S-ar putea să vă placă și
- Top 20 de Negocios Rentables en MéxicoDocument31 paginiTop 20 de Negocios Rentables en MéxicoJimmy PérezÎncă nu există evaluări
- Aperitivos en Vasitos en PDFDocument32 paginiAperitivos en Vasitos en PDFConcha Bernad80% (5)
- Implementación de Six Sigma en Coca Cola Femsa CartagenaDocument18 paginiImplementación de Six Sigma en Coca Cola Femsa CartagenaFabian Gutierrez100% (1)
- Prince and Assassin Tavia LarkDocument259 paginiPrince and Assassin Tavia LarkAndrea Quintanilla Acosta100% (3)
- Diagrama de ParetoDocument22 paginiDiagrama de ParetoAnggie Velasquez Ruiz50% (2)
- Analisi PEST Cerveceria NacionalDocument6 paginiAnalisi PEST Cerveceria NacionalJonathan Paul100% (2)
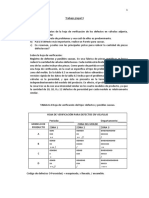
- Hoja verificación calidad ingeniería redesDocument13 paginiHoja verificación calidad ingeniería redesGress Almeyda100% (2)
- Retos en La Logística Globalizacion y TecnologiaDocument13 paginiRetos en La Logística Globalizacion y TecnologiaYadira BobadillaÎncă nu există evaluări
- Balanced Scorecard CerveceríaDocument7 paginiBalanced Scorecard CerveceríaAdeli Valverde ZavaletaÎncă nu există evaluări
- La Noche Encantada by Angie L PDFDocument11.364 paginiLa Noche Encantada by Angie L PDFSamiraÎncă nu există evaluări
- Proyecto Gestion de Almacenes-Grupo2Document13 paginiProyecto Gestion de Almacenes-Grupo2Pray for HondurasÎncă nu există evaluări
- Informe Cadena de Suministro AzucarDocument31 paginiInforme Cadena de Suministro AzucarAntonio Castillo Nevarak67% (6)
- Mantenimiento Basado en Confiabilidad RCM para Una Fabrica de JabónDocument17 paginiMantenimiento Basado en Confiabilidad RCM para Una Fabrica de JabónYohan Andrés Pineda MartinezÎncă nu există evaluări
- Resumen Normas RSEDocument2 paginiResumen Normas RSEDomenicoVillenaÎncă nu există evaluări
- Estudio Financiero - Empresa de Lacteos.Document54 paginiEstudio Financiero - Empresa de Lacteos.Paula GonzalezÎncă nu există evaluări
- Monografía HIDROXIDO de SODIO. Integración I Martino Luana.Document40 paginiMonografía HIDROXIDO de SODIO. Integración I Martino Luana.Leo Ayala67% (3)
- 01 Cuestionario PESTELDocument4 pagini01 Cuestionario PESTELFatima SuarezÎncă nu există evaluări
- Conclusion Matriz SpaceDocument2 paginiConclusion Matriz SpaceOscar Jaime Arteaga0% (1)
- Mejora en Los Procesos Productivos de La Fabricación de Muebles de Maderas de La Empresa MonserickDocument25 paginiMejora en Los Procesos Productivos de La Fabricación de Muebles de Maderas de La Empresa MonserickKeyla Selene67% (3)
- Actividad Estrategias Genéricas de PorterDocument2 paginiActividad Estrategias Genéricas de PorterLuis CastilloÎncă nu există evaluări
- Tecnologías de Empaque y Codificación de Productos Almacenados.Document25 paginiTecnologías de Empaque y Codificación de Productos Almacenados.Carlos GomezÎncă nu există evaluări
- Actividad Integradora. Mi Empresa en El Mercado InternacionalDocument5 paginiActividad Integradora. Mi Empresa en El Mercado InternacionaleduardoÎncă nu există evaluări
- Proyecto Integrador - CECDocument54 paginiProyecto Integrador - CECPEDRO ALEJANDRO RODRIGUEZ SANTIAGOÎncă nu există evaluări
- Reingenieria y Los Reprocesos ControlDocument9 paginiReingenieria y Los Reprocesos ControlMarcos Jaldin MamaniÎncă nu există evaluări
- Diagrama de EspaguettiDocument1 paginăDiagrama de EspaguettiDaniel SánchezÎncă nu există evaluări
- Ensayo Control Estadistico de CalidadDocument2 paginiEnsayo Control Estadistico de CalidadEdwing Moya Herrera100% (1)
- Premio Nacional de La CalidadDocument10 paginiPremio Nacional de La CalidadAlberto CarranzaÎncă nu există evaluări
