Documente Academic
Documente Profesional
Documente Cultură
Manual PAC. Cap. 1 Objeivos Cap 2. Procedimienos Mandatorios
Încărcat de
Victor BuenoDescriere originală:
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Manual PAC. Cap. 1 Objeivos Cap 2. Procedimienos Mandatorios
Încărcat de
Victor BuenoDrepturi de autor:
Formate disponibile
Manual PAC
PROCEDIMIENTOS DE ASEGURAMIENTO DE
LA CALIDAD
(BASADO EN APPCC)
Camarón Congelado Crudo
Línea de producción
Maracaibo – Venezuela
2018
Procesadora Línea de Producción de Camarón Código: PAC
CAMARON EXPORT C.A. Congelado Crudo Revisión No. 0
Elaborado por: Revisado por: Aprobado:
. .
Fecha: 15/01/18 Fecha: 15/01/18 Fecha: 15/01/18
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD PAC
INDICE
CAPITULO I. POLITICA Y OBJETIVOS DE CALIDAD
CAPITULO II. PROCEDIMIENTOS MANDATORIOS
a) Gestión y Control de la Documentación
b) Control y Conservación de Registros
c) Auditorías Internas
d) Productos No conformes
e) Acciones Correctivas y Preventivas
- Acciones Correctivas
- Acciones Preventivas
CAPITULO III. PROCEDIMIENTOS PREOPERACIONALES
CAPITULO IV. PROCEDIMIENTOS OPERACIONALES DE TRABAJO PARA EL
PROCESAMIENTO
Operaciones Tecnológicas
CAPITULO V. PROCEDIMIENTOS PARA LA DETERMINACION DE LOS PUNTOS
CRITICOS DE CONTROL Y PUNTOS DE CONTROL DE DEFECTOS
CAPITULO VI. PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE
SANEAMIENTO (POES) DE ESTABLECIMIENTOS PESQUEROS
CAPITULO VII. PROCEDIMIENTO PARA EL ASEGURAMIENTO METROLOGICO
CAPITULO VIII.PROCEDIMIENTO PARA LA ELABORACIÓN DEL MANUAL DE CALIDAD
DEL LABORATORIO
CAPITULO IX. PROCEDIMIENTOS DE VERIFICACION
Verificación del POES
Observación visual
Muestreo de superficies
Control de manipuladores
Verificación del APPCC
Evaluación de productos intermedios en la línea de producción
Verificación de los procedimientos operacionales de trabajo de cada
producto
Avaluación del producto final
Verificación de los Registros
Verificación diaria
Verificación integral del PAC
CAPITULO X. PROCEDIMIENTO PARA LA TRAZABILIDAD DEL PRODUCTO
CAPITULO XI. PROCEDIMIENTO DE QUEJAS, RECLAMACIONES O DEVOLUCIONES
DE LOS CLIENTES Y/O CONSUMIDORES
CAPITULO XII. PROCEDIMIENTOS DE RETIRADA DEL PRODUCTO
EDICION 1 REVISION 0 Página 2
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
CAPITULO I. POLITICAS Y OBJETIVOS DE CALIDAD
1.1. INTRODUCCION
En el año de 2.017, se da inicio a un proyecto que en los últimos años ha sido motivo
de inspiración y dedicación de la Sra: CHATRS y XXXX ; de esa inspiración nace CAMARON
EXPORT CORPORATION, C.A., empresa dedicada al procesamiento de camarones de
cultivo y pesca artesanal. Esta empresa está ubicada en la Av. Principal Punta de Palma,
Parroquia San José, Municipio Miranda, Los Puertos de Altagracia, Estado Zulia, Venezuela
la ubicación de esta planta es estratégica pues permite el desarrollo de la actividad pesquera.
La planta cuenta con una infraestructura que garantiza una capacidad de proceso y
congelación de en su plena productividad alrededor de 4.000 Lbs a 7.000 Lbs de materia
prima por hora, o su equivalente a 50.000 Lbs. por día, en turno de 8 horas.
EDICION 1 REVISION 0 Página 3
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
1.2. POLITICA DE CALIDAD
CAMARON EXPORT tiene como Política de Calidad procesar Camarones enteros y
colas congeladas a partir de una materia prima proveniente del cultivo en nuestras propias
granjas, proveedores granjeros y proveniente de la pesca artesanal garantizando de esta
forma productos inocuos y de óptima calidad que satisfagan las exigencias de nuestros
clientes.
Para lograr esta política contamos con un personal competente con alto grado de
compromiso y profesionalismo consciente de la calidad que demandan nuestros clientes,
nuestros procesos son mejorados continuamente mediante la capacitación e implementación
de nuevas tecnologías además contamos con un Programa de aseguramiento de la calidad
basado en APPCC ( Análisis de Peligros y Puntos Críticos de Control) que le permite a la
organización mantener la competitividad en el mercado y garantizar el cumplimiento de los
requisitos del cliente y una mejora continua de nuestras producciones.
EDICION 1 REVISION 0 Página 4
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
1.3. OBJETIVOS DE CALIDAD
Garantizar a nuestros clientes la conformidad del 100% de nuestros productos.
Revisión y reorganización continúa de nuestro Programa de Aseguramiento de la
Calidad Basado en APPCC.
Capacitar a todos y cada uno de los integrantes de nuestra organización en materia de
Calidad e Inocuidad.
Prevenir, controlar y corregir los problemas durante los procesos.
Recibir calificaciones excelentes ante las auditorías externas e inspecciones
realizadas por INSOPESCA.
EDICION 1 REVISION 0 Página 5
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
1.4. EQUIPO DE TRABAJO CAMARON EXPORT
Cargo. Funciones.
Es el responsable de la compañía CAMARON EXPORT, aprueba y desaprueba todos los
Gerente General movimientos de la empresa. Además de asegurar el mercado para los productos de CAMARON
EXPORT a nivel Internacional. Provee los recursos para el cumplimiento de las exigencias de
Calidad a fin de garantizar productos de buena calidad.
Gerente
Administrativo
Es el responsable de la producción y del buen funcionamiento del PAC y de cualquier cambio en la
Jefe de documentación que estén relacionados con el plan. Revisa mensualmente el funcionamiento del
Producción sistema APPCC, es el responsable de los movimientos relacionados con el funcionamiento de la
empresa, asi como de las operaciones diarias de producción, respondiendo por la eficiencia en el
proceso, rendimiento y buena calidad de los productos elaborados.
Supervisa al personal que ejecuta todos los deberes especificados en el PAC con el Jefe de
Producción, analiza y determina los peligros biológicos, químicos y físicos relacionados con la
Jefe de Control de
inocuidad y además trabaja en el análisis de los defectos y propuestas de los Puntos Críticos de
Calidad
Control y Puntos de Control de Defectos. Inspecciona la calidad en el proceso de producción y los
productos elaborados. Controla el cumplimiento de las normas de higiene del personal y del aseo
de las instalaciones y equipos relacionados con el PAC.
Es el responsable del área al respecto; incluyendo instrumentos y equipos dentro del mismo, se
Analista de
encarga de Mejorar los métodos de titulación de metabisulfito dentro de planta, verificar el llenado
Laboratorio
correcto de los formatos, Inspeccionar las concentraciones del metabisulfito de recepción, máquina
Físico- Químico
y producto terminado. Y por último verifica el comportamiento de las Prueba Aceleradas de
Melanosis en el transcurso de 24 Horas
Jefe de
Supervisa y verifica el cumplimiento de todas las actividades de las áreas externas e internas
mantenimiento
relacionadas con el mantenimiento de la planta.
