări
- A.I.L. - Corrige - Quelques ExercicesDocument4 paginiA.I.L. - Corrige - Quelques ExercicesSidi Abdallahi75% (4)
- Representation Graphique Du RéelDocument5 paginiRepresentation Graphique Du Réelsara100% (1)
- Depliant Loi OrganiqueDocument2 paginiDepliant Loi OrganiqueMKr SaraÎncă nu există evaluări
- Les Conditions de CoupesDocument15 paginiLes Conditions de CoupesNeoXana01Încă nu există evaluări
- La Gamme D'usinage TP CameDocument1 paginăLa Gamme D'usinage TP CamesaraÎncă nu există evaluări
- Correction Série 5 SuiteDocument4 paginiCorrection Série 5 SuitesaraÎncă nu există evaluări
- Etude Inegalites Regionales PDFDocument60 paginiEtude Inegalites Regionales PDFsaraÎncă nu există evaluări
- Td2 Trans StatiqueDocument5 paginiTd2 Trans Statiquesara100% (1)
- TD2-Triphasé CorrigéDocument16 paginiTD2-Triphasé CorrigésaraÎncă nu există evaluări
- Gestion ProjetDocument10 paginiGestion ProjetAhmed ElgarnaouiÎncă nu există evaluări
- Essentiel Organisation Projet FR Simplifie v2-3Document78 paginiEssentiel Organisation Projet FR Simplifie v2-3saraÎncă nu există evaluări
- 1reseaux MonophasesDocument47 pagini1reseaux MonophasesConstant BingÎncă nu există evaluări
- Alg 2 S2Document52 paginiAlg 2 S2AbdelkhalekBenOmarÎncă nu există evaluări
- Résumé2 Analyse 1 PDFDocument4 paginiRésumé2 Analyse 1 PDFsaraÎncă nu există evaluări
- 2101f Techn de Mesure Et de Controle PDFDocument10 pagini2101f Techn de Mesure Et de Controle PDFsaraÎncă nu există evaluări
- Electrotec Mono+tri PhaseDocument17 paginiElectrotec Mono+tri PhaseSamir ElvesÎncă nu există evaluări
- Cours TriphaseDocument16 paginiCours TriphasekamalÎncă nu există evaluări
- Gestion de Projet - Réaliser Le Diagramme de Pert: G C - D ADocument32 paginiGestion de Projet - Réaliser Le Diagramme de Pert: G C - D Aمحمد المؤذنÎncă nu există evaluări
- Correction Série N - 5 Electronique SMP5Document7 paginiCorrection Série N - 5 Electronique SMP5saraÎncă nu există evaluări
- Correction TD ÉlectrotechniqueDocument11 paginiCorrection TD ÉlectrotechniquesaraÎncă nu există evaluări
- Comple - Ment de TDDocument4 paginiComple - Ment de TDsaraÎncă nu există evaluări
- V-Introduction À La Sélection Des Matériau 1 PDFDocument60 paginiV-Introduction À La Sélection Des Matériau 1 PDFsara75% (4)
- Exo Agreg Anum CorrDocument3 paginiExo Agreg Anum CorrsaraÎncă nu există evaluări
- 2017 Nassori DouniaDocument159 pagini2017 Nassori DouniaLilia LinaÎncă nu există evaluări
- Scenario Didactique ArticleDocument2 paginiScenario Didactique ArticleNicole's DiamondÎncă nu există evaluări
- Caslaru L Interlangue Des Apprenants Roumains de FleDocument262 paginiCaslaru L Interlangue Des Apprenants Roumains de FlerevedepierreÎncă nu există evaluări
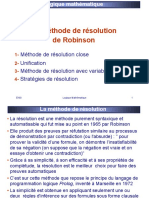
- Principe de Resolution de Robinson-CH4Document71 paginiPrincipe de Resolution de Robinson-CH4youssef ghaouiÎncă nu există evaluări
- Du Datamining À L'apprentissage StatistiqueDocument11 paginiDu Datamining À L'apprentissage StatistiqueGomiri AnonymeÎncă nu există evaluări
- LE TEST DE CATTELL Ou CULTURE FAIR INTELLIGENCE TEST - CFIT (4 Pages - 115 Ko) .Document4 paginiLE TEST DE CATTELL Ou CULTURE FAIR INTELLIGENCE TEST - CFIT (4 Pages - 115 Ko) .jo100% (1)
- Grammaire Negation InterrogationDocument3 paginiGrammaire Negation InterrogationZomba RinkÎncă nu există evaluări
- Etude de Cas Sujet 1Document91 paginiEtude de Cas Sujet 1Salma GamÎncă nu există evaluări
- Le Désir de Participation, David BerlinerDocument20 paginiLe Désir de Participation, David BerlinerIoana Miruna VoiculescuÎncă nu există evaluări
- Present TorsionDocument9 paginiPresent TorsionKhalid TamiÎncă nu există evaluări
- DEVOIR DE MATHS N°1 GSA11Nov23Document2 paginiDEVOIR DE MATHS N°1 GSA11Nov23dianechibidouxÎncă nu există evaluări
- Serie 2-1Document5 paginiSerie 2-1bsalsabil592Încă nu există evaluări
- Mecanique de FluideDocument15 paginiMecanique de FluideJoshua Carpenter100% (1)
- HDR LissorguesDocument216 paginiHDR Lissorguesruda64Încă nu există evaluări
- FourierDocument8 paginiFourierhenryÎncă nu există evaluări