- Analisis PESTEL EjemploDocument8 paginiAnalisis PESTEL EjemploGiovani Alexis Saez VegaÎncă nu există evaluări
- 5 Deber Metodo AMEFDocument9 pagini5 Deber Metodo AMEFAndrés DìazÎncă nu există evaluări
- Método Shainin para resolver problemas de calidad y confiabilidadDocument19 paginiMétodo Shainin para resolver problemas de calidad y confiabilidadAndy BlackÎncă nu există evaluări
- AUDITORIA ADMINISTRATIVA Fruteria IlusionDocument13 paginiAUDITORIA ADMINISTRATIVA Fruteria IlusionBreyner RodriguezÎncă nu există evaluări
- Empresa Agroindustrial TALSADocument4 paginiEmpresa Agroindustrial TALSAJesus Burgos HuancaÎncă nu există evaluări
- DANPERDocument2 paginiDANPERAlexanderÎncă nu există evaluări
- Diagrama de Flujo Salsa HawaianaDocument1 paginăDiagrama de Flujo Salsa HawaianaK. Alexandra CaleroÎncă nu există evaluări
- Diagrama IshikawaDocument1 paginăDiagrama IshikawaJesús LuyoÎncă nu există evaluări
- Tanque Frio 2Document6 paginiTanque Frio 2DELIAÎncă nu există evaluări
- Método Sinérgico de Localización de Plantas (Brown y Gibson)Document7 paginiMétodo Sinérgico de Localización de Plantas (Brown y Gibson)gladys sicanÎncă nu există evaluări
- Definiciones y Terminos ISO-9001 2015Document5 paginiDefiniciones y Terminos ISO-9001 2015hector10432Încă nu există evaluări
- Estudio de CasoDocument16 paginiEstudio de Casokevin Aaron chavez ibarraÎncă nu există evaluări
- Espinoza Andrea Sanchez Bertha Estudio Prefactibilidad Implementacion Lavanderia AnexosDocument40 paginiEspinoza Andrea Sanchez Bertha Estudio Prefactibilidad Implementacion Lavanderia AnexosLuis Huapaya FriasÎncă nu există evaluări
- CEC Tarea 5Document34 paginiCEC Tarea 5ivethputoyÎncă nu există evaluări
- Mantenimiento Calzado SAcDocument8 paginiMantenimiento Calzado SAcHar VasKzÎncă nu există evaluări
- Logistica para La Produccion de PanelaDocument14 paginiLogistica para La Produccion de PanelaSerj BolivarÎncă nu există evaluări
- Unidad 4Document46 paginiUnidad 4Osvaldo CuevasÎncă nu există evaluări
- Matriz BCGDocument7 paginiMatriz BCGMarvin SilvaÎncă nu există evaluări
- Algoritmo Klee y ParetoDocument7 paginiAlgoritmo Klee y ParetoLeo VillarrealÎncă nu există evaluări
- Distancias euclídeas y muestrales discretos vs continuosDocument3 paginiDistancias euclídeas y muestrales discretos vs continuosGaby Juárez0% (1)
- Encuesta Del MinimarketDocument12 paginiEncuesta Del MinimarketLeandro Perez AguirreÎncă nu există evaluări
- Equipo esencial para producir queso, crema y mantequillaDocument200 paginiEquipo esencial para producir queso, crema y mantequillaEvita Aramayo FloresÎncă nu există evaluări
- Panadería equipo misión visión valoresDocument8 paginiPanadería equipo misión visión valoresYuliis A RuizÎncă nu există evaluări
- IshikawaDocument1 paginăIshikawaIván Ricardo Varías RodríguezÎncă nu există evaluări
- Trabajo Grupal 3 TOTALDocument10 paginiTrabajo Grupal 3 TOTALismyliveÎncă nu există evaluări
- Six Sigma Polleria La EspadaDocument15 paginiSix Sigma Polleria La EspadaYemis Alva Palacios50% (2)
- Mapa ConceptualDocument1 paginăMapa ConceptualEder Nieto0% (1)
- Análisis de Capabilidad-Porcentaje DefectuosoDocument9 paginiAnálisis de Capabilidad-Porcentaje Defectuosojustorfc100% (1)
- Trabajo Final InvopeDocument17 paginiTrabajo Final InvopeSofia ArancibiaÎncă nu există evaluări
- Caso de Auditoría Del SGCDocument4 paginiCaso de Auditoría Del SGCB. MirandaÎncă nu există evaluări
- Taller Distribución BinomialDocument3 paginiTaller Distribución BinomialFelipe SaldañaÎncă nu există evaluări
- CASO PRACTICO - CALIDAD XDocument12 paginiCASO PRACTICO - CALIDAD XKarla SosaÎncă nu există evaluări
- Tecnologico Nacional de Mexico aplica herramientas JITDocument14 paginiTecnologico Nacional de Mexico aplica herramientas JITFernando Sebastian IsMÎncă nu există evaluări
- Trabajo Final de Simulacion Analisis y DiseñoDocument15 paginiTrabajo Final de Simulacion Analisis y DiseñoSteveBvÎncă nu există evaluări
- Ejemplo de Análisis PESTEL de Una EmpresaDocument2 paginiEjemplo de Análisis PESTEL de Una EmpresaDonato Vidal OrtegaÎncă nu există evaluări
- Ejemplos Hohas de VerificacionDocument6 paginiEjemplos Hohas de VerificacionDiana EstefaniaÎncă nu există evaluări
- Hojas de verificación para control de calidad en procesos industrialesDocument6 paginiHojas de verificación para control de calidad en procesos industrialesEnrrique GutierrezÎncă nu există evaluări
- InspecciónDocument11 paginiInspecciónBRANDON OTNIEL LOBATO ANELÎncă nu există evaluări
- Herramientas de CalidadDocument12 paginiHerramientas de CalidadAXEL URIEL GALINDO ZARAGOZAÎncă nu există evaluări
- JR ChefDocument2 paginiJR ChefKevin GonzálezÎncă nu există evaluări
- Ayudas de CocinaDocument11 paginiAyudas de CocinaJessenia Chacón100% (1)
- Como Servir Una BebidaDocument11 paginiComo Servir Una BebidaAlex Loyola SolesÎncă nu există evaluări
- Analisis Microbiologico Septiembre PDFDocument8 paginiAnalisis Microbiologico Septiembre PDFkewinbvÎncă nu există evaluări
- Elaborar Mermeladas de Mora Maracuyá Mango HigoDocument5 paginiElaborar Mermeladas de Mora Maracuyá Mango HigoEduardo González MartínÎncă nu există evaluări
- Historia Amaranto PDFDocument16 paginiHistoria Amaranto PDFYuly EscobarÎncă nu există evaluări
- Historia de La EmpanadaDocument3 paginiHistoria de La EmpanadaVale A. VillagraÎncă nu există evaluări
- Chaco de Ocobamba CanchisDocument5 paginiChaco de Ocobamba Canchisjose rojasÎncă nu există evaluări
- 13 Batidos y Refrescos MASTERMIXDocument13 pagini13 Batidos y Refrescos MASTERMIXMatilde Pérez PinillaÎncă nu există evaluări
- Industria de Vinos y PiscosDocument41 paginiIndustria de Vinos y PiscosGabriela Almeyda Salvador0% (1)
- Ficha Producto - ModeloDocument1 paginăFicha Producto - ModeloMercy Reto CastilloÎncă nu există evaluări
- Huaha EcuadorDocument50 paginiHuaha Ecuadordaryeny paradaÎncă nu există evaluări
- Cotizacion Fiesta PrimaveraDocument6 paginiCotizacion Fiesta PrimaveraandreaÎncă nu există evaluări
- Frijoles Con TocinoDocument17 paginiFrijoles Con TocinoFernando Perez0% (1)
- Guia 1 de CyaDocument2 paginiGuia 1 de CyaLlatas Gonzales Alexander0% (1)
- Experiment oDocument10 paginiExperiment oTaniÎncă nu există evaluări
- Yogurt de DuraznoDocument9 paginiYogurt de DuraznoAventurero darkÎncă nu există evaluări
- Elaboración de Coagulante y Floculante para El Tratamiento de Aguas A Partir de Opuntia Ficus-Indica 2Document5 paginiElaboración de Coagulante y Floculante para El Tratamiento de Aguas A Partir de Opuntia Ficus-Indica 2Carlos SantiagoÎncă nu există evaluări
- Reino FungiDocument2 paginiReino Fungiwc_correoÎncă nu există evaluări
- 1 Blind - Isu PDFDocument547 pagini1 Blind - Isu PDFmilitelÎncă nu există evaluări
- Practica Analisis de Aceites PDFDocument20 paginiPractica Analisis de Aceites PDFdayanaÎncă nu există evaluări
- LoncherasNutritivas40Document5 paginiLoncherasNutritivas40AlexanderFloresGarciaÎncă nu există evaluări
- Dieta de MusculacionDocument4 paginiDieta de MusculacionJonatan Cristian Vargas VillegasÎncă nu există evaluări
- Encuesta ConsumoDocument7 paginiEncuesta ConsumoGabriela CáceresÎncă nu există evaluări