EDICION 1 REVISION 0 Página 6
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
Es la responsable de la verificación de que todos los materiales y equipos que se resguardan en el
Jefe de Almacén
almacén se encuentren en buenas condiciones de higiene y se respete que lo primero que entra
sea lo primero que se entrega para producción. .
EDICION 1 REVISION 0 Página 7
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
POLITICAS Y OBJETIVOS DE CALIDAD
1.5. CARTA COMPROMISO
En Camarón Export Corporation, C.A estamos comprometidos con el desarrollo y la
implantación de un Sistema de Procedimientos de Aseguramiento de la Calidad (PAC), con
la finalidad de reducir y/o eliminar los peligros que pueden afectar la seguridad alimentaria y
la calidad del producto mediante el desarrollo y ejecución de medidas preventivas en relación
a las metodologías de procedimientos y de manipulación en las etapas del proceso
productivo que corresponda.
El control de los peligros identificados en el procesamiento del alimento es
responsabilidad del equipo definido por la Dirección y el personal designado para dichas
actividades.
El Sistema PAC se basa en la identificación, descripción, monitoreo y control de
peligros que amenazan la seguridad alimentaria y las medidas aplicadas para que estos sean
controlados y mantenidos en niveles aceptables.
Por estas razones, la Gerencia General, el Departamento de Calidad y el
Departamento de Producción pertenecientes a Camarón Export, C.A. se comprometen en
cumplir y hacer cumplir las actividades que garantizan el control de los peligros que afectan
la seguridad alimentaria.
__________________________________
Gerente General
__________________________________ __________________________________
Jefe de Calidad Jefe de Producción
EDICION 1 REVISION 0 Página 8
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
CAPITULO II. PROCEDIMIENTOS MANDATORIOS
2.1. PROCEDIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
2.1.1. OBJETIVO.
Este Procedimiento establece el Control de los Registros del Programa de
Aseguramiento de la Calidad basado en APPCC como garantía y/o evidencia de las
acciones establecidas en los Procedimientos operacionales de trabajo e Instrucciones de
Trabajo.
2.1.2 ALCANCE.
Los registros pueden ser por: Resultados de Métodos de Ensayo, Evaluación de
Productos Terminados, Acciones Correctivas, Resultados de Auditorías internas y Externas,
Registros de Quejas y Reclamaciones, controles u otras acciones que evidencien la
conformidad con los requisitos de la operación.
2.1.3 RESPONSABILIDAD.
El jefe de Producción y el Jefe Control de Calidad son los Responsable de garantizar
el uso y mantenimiento de los registros.
El personal que realice anotaciones en cualquier tipo de registro será el responsable
de cumplir estrictamente las regulaciones y normas de cómo llenar dichos registros.
EDICION 1 REVISION 0 Página 9
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
2.1.4 EQUIPOS Y MATERIALES.
Computadoras y sus accesorios de impresora, hojas, carpetas, bolígrafos, tablas de
apoyo.
2.1.5 DESARROLLO.
2.1.5.1 Consideraciones Generales.
Los Registro de documento reflejan los resultados obtenidos de las acciones
realizadas. Los registros son indispensables para garantizar la Trazabilidad y la toma
de acciones correctivas y preventivas en cada una de las áreas, ya que son la fuente
de suministro de datos obtenidos bajos los requisitos establecidos en los
procedimientos operacionales de trabajo e instrucciones de trabajo.
El Jefe de Control de Calidad se encarga de realizar los cambios necesarios a
la documentación y luego se archiva de manera ordenada en carpetas identificadas
con rotulaciones de manera legible que son expuestas en archivos de fácil ubicación;
los documentos que han sido sustituidos pasan a otras carpetas que a su vez son
archivadas en otro estantes a fin de evitar documentos obsoletos.
2.1.5.2 Identificación.
Dichas carpetas son identificadas con una etiqueta; la cual contiene el logo de
la empresa seguido del nombre de la planilla y la codificación de la carpeta, la cual
consta del número del formato conjuntamente con las iníciales del manual al cual
EDICION 1 REVISION 0 Página 10
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
pertenece, señalando el periodo semestral y el año en curso, todo con letra TIMES
NEW ROMAN 18. (Ver figura Nº 1)
Figura N° 1. Etiqueta de Identificación de Carpeta
NOMBRE DE LA
PLANILLA
CODIFICACION
DE LA PLANILLA
PERIODO
SEMESTRAL
AÑO EN CURSO
EDICION 1 REVISION 0 Página 11
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
2.1.5.3 Control de los Registros.
Los modelos de los registros estarán situados en carpetas para su fácil
ubicación y manipulación siguiendo un orden lógico. La persona encargada de la
documentación del Sistema contará con un listado maestro de registros.
No podrán existir Registros que no estén descritos en un Procedimiento
Operacional de Trabajo (POT) o Instrucciones de Trabajo (IT).
El Registro se mantendrá vigente hasta tanto el POT o IT que le dio origen
también mantenga esta condición, si es anulado, será eliminado el registro.
De igual manera las carpetas en donde se archivan los formatos de los Puntos
Críticos de Control (PCC), los Puntos de Control de Defectos (PCD), registros
pertenecientes a Procedimientos Operacionales Estándares de Saneamiento (POES),
Buenas Prácticas de Fabricación (BPF), Acciones Correctivas, Quejas del Cliente
entre otros serán archivadas de manera individual.
2.1.5.4 Disposiciones para el llenado de los Registros.
Los Registros serán llenados con letra clara y legible, siempre con bolígrafo u
otro método que no admita ser borrado.
Los registros no tendrán borrones ni tachaduras, en caso de error se podrá
hacer una corrección pasando una línea sobre la información errónea de forma que se
pueda leer el dato original y se coloque al lado la información correcta y el nombre de
la persona que la realizó.
EDICION 1 REVISION 0 Página 12
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
Los Registros se llenarán en el momento que se termina de realizar la
verificación. Todas las anotaciones llevarán el nombre y la firma de la persona que
realiza el muestreo, ensayo, comprobación o suceso a registrar.
Los registros serán revisados y aprobados diariamente por el Gerente de
Control de Calidad, firmándolos para así dejar evidencia de la aprobación. Podrán
utilizarse libretas de trabajo, anotaciones, hojas de cálculo y observaciones originales,
pero estos no constituirán registros.
2.1.5.5 Conservación y Recuperación de los Registro.
Los registros se conservarán en buen estado, íntegros y legibles, y serán
recuperables en cualquier momento.
Se guardarán los registros por un período nunca menor de 2 años, y solo se
obtendrán únicamente de manera física y palpable.
2.1.5.6 Acceso y Protección de los Registro.
Los Registros se encontrarán en lugares seguros, que eviten su deterioro y
protegidos de humedad u otro agente que pueda afectar su buen estado. Solo llenarán
los Registros las personas autorizadas para esto. Se tendrá conocimiento del personal
que tiene acceso a cada Registro.
EDICION 1 REVISION 0 Página 13
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
2.1.6 DESCRIPCIÓN Y CODIFICACIÓN DE LOS REGISTROS
Recepción de Materia Prima CEP BPF: 3-1
Inspección de Materia Prima Camarón Cultivo CEC BPF: 3-2
Inspección de Materia Prima Camarón Silvestre CEC BPF: 3-3
Determinación de Residual de Metabisulfito de sodio CEC APPCC-1
Registro de Medición de Cloro en Proceso CEC BPF: 3-4-1
Registro de Medición de Cloro en Pediluvios CEC BPF: 3-4-2
Nota de Recepción de Insumos CEP BPF: 3-5-1
Nota de Solicitud de Insumos CEP BPF: 3-5-2
Nota de Recepción del Hielo CEC BPF: 3-6
Registro de mediciones de temperatura ambiente en áreas de proceso y
CEC BPF: 3-7
equipos de frio
Registro de Temperatura en Proceso CEC BPF: 3-8
Registro de Temperatura en Carga y Descarga de Túneles CEC BPF: 3-9
Registro de Carga y Temperatura de Contenedores CEC BPF: 3-10
Inspección de Calidad de Producto en Línea Head-On Camarón Cultivo CEC BPF: 3-11
Auditoría de Calidad de Producto Terminado Head-On Camarón Cultivo CEC BPF: 3-12
Inspección de Calidad de Producto Descabezado, Camarón Cultivo CEC BPF: 3-13
Auditoría de Calidad de Producto Terminado Shell-On Camarón Cultivo CEC BPF: 3-14
Inspección de Calidad de Producto en Línea Shell-On Camarón Silvestre CEC BPF: 3-15
EDICION 1 REVISION 0 Página 14
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
Auditoría de Calidad de Producto Terminado Shell-On Camarón Silvestre CEC BPF: 3-16
Liquidación de Producto Entero Camarón Cultivo CEC BPF: 3-17
Liquidación de Producto Colas Camarón Cultivo / Silvestre CEC BPF: 3-18
Registro de Carga en Túneles de Congelación CEP BPF: 3-19
Control de Embultado. CEP BPF: 3-20
Pesaje de Producto Venta Nacional y Desperdicio CEP BPF: 3-21
Nota de Salida de Desperdicio CEP BPF: 3-22
Inspección y Control de Pesos Balanzas CEC BPF: 3-23
Registro de Solicitud de Muestras para Auditoria CEC BPF: 3-24
Control de Personal Ingreso a Sala CEC POES: 2-1
Registro Recorrido Estaciones de Trabajo y Áreas Internas CEC POES: 2-2-1
Registro Recorrido Estaciones de Trabajo y Áreas Internas CEC POES: 2-2-2
Registro Recorrido Estaciones de Trabajo y Áreas Externas CEC POES: 2-2-3
Control de Limpieza de Tanque de Agua CEC POES: 2-3
Control de Plagas y Roedores CEC POES: 2-4
EDICION 1 REVISION 0 Página 15
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
PRODECIMIENTO OPERATIVO PARA EL CONTROL DE REGISTROS
ANEXOS
(PLANILLAS)
Son 33 planillas
Pendiente con la numeracion de paginas
EDICION 1 REVISION 0 Página 16
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
2.2 PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
2.2.1 OBJETIVO.
El objetivo principal de este procedimiento es el establecimiento del programa
anual de Auditorías Internas para la revisión del Sistema de Gestión de la Calidad
basado en APPCC.
2.2.2 ALCANCE.
El programa de auditorías internas se encarga de monitorear cada una de las
etapas que conforman el PAC, su uso dentro del proceso y el buen funcionamiento.
2.2.3 RESPONSABILIDAD.
Es responsabilidad del Gerente General elaborar y propiciar la realización del
programa de Auditorías Internas, el cual se lleva a cabo por los Auditores Internos
seleccionados.
2.2.4 DESARROLLO.
El Cronograma de Auditoría Interna lo elaborará el Gerente General y un
coordinador del equipo APPCC, y se reflejara en un cronograma de actividades en
todas las áreas.
EDICION 1 REVISION 0 Página 17
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
2.2.4.1 CONSIDERACIONES GENERALES
Los Programas se elaborarán anualmente, buscando auditar cada Procedimiento
o Instrucción de Trabajo en cada unas de las áreas, como mínimo una vez al
año.
Para cumplir con este Programa será necesario la formación de Auditores
Internos capaces de cubrir todo el Programa.
El Programa de Auditoría será aprobado por el Equipo APPCC y entregados a
los Auditores Internos para garantizar su cumplimiento.
El Programa de Auditoría se elaborará teniendo en cuenta:
1. Las Auditorías Internas podrán ser notificadas con antelación al auditado.
2. En dependencia a ventajas o desventajas que puedan tener las Auditorías en
cada caso se programará:
Por Departamento, Área de trabajo, grupo de trabajo; todos o algunos
procedimientos o Instrucciones de trabajo.
Por Procedimiento; todas las áreas que cumplen el procedimiento.
Por Actividad; una misma actividad que aparezca en varios procedimientos
El modelo de Planilla de la Auditoría aparecerá en el “Programa de Auditoría
Interna“ y contendrá:
Tema o propósito de la Auditoría.
Área auditada.
Responsable de la Auditoría.
Auditor líder.
Participantes.
Fecha: la fecha podrá ser un día, entre varios días o dentro de un mes.
EDICION 1 REVISION 0 Página 18
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
Las Auditorías de Seguimiento se irán incluyendo en el Programa de Auditorías
a medida que surjan como producto de las No Conformidades de las Auditorías
Programadas.
2.2.5 ACTIVIDADES DE LA AUDITORIA INTERNA.
Las partes fundamentales en que se divide una auditoría interna son:
2.2.5.1 Organización Inicial de la Auditoría:
El Auditor líder designado en el Programa de Auditoría, comenzará la
organización de esta con suficiente tiempo de antelación a la fecha de la
auditoría.
Según el Tema o Propósito de la Auditoría se definirán los Objetivos, Alcance y
Criterios de la Auditoría.
Los Objetivos definirán lo que se va ha lograr con la auditoría.
El Alcance definirá la extensión y límite de la auditoría, las áreas, procesos y
actividades que se van a auditar.
Los Criterios de la Auditoría serán establecidos según la Política, procedimientos,
instrucciones de trabajo, normas, reglamentos.
De no ser posible la realización de la Auditoría, se procederá a eliminar esta o
crear condiciones factibles para realizarla.
2.2.5.2 Revisión de la Documentación:
Antes de la Realización de la Auditoria, el Equipo auditor revisará la
documentación relacionada con la Auditoria.
Esta Documentación podrá ser:
EDICION 1 REVISION 0 Página 19
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
Procedimientos e Instrucciones de Trabajo disponibles y actualizados.
Normas, Legislaciones, Reglamentaciones y otros
Auditorias Anteriores; en especial la ultima Auditoria,
Acciones Correctivas o Preventivas.
Registros.
Cuando se crea objetivo esta revisión puede posponerse en todo o parte hasta el
inicio de la realización de la Auditoria
Puede hacerse una visita al lugar y verificar condiciones y existencia de
documentación.
Si no existe documentación adecuada se pospondrá la auditoria hasta que se
resuelvan estos problemas e indicándose esto en el Programa de Auditoria y
situando otra fecha para la misma.
2.2.5.3 Preparación de las Actividades de la Auditoría.
El líder del Equipo Auditor preparará un Plan de Auditoría.
El Plan de Auditoría consistirá en una descripción detallada de las actividades y
pasos a seguir para realizar la Auditoría.
El Plan de Auditoría incluirá:
Objetivo de la Auditoría
Alcance
Documentos de referencias
Equipo Auditor
El Auditor líder asignará las tareas a realizar por cada miembro del equipo
auditor.
El equipo auditor preparará la Documentación de Trabajo
EDICION 1 REVISION 0 Página 20
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
La documentación de trabajo consistirá de:
Verificación de Registros:
o Se elaborará para cada actividad o proceso que se vaya a auditar
o Se incluirán todos los requisitos a ser evaluados.
o Se redactará de forma tal que las respuestas signifiquen: Cumplimiento
o no Cumplimiento.
o Habrá espacio para el registro apropiado de la información que
identifique la evidencia que corresponda.
o Se registrará el cumplimiento o no de cada requisito. Ver formato Nº 1
Confiabilidad de los resultados
2.2.5.4. Culminación de la Auditoria.
Es responsabilidad del auditado llevar a cabo las acciones Correctivas indicadas.
La Auditaría se dará por cerrada cuando se realicen todas las acciones correctivas
que se señalen, es decir, cuando no exista incumplimiento de ningún requisito:
Se verificará si se ha identificado, minimizado o eliminado por completo la causa
del problema.
Se verificará si las Acciones Correctivas fueron adecuadas y su eficacia.
No será necesario realizar nuevamente la Auditoria. Solo las No Conformidades
y Acciones Correctivas.
Se registrará el Resultado de las Acciones Correctivas en el mismo modelo que
se notificaron las No Conformidades
Se mantendrá informado al Jefe del área Auditada del Seguimiento de la
Auditoría hasta su cierre total.
EDICION 1 REVISION 0 Página 21
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
Las No Conformidades aparecerán de forma clara y precisa, para identificar
Acciones Correctivas. De cada No Conformidad habrá una o más Acciones
Correctivas, de cada Acción Correctiva habrá un seguimiento.
Se elaborarán Conclusiones que expresaran brevemente la naturaleza del
problema, la evidencia y la magnitud del mismo, así como la necesidad de su
eliminación.
El Informe de la Auditoria se le enviará al Jefe del Área auditada en un período
de 72 horas después de realizada la misma.
El informe será firmado por el auditor líder y por el Jefe de Control de Calidad.
Los Auditores archivarán todos los documentos relacionados con la Auditoria
durante un mínimo de 2 años.
2.2.5.5 Seguimiento de la Auditoria.
Cuando sea necesario se realizarán Auditorias de Seguimiento, estas serán
sistemáticas y controladas.
Se realizarán preferiblemente por el mismo equipo auditor.
De ser necesaria la compañía de otra autoridad interna, se le invitara al Jefe de
Control de Calidad o a la Gerente General.
2.2.6 POSIBLES ACTIVIDADES A AUDITAR SEGÚN EL AREA
Revisión Formatos y Manuales
Revisión de Registros
Actualización de documentos, Formatos y Planillas
Monitorio de las Instalaciones del área
Revisión de las normas de higiene
Funcionamiento de las facilidades sanitarias
EDICION 1 REVISION 0 Página 22
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
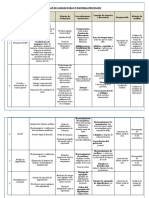
2.2.7 CRONOGRAMA DE AUDITORIAS INTERNAS
La empresa realiza auditorias internas planificadas para un lapso de un año, tal
como se representa en el siguiente cronograma y cuantas sean necesarias según el
resultado de las auditorias anteriores:
Septiembre
Noviembre
Diciembre
MES
Octubre
Febrero
Agosto
Marzo
Enero
Mayo
Junio
Abril
Julio
ÁREA
Recepción
Descabezado y
cava de desechos.
Sala de proceso
Área de Salmuera
Área túneles,
empaque y
despacho
Control de
Calidad
Laboratorio
Almacenes
Baños
Instalaciones de
la planta
Auditoria de
Seguimiento
Actividades Programadas.
EDICION 1 REVISION 0 Página 23
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS
PAC
PROCEDIMIENTOS PARA AUDITORIAS INTERNAS
FORMATO Nº 1
AUDITORIA INTERNA Nº
Objetivo de la Auditoria: ___________________________________________________
________________________________________________________________________
Alcance de la Auditoria: ___________________________________________________
Nombre del Auditado: _____________________________________________________
Auditor Líder: ____________________________________________________________
Cumple
Cumple
Fecha Área Auditada Descripción de las Actividad Participantes
No
OBSERVACIONES:____________________________________________________________________________
___________________________________________________________________________________________
___________________________________________________________________________________________
___________________________________________________________________________________________
Auditor Líder: ____________________________ Aprobado por: __________________________
EDICION 1 REVISION 0 Página 24
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS PAC
PROCEDIMIENTOS PARA EL MENEJO DE PRODUCTOS NO
CONFORMES
2.3 PROCEDIMIENTOS PARA EL MANEJO DE PRODUCTOS NO CONFORMES
2.3.1 OBJETIVO.
Este procedimiento establece el control, responsabilidad, tratamiento y disposición
de los productos No Conformes.
2.3.2 ALCANCE.
Los productos no conformes podrán ser detectados durante la recepción de la
materia prima, en cualquier paso del proceso productivo, al ser declarado un lote de
producción terminado o después de su expedición.
2.3.3 RESPONSABILIDAD.
Control de Calidad tiene la responsabilidad de evaluar y definir las no
conformidades presentadas en los productos y de proponer en acatamiento el
incumplimiento del requisito o destino de estos.
La persona autorizada para tomar decisiones, así como los procedimientos a seguir,
varían en dependencia del lugar donde se produce la No Conformidad, así como del
carácter, causa y extensión del incumplimiento de los requisitos y consecuencias que
puede provocar.
EDICION 1 REVISION 0 Página 25
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS PAC
PROCEDIMIENTOS PARA EL MENEJO DE PRODUCTOS NO
CONFORMES
2.3.4 DESARROLLO.
Un producto No Conforme es aquel que incumple algún requisito establecido en la
Norma de Especificación de Calidad de dicho producto.
Las No Conformidades pueden detectarse en:
Materia Prima.
Producto en proceso.
Producto terminado
Producto en verificación
El lugar destino, luego de su expedición.
Toda la materia prima destinada a la elaboración de productos pesqueros es
inspeccionada por el área de Calidad a la llegada del producto a la planta, antes del
comienzo del proceso tecnológico según se establece en el Manual Operativo de Control
de Calidad aprobado para este fin.
En caso de detectarse una materia prima que no cumpla los requisitos de calidad
establecidos, se procederá a la toma de las medidas necesarias; por último se decidirá el
destino del producto
Así también para el resto del proceso tecnológico. Las No Conformidades de los
productos deben ser detectadas por los Monitores de Calidad que cubren los Puntos
Críticos de Control y los Puntos de Control de Defectos según los Procedimientos de
control establecidos.
El Monitor de Calidad que durante el proceso encuentre una No Conformidad en el
producto que se esté elaborando, tendrá la responsabilidad de inmediatamente señalarla e
indicar una Acción Correctiva donde se elimine la No Conformidad del producto.
EDICION 1 REVISION 0 Página 26
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PROCEDIMIENTOS MANDATORIOS PAC
PROCEDIMIENTOS PARA EL MENEJO DE PRODUCTOS NO
CONFORMES
2.3.5 Registro.
Se registrarán todos los análisis a nivel de materia prima, producto en proceso,
producto terminado y las verificaciones finales, así como las No Conformidades de existir
y la disposición final del producto.
Se registrará cualquier No Conformidad presentada, así como la Acción Correctiva
tomada y el Seguimiento al producto.
EDICION 1 REVISION 0 Página 27
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
ACCIONES CORRECTIVAS Y PREVENTIVAS
2.4 ACCIONES CORRECTIVAS Y PREVENTIVAS
2.4.1 OBJETIVO.
Este procedimiento expone como se deben tomar Acciones Preventivas dirigidas a
eliminar la causa de No Conformidades potenciales y prevenir que ocurran.
2.4.2 ALCANCE.
Se tomarán Acciones Preventivas en todas las áreas de la planta de proceso, para
cualquier proceso en que se identifique el posible incumplimiento de una inconformidad.
2.4.3 RESPONSABILIDAD.
El jefe de control de calidad se encarga de identificar las No Conformidades
potenciales y dictaminar las Acciones Preventivas a tomar.
La persona debe ser competente para que a partir de su análisis, determine las
posibles causas que pudieran originar una No Conformidad.
2.4.4 DESARROLLO.
2 4.4.1 Determinación de las No Conformidades Potenciales.
Se determinarán en cada área de proceso las posibles no conformidades que
puedan aparecer.
EDICION 1 REVISION 0 Página 28
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
ACCIONES CORRECTIVAS Y PREVENTIVAS
La identificación de las posibles No Conformidades, se hará por una persona
designada en cada área o por un equipo de trabajo designado al efecto, aunque
puedan ser señaladas por cualquier trabajador que advierta el posible incumplimiento
del requisito por una posible causa.
No solo se determinarán las posibles No Conformidades, sino además las
posibles desviaciones.
2.4.4.2 Implementación de las Acciones Preventivas.
En cada área se debe tener claro qué Acciones Preventivas hay que adoptar
al encontrar una No Conformidad.
Las Acciones Preventivas deben ser apropiadas a los posibles efectos de los
problemas que se puedan presentar.
Se tomarán tantas Acciones Preventivas como sea necesario para evitar la
aparición de la No Conformidad.
Las Acciones Preventivas quedarán establecidas en los Documentos del
Sistema de Gestión de Calidad.
Las Acciones Preventivas tomadas reducirán la probabilidad de la ocurrencia
de las No Conformidades potenciales.
Se debe de actuar antes de la ocurrencia de la No Conformidad.
EDICION 1 REVISION 0 Página 29
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
ACCIONES CORRECTIVAS Y PREVENTIVAS
2.4.4.3 Registro de la Acción Correctiva
Se controlarán y registrarán los resultados de las Acciones Preventivas.
Todas las Acciones Correctivas tomadas deben ser registradas.
En el Registro de las Acciones Correctivas deben de indicarse: lugar, fecha,
descripción de las No Conformidades, análisis de datos y causas, las acciones
tomadas, así como el seguimiento que se realizará de esta. Véase Formato CE -4-
PAC 1
2.4.4.4 Seguimiento.
Se revisará la efectividad de las Acciones Preventivas tomadas. Se dará
seguimiento a las Acciones Correctivas implementadas, verificando si fueron
apropiadas y revisando su efectividad.
EDICION 1 REVISION 0 Página 30
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS MANDATORIOS
ACCIONES CORRECTIVAS Y PREVENTIVAS
SUCESOS
FECHA: _____________
SUCESO:
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
AREA DEL SUCESO: ______________________________________
DURACIÓN DEL SUCESO: __________________________________.
EVALUACIÓN DEL SUCESO:
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
ACCIONES CORRECTIVAS:
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
TIEMPO EMPLEADO: ___________________________
RESPONSABLE DEL AREA: ______________________
CE-4- PAC 1
EDICION 1 REVISION 0 Página 31
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
CAPITULO III. PROCEDIMIENTOS PREOPERACIONALES
3.1 VERIFICACION PRE OPERACIONAL DE LAS CONDICIONES DE LIMPIEZA Y
SANEAMIENTO DE LA PLANTA Y LA HIGIENE DEL PERSONAL
3.1.1 OBJETIVO Y ALCANCE:
Verificar antes de comenzar la jornada laboral, las condiciones de limpieza y
saneamiento del establecimiento y el personal.
3.1.2 RESPONSABILIDADES:
Analistas de Control de la Calidad.
3.1.3 PROCEDIMIENTO
El Analista de Control de calidad que tiene esta responsabilidad, pasa una
inspección diaria por la planta procesadora antes de comenzar la jornada laboral.
En caso de detectar cualquier aspecto higiénico no conforme procederán a darle
solución de inmediato, antes de comenzar la jornada laboral.
Las No Conformidades detectadas y que por su envergadura no se le pueden dar
solución inmediata, se procede a darle una solución en el menor plazo posible,
fijándose fecha para la misma.
Se realizará una inspección física al personal, desde su estado de salud hasta su
aspecto personal, teniendo en cuenta el uso correcto y completo del uniforme y la
limpieza del mismo. El personal que presente problema de salud está en la
obligación de comunicarlo al supervisor inmediato, según cada caso se decide si
se cambia de puesto de trabajo o se remite a su hogar.
EDICION 1 REVISION 0 Página 32
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
Verificar que el lavado y desinfección de las manos se realice con agua potable,
jabón y desinfectante, desde las manos hasta los codos y que esta se realice
correctamente.
Se verificará la limpieza de las botas, con un cepillo previamente a la entrada de la
planta con agua corriente potable y detergente desinfectante para eliminar
suciedades, polvos, etc., su posterior enjuague.…………………………………
Todo lo anteriormente expuesto se detalla en el Manual de Procedimientos
Operacionales Estandarizados de Saneamiento (POES) de CAMARON EXPORT.
3.2 VERIFICACION PREOPERACIONAL DE INSTRUMENTOS DE MEDICIÓN
3.2.1 OBJETIVO/ALCANCE:
Verificar antes de comenzar la jornada laboral, el funcionamiento de los medios de
medición.
3.2.2 RESPONSABILIDAD:
Es responsabilidad de Control de Calidad verificar el buen funcionamiento de estos
equipos antes de comenzar la jornada de trabajo.
3.2.3 DESARROLLO:
Un Analista de control de calidad verifica el funcionamiento de los instrumentos
de medición diariamente antes de comenzar la jornada laboral; esto incluye
balanzas y termómetros.
EDICION 1 REVISION 0 Página 33
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
En caso de desviaciones, se procede a enviar a mantenimiento el equipo.
Los resultados de esta verificación son registrados en la planilla diseñada para
este fin CE BFF -3-5-
Todo lo anteriormente expuesto se detalla en el Procedimiento para el
Aseguramiento Metrológico de CAMARON EXPORT.
3.3 PROCEDIMIENTO PRE-OPERACIONAL DEL ALMACEN DE INSUMOS
3.3.1 OBJETIVO/ALCANCE:
El objetivo primordial es desarrollar procedimientos que permitan mantener la
inocuidad y calidad de los insumos que serán utilizados durante la elaboración de las
diferentes líneas de producción de camarón.
3.3.2 ALCANCE:
Desde la recepción hasta el despacho de los materiales de empaque y agentes
químicos.
3.3.3 RESPONSABILIDAD:
Es responsabilidad del Jefe de Almacén vigilar la recepción, mantenimiento,
almacenamiento y despacho de todos los materiales e insumos. Para así asegurar la
inocuidad y calidad del producto final.
EDICION 1 REVISION 0 Página 34
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
3.3.4 DESARROLLO:
Para un mejor control en cuanto al manejo de insumos y para evitar
contaminación física y química en las áreas de almacenaje se cuenta con dos
almacenes físicamente separados como lo son: almacén para químicos y almacén
para material de empaque.
3.4 ALMACEN PARA MATERIAL DE EMPAQUE
El almacén de material de empaque está dividido en 18 áreas, demarcadas y
previamente identificadas con un letrero donde se indica el tipo de material y marca en
caso de ser estuches o máster y separadas físicamente con un espacio de 60cm de la
pared y entre cada área, lo cual permite un libre acceso a los alrededores de dichas áreas,
y un espacio accesible que permite la observación de los rótulos de cada una de las
estibas
3.4.1 RECEPCIÓN Y MANEJO DEL MATERIAL DE EMPAQUE
La recepción de insumos se realiza de la siguiente manera:
A la llegada del producto se verifica aleatoriamente el estado delos mismos,
mediante una inspección visual, esto además de ser chequeado por Jefe de
almacén es verificado por un inspector de calidad.
Según el resultado de la inspección aprueba la conformidad para la descarga y en
caso contrario se elabora un informe de inconformidad.
En caso de inconformidad el informe es entregado al Departamento de Compras
para que realice el procedimiento de devolución
El resultado de la inspección es registrado en la planilla CE BPF -3-1-
EDICION 1 REVISION 0 Página 35
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
A medida que se va realizando la descarga se van armando estibas, una vez se
completan las mismas. La cantidad de bultos de máster o estuches que es
colocado encima de cada estiba es controlado para resguardar la integridad de
dichos materiales.
Luego de concluida la descarga se procede a verificar la cantidad mencionada en la
factura con la cantidad recibida.
Luego de ser protegidos los insumos se le coloca su respectiva etiqueta informativa
a cada estiba, esta etiqueta lleva la siguiente información: nombre del producto,
número de unidades y fecha de recepción.
Finalmente las estibas son colocadas en el área que corresponda según la marca
del material de empaque.
La cantidad de estuches o bultos es cargada al Inventario
En el almacén se respeta el sistema FIFO (primero que entra, primero que sale) al
momento de ser despachado el material, razón por la cual los insumos en el
almacén están en continuo movimiento.
3.4.2 RECEPCIÓN Y MANEJO DE METABISULFITO DE SODIO Y SAL
En el caso del Metabisulfito de Sodio y sal, se realiza una inspección visual de la
integridad físicas del empaque y se le verifica la fecha de caducidad del producto.
Según el resultado de la inspección aprueba la conformidad para la descarga y en
caso contrario se elabora un informe de inconformidad.
En caso de inconformidad el informe es entregado al Departamento de Compras
para que realice el procedimiento de devolución.
El resultado de la inspección es registrado en la planilla CE BPF -3-1
Se descarga en estibas a razón de +/-48 bultos por estiba.
Luego de concluida la descarga se procede a verificar la cantidad mencionada en
la factura con la cantidad recibida.
EDICION 1 REVISION 0 Página 36
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
Se les coloca la etiqueta informativa, en la cual se señala: Nombre del producto,
fecha de recepción, fecha de caducidad.
Finalmente las estibas son colocadas en el área exclusiva para metabisulfito de
sodio y la sal.
La cantidad de sacos de metabisulfito de sodio es cargada al Inventario
En el almacén se respeta el sistema FIFO al momento de ser despachado el
material, razón por la cual los insumos en el almacén están en continuo
movimiento.
3.5 ALMACEN PARA PRODUCTOS DE LIMPIEZA Y DESINFECCIÓN.
El almacén está dividido en 10 áreas, cada una demarcada y previamente
identificadas. Dentro de los químicos utilizados se encuentran Jabones, suavizantes,
desinfectantes, limpiador de cerámica entre otros.
3.5.1 RECEPCIÓN Y MANEJO DE LOS PRODUCTOS DE LIMPIEZA Y
DESINFECION.
Todo producto tiene una ficha técnica, la cual es archivada dentro de los anexos
del POES.
A la llegada del producto se verifica la integridad física de los envases, mediante
una inspección visual, esto además de ser chequeado por Jefe de almacén es
verificado por un inspector de calidad.
Según el resultado de la inspección se aprueba la conformidad para la descarga
y en caso contrario se elabora un informe de inconformidad.
En caso de inconformidad el informe es entregado al Departamento de Compras
para que realice el procedimiento de devolución.
EDICION 1 REVISION 0 Página 37
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
El resultado de la inspección es registrado en la planilla CE- BPF 3-1
A medida que se va realizando la descarga se ubicando sobre estibas.
Luego de concluida la descarga se procede a verificar la cantidad mencionada en
la factura con la cantidad recibida.
Luego se le coloca su respectiva etiqueta informativa a cada estiba, esta etiqueta
lleva la siguiente información: nombre del producto, fecha de recepción y fecha
de caducidad.
La cantidad de cada producto es cargada al Inventario.
Todos los productos tienen su ficha técnica en el puesto donde están ubicados.
En el almacén se respeta el sistema de lo primero que entra sea lo primero que
sale al momento de ser despachado el material, razón por la cual los insumos en
el almacén están en continuo movimiento.
3.6 ENTREGA DE INSUMOS
La entrega de Insumos se realiza siguiendo el siguiente procedimiento:
El jefe de almacén exige la planilla Requisición de Materiales o insumos al
supervisor de producción.
El jefe de almacén entrega al supervisor de proceso los insumos que utilizará la
planta para un día.
Estos están en perfecto estado higiénico y correctamente sellado.
El monitor de calidad efectuará la inspección al 100 % de los insumos que son
entregados al área de producción durante el proceso.
En caso de encontrarse con una deficiencia, se levanta el informe respectivo, el
cual es remitido al departamento de compras para realizar la devolución
respectiva.
El jefe de almacén hace inmediatamente la descarga del inventario.
EDICION 1 REVISION 0 Página 38
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
3.7 PROCEDIMIENTO PARA EL ALMACENAMIENTO Y MANIPULACION DE
PRODUCTOS FRESCO O MATERIA PRIMA EN LA CAVA
3.7.1 OBJETIVO/ALCANCE:
Establecer procedimientos para almacenamiento y manteniendo del producto
fresco, cumpliendo los requisitos para el almacenamiento.
3.7.2 RESPONSABILIDAD:
Jefe de Producción, Jefe de Recepción, el Jefe de Control de la Calidad y
monitor de Control de Calidad
3.7.3 PROCEDIMIENTO:
Para almacenar y mantener un producto dentro de la cava de materia prima se
deben cumplir con lo siguiente:
Los envases para contener el camarón son bines, cestas y cajas plásticas.
Las cajas y las cestas se colocan sobre estibas en forma ordenada en cantidad no
superior para las cestas de 44 por estiba y para las cajas de 77
Todas las estibas o bines son identificadas con un hablador o tarjeta de
identificación en la cual se anota:
Fecha de Recepción del producto
Piscina
Granja
Nº de Cava o camión.
Nº Estibao bin
La colocación de las estibas o bines se hace de forma tal que permita la correcta
rotación de los productos almacenados, es decir que se cumple el principio del
primero que entra, es el primero que sale.
EDICION 1 REVISION 0 Página 39
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
Las estibas o bines se organizan agrupando los productos por lotes, de un mismo
tipo o clase y de manera que los habladores sean visibles.
Se dejan espacios en forma de pasillos centrales para facilitar el paso, así como la
transportación, el control y la inspección
La cava cuenta con cortina plástica, para proteger del escape de frío cuando se
abra la puerta.
La cava cuenta con un registro de control de los productos existentes, donde se
refleja el nombre del producto, procedencia, fecha de entrada, existencia.
El producto cuenta con un monitoreo visual y de temperatura
El producto es enhielado si es necesario
El tiempo máximo de estancia dentro de la cava de almacenamiento es dede 48
horas.
El programa de limpieza y saneamiento para las cámaras de fresco se encuentra
descrito en el POES del establecimiento.
La cava de materia prima cuenta con una capacidad máxima de 30.000 kg.
3.8 PROCEDIMIENTO PARA EL ALMACENAMIENTO Y MANIPULACION DE
PRODUCTOS EN TUNELES DE CONGELACION O DE PRODUCTO EN
PROCESO
3.8.1 OBJETIVO / ALCANCE:
Establecer procedimientos para la congelación del producto en proceso,
cumpliendo los requisitos para el almacenamiento
3.8.2 RESPONSABILIDAD:
Jefe de Control de Calidad, Jefe de Producción, supervisor de Despacho,
supervisor de empaque y analista de control de calidad.
EDICION 1 REVISION 0 Página 40
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
3.8.3 PROCEDIMIENTO:
Para almacenar y mantener un producto dentro del túnel de congelación se debe
cumplir con lo siguiente:
Se debe respetar la capacidad máxima de cada túnel que es de 10.000 kg
Los envases para contener el camarón en estuches son parrillas, apiladas de
15 parrillas de 10 estuches cada una hasta formar una torre
Las parrillas se colocan sobre bases diseñadas para esto.
Todas las torres son identificadas con un hablador que contiene:
Fecha
Granja
Código
Nº de estuches por talla, marca.
Hora a la que va a ser guardada en el túnel
Nº de Torre
La colocación de las torres se hace de forma tal que permita la correcta rotación
del aire entre el producto a congelar y al mismo tiempo se cumpla el principio
del primero que entra, es el primero que sale.
Las torres se organizan agrupando los productos por lotes, de un mismo tipo o
clase y de manera que los habladores sean visibles.
Los túneles cuentan con cortinas plásticas, para proteger del escape de frío
cuando se abra la puerta.
Los túneles cuentan con un registro de control de los productos existentes,
donde se refleja el nombre del producto, procedencia, fecha de entrada,
existencia.
El tiempo máximo de estancia de un producto dentro del túnel es de 48 horas
Se está congelado cuando adquiere una temperatura de – 18 ºC
El programa de limpieza y saneamiento para los túneles de congelación se
encuentra descrito en el POES del establecimiento.
EDICION 1 REVISION 0 Página 41
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
3.9 PROCEDIMIENTO PARA EL ALMACENAMIENTO Y MANIPULACION DE
PRODUCTOS EN LA CAVA PARA PRODUCTO TERMINADO
3.9.1 OBJETIVO / ALCANCE:
Establecer procedimientos para almacenamiento y mantenimiento del producto
terminado, cumpliendo los requisitos para el almacenamiento.
3.9.2 RESPONSABILIDAD:
Jefe de Control de Calidad, Jefe de producción, supervisor de empaque, supervisor
de Despacho y Analista de control de calidad.
3.9.3 PROCEDIMIENTO:
Para almacenar y mantener un producto dentro de la cava de congelación se debe
cumplir con lo siguiente:
Se debe respetar la capacidad máxima de la cava que es de 140.000 kg.
Los bultos son acomodados sobre estibas en un máximo de 48.
Todas las estibas con bultos son identificadas con un hablador que contiene:
Fecha
Código
Nº de bultos por talla, marca.
La colocación de las estibas se hace de forma tal que permita la correcta
rotación del aire entre los bultos, es decir que se cumple el principio del primero
que entra, es el primero que sale.
Las estibas con bultos se organizan agrupando los productos por lotes, de un
mismo tipo o clase y de manera que los habladores sean visibles.
EDICION 1 REVISION 0 Página 42
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
La cava cuenta con cortinas plásticas, para proteger del escape de frío cuando
se abra la puerta.
La Cava cuenta con un registro de control de los productos existentes, donde se
refleja el nombre del producto, procedencia, fecha de entrada, existencia.
El programa de limpieza y saneamiento para los túneles de congelación se
encuentra descrito en el POES del establecimiento
3.10 PROCEDIMIENTO PARA LA ENTRADA DE PERSONAL A LA PLANTA
3.10.1 OBJETIVO / ALCANCE:
Cumplir los requisitos para la entrada del personal a la planta de proceso.
3.10.2 RESPONSABILIDAD:
Jefe de Control de Calidad, Jefe de Producción y analistas de control de calidad
3.10.3 PROCEDIMIENTO:
El personal propio de la planta cumplirá con lo establecido en los Procedimientos
Operacionales Estandarizado para el Saneamiento (POES).
El personal ajeno a la planta (inspectores, auditores, administrativos, visitantes,
etc.), cumplirá con las siguientes prácticas de higiene personal que relacionamos a
continuación; independientemente de su jerarquía:
EDICION 1 REVISION 0 Página 43
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
El personal de visita en la planta, usará el uniforme sanitario completo.
Usará las batas y gorros que para visitantes tiene dispuesto el establecimiento.
Se lavarán y desinfectarán las manos como está establecido, antes de pasar a
la sala de proceso.
No se pondrá en contacto con el producto si no utiliza los guantes de goma
establecidos.
Cumplirá con las normas sanitarias establecidas para el personal dentro de la
planta, establecidas en los POES.
Cumplirá con las exigencias de los procedimientos de higiene.
Este control se registra en el Reporte diario de indumentaria e higiene de
personal CE- POES 2-1 4-
EDICION 1 REVISION 0 Página 44
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
CAPITULO IV. PROCEDIMIENTOS OPERACIONALES DE TRABAJO PARA EL
PROCESAMIENTO
Operaciones Tecnológicas
CAPITULO V. PROCEDIMIENTOS PARA LA DETERMINACION DE LOS PUNTOS
CRITICOS DE CONTROL Y PUNTOS DE CONTROL DE DEFECTOS
CAPITULO VI. PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE
SANEAMIENTO (POES) DE ESTABLECIMIENTOS PESQUEROS
CAPITULO VII. PROCEDIMIENTO PARA EL ASEGURAMIENTO METROLOGICO
CAPITULO VIII.PROCEDIMIENTO PARA LA ELABORACIÓN DEL MANUAL DE
CALIDAD DEL LABORATORIO
CAPITULO IX. PROCEDIMIENTOS DE VERIFICACION
Verificación del POES
Observación visual
Muestreo de superficies
Control de manipuladores
Verificación del APPCC
Evaluación de productos intermedios en la línea de producción
Verificación de los procedimientos operacionales de trabajo de cada
producto
Avaluación del producto final
Verificación de los Registros
Verificación diaria
Verificación integral del PAC
CAPITULO X. PROCEDIMIENTO PARA LA TRAZABILIDAD DEL PRODUCTO
CAPITULO XI. PROCEDIMIENTO DE QUEJAS, RECLAMACIONES O DEVOLUCIONES
DE LOS CLIENTES Y/O CONSUMIDORES
CAPITULO XII. PROCEDIMIENTOS DE RETIRADA DEL PRODUCTO
EDICION 1 REVISION 0 Página 45
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
EDICION 1 REVISION 0 Página 46
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
EDICION 1 REVISION 0 Página 47
PROCEDIMIENTOS DE ASEGURAMIENTO DE LA CALIDAD
PAC
PROCEDIMIENTOS PRE-OPERACIONALES
EDICION 1 REVISION 0 Página 49
S-ar putea să vă placă și
- PG 03Document9 paginiPG 03Cristian LarrainÎncă nu există evaluări
- Obra: Reposición Cuartel Prefectura Provincial Los Andes: Plan de Aseguramiento de La CalidadDocument160 paginiObra: Reposición Cuartel Prefectura Provincial Los Andes: Plan de Aseguramiento de La CalidadJorge Nistels Castro ArriagadaÎncă nu există evaluări
- PACDocument23 paginiPACAndres DlsÎncă nu există evaluări
- Manual de Procedimientos Supervisión y Control de CalidadDocument36 paginiManual de Procedimientos Supervisión y Control de CalidadLaura FernandezÎncă nu există evaluări
- PC - 001 Procedimiento de Auditorías InternasDocument6 paginiPC - 001 Procedimiento de Auditorías InternasMonicaÎncă nu există evaluări
- Taller #3 Política de CalidadDocument1 paginăTaller #3 Política de CalidadBeatriz Maryam PakzamirÎncă nu există evaluări
- 290 073-PC Plan de CalidadDocument16 pagini290 073-PC Plan de Calidadfreddy urrutiaÎncă nu există evaluări
- Formato Lista de Chequeo (Ejemplo)Document1 paginăFormato Lista de Chequeo (Ejemplo)Jesus GutierrezÎncă nu există evaluări
- Curso PacDocument1 paginăCurso PacJesus GutierrezÎncă nu există evaluări
- Formato Plan de CalidadDocument12 paginiFormato Plan de Calidadjennifer100% (3)
- PICE Chequeo TerrenoDocument302 paginiPICE Chequeo TerrenoFranchesca Cuevas riquelmeÎncă nu există evaluări
- Capitulo I Impreso CALIDAD CAMARONDocument18 paginiCapitulo I Impreso CALIDAD CAMARONyasmaryÎncă nu există evaluări
- PICE Sello de Fricción CertificadaDocument6 paginiPICE Sello de Fricción CertificadaRubén Madariaga L.Încă nu există evaluări
- PR-COR-OPFD-004 - QB2-004 V01 Procedimiento Proceso ProducciónDocument26 paginiPR-COR-OPFD-004 - QB2-004 V01 Procedimiento Proceso ProducciónJotaypeÎncă nu există evaluări
- Constructora Patagonia S A Plan de AseguDocument21 paginiConstructora Patagonia S A Plan de AseguJavier MayoÎncă nu există evaluări
- Plan de Aseguramiento de Calidad en Contratos de Conservación VialDocument187 paginiPlan de Aseguramiento de Calidad en Contratos de Conservación VialpiojosecoÎncă nu există evaluări
- Desarrollo TallerDocument2 paginiDesarrollo TallerJAVIER IGNACIO DIAZÎncă nu există evaluări
- Control de ReprocesoDocument2 paginiControl de ReprocesoRobert Guanilo CabanillasÎncă nu există evaluări
- Plan de CalidadDocument2 paginiPlan de CalidadJOSÉ MIGUEL BONILLA PORTILLOÎncă nu există evaluări
- Estación compresora Sara inspección programadaDocument2 paginiEstación compresora Sara inspección programadaJesus GutierrezÎncă nu există evaluări
- Procedimiento de Preparación de AlimentosDocument8 paginiProcedimiento de Preparación de AlimentosAlexplay PlayÎncă nu există evaluări
- Procedimiento Producto No ConformeDocument1 paginăProcedimiento Producto No ConformeluisjavierburgosÎncă nu există evaluări
- Cartilla Autocontrol Revestimiento Segundo NivelDocument6 paginiCartilla Autocontrol Revestimiento Segundo NivelAnonymous dCvRDW4Încă nu există evaluări
- Informe de no conformidad con 8 casos de incumplimiento de normas ISODocument2 paginiInforme de no conformidad con 8 casos de incumplimiento de normas ISOSandraÎncă nu există evaluări
- Presentacion - Curso PAC ISO Inicial-1Document50 paginiPresentacion - Curso PAC ISO Inicial-1Mauricio GarciaÎncă nu există evaluări
- Formato Plan de CalidadDocument12 paginiFormato Plan de CalidadHernán Gallardo ToledoÎncă nu există evaluări
- Plan de Calidad AprDocument31 paginiPlan de Calidad Aprmakarena vega arizmendi100% (1)
- Procedimiento Recepcion de TarimasDocument1 paginăProcedimiento Recepcion de Tarimasrolothefallen6Încă nu există evaluări
- Regisgtros Haccp Control CalidadDocument11 paginiRegisgtros Haccp Control CalidadAndy Romeo Cotrina EscobalÎncă nu există evaluări
- PICE Terraplén Santa RosaDocument6 paginiPICE Terraplén Santa RosaMatías Eduardo Cerda Carrasco100% (1)
- PO-19v00 Colocación de Soleras Tipo "A"Document1 paginăPO-19v00 Colocación de Soleras Tipo "A"Ronald Hilkre AnsietaÎncă nu există evaluări
- Contenidos Curso PACDocument1 paginăContenidos Curso PACCristian Lagos OñateÎncă nu există evaluări
- PCDC - Riberas DOH 2020 V1Document88 paginiPCDC - Riberas DOH 2020 V1Victor Hugo Weber Velásquez100% (2)
- Protocolo EnfierraduraDocument2 paginiProtocolo EnfierraduranoemiÎncă nu există evaluări
- Programa de Aseguramiento de CalidadDocument13 paginiPrograma de Aseguramiento de CalidadJesus GutierrezÎncă nu există evaluări
- Jonathan Illanes 1. - Formato Plan de CalidadDocument19 paginiJonathan Illanes 1. - Formato Plan de CalidadJonathan Illanes MoralesÎncă nu există evaluări
- Auditoria Interna de CalidadDocument16 paginiAuditoria Interna de CalidadTatiana Robelto GarridoÎncă nu există evaluări
- Tarea de A3Document3 paginiTarea de A3Valentina GonzálezÎncă nu există evaluări
- Pice para La PartidaDocument1 paginăPice para La PartidaFennixÎncă nu există evaluări
- Descripcion de Cargos Auditor InternoDocument1 paginăDescripcion de Cargos Auditor InternoyasÎncă nu există evaluări
- Programa de Recepción y Almacenamiento de MPDocument34 paginiPrograma de Recepción y Almacenamiento de MPSERGIO ANDRES GUTIERREZ ESCOBARÎncă nu există evaluări
- SGC-PRO-02-For-01 Gestión de Riesgos y Oportunidades V4 28-09-2020Document1 paginăSGC-PRO-02-For-01 Gestión de Riesgos y Oportunidades V4 28-09-2020GeraldineLissetteSotoQuintriqueoÎncă nu există evaluări
- Informe ISODocument3 paginiInforme ISOManuel Fernando Calderon Bonilla100% (1)
- Formato Plan de CalidadDocument13 paginiFormato Plan de CalidadPaloma BlancaÎncă nu există evaluări
- CentrosSaludMaculDocument13 paginiCentrosSaludMaculAni Fran SolarÎncă nu există evaluări
- PICE AngolDocument16 paginiPICE Angoljose ocares aranedaÎncă nu există evaluări
- Defectos en losas de edificioDocument16 paginiDefectos en losas de edificioCristobal Silva AndradeÎncă nu există evaluări
- Registro de Control de PediluvioDocument1