- Éthique, Morale, Déontologie: René AuclairDocument6 paginiÉthique, Morale, Déontologie: René Auclairسيدامحمد خطري تام0% (1)
- Avant Le Chantier - Planete TPDocument1 paginăAvant Le Chantier - Planete TPndongmo aldoÎncă nu există evaluări
- Serie 1Document1 paginăSerie 1zizikokoÎncă nu există evaluări
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserDe la EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserÎncă nu există evaluări
- Dark Python : Apprenez à créer vos outils de hacking.De la EverandDark Python : Apprenez à créer vos outils de hacking.Evaluare: 3 din 5 stele3/5 (1)
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)De la EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Evaluare: 4 din 5 stele4/5 (2)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationDe la EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationÎncă nu există evaluări
- La vie des abeilles: Prix Nobel de littératureDe la EverandLa vie des abeilles: Prix Nobel de littératureEvaluare: 4 din 5 stele4/5 (41)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsDe la EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsEvaluare: 3.5 din 5 stele3.5/5 (19)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésDe la EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésEvaluare: 3.5 din 5 stele3.5/5 (4)
- Technologie automobile: Les Grands Articles d'UniversalisDe la EverandTechnologie automobile: Les Grands Articles d'UniversalisÎncă nu există evaluări
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)De la EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Evaluare: 4 din 5 stele4/5 (3032)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationDe la EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationÎncă nu există evaluări
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.De la EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Încă nu există evaluări
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.De la EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Încă nu există evaluări
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.De la EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Evaluare: 3.5 din 5 stele3.5/5 (6)
- 500 secrets pour avoir un potager merveilleuxDe la Everand500 secrets pour avoir un potager merveilleuxEvaluare: 2 din 5 stele2/5 (1)
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxDe la EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxEvaluare: 1 din 5 stele1/5 (1)
- Le B.A.-Ba de la communication: Comment convaincre, informer, séduire ?De la EverandLe B.A.-Ba de la communication: Comment convaincre, informer, séduire ?Evaluare: 3 din 5 stele3/5 (1)
- Bien débuter avec PHP/MySQL: Formation professionnelleDe la EverandBien débuter avec PHP/MySQL: Formation professionnelleÎncă nu există evaluări
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsDe la EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsEvaluare: 4 din 5 stele4/5 (2)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxDe la EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxEvaluare: 4.5 din 5 stele4.5/5 (4)
- Le trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsDe la EverandLe trading des bandes de bollinger facile à apprendre: Comment apprendre à utiliser les bandes de bollinger pour faire du commerce en ligne avec succèsEvaluare: 5 din 5 stele5/5 (1)
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxDe la EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxEvaluare: 5 din 5 stele5/5 (2)
- Conception & Modélisation CAO: Le guide ultime du débutantDe la EverandConception & Modélisation CAO: Le guide ultime du débutantÎncă nu există evaluări
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentDe la EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentÎncă nu există evaluări
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsDe la EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsEvaluare: 5 din 5 stele5/5 (1)
- Dans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellDe la EverandDans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellEvaluare: 4.5 din 5 stele4.5/5 (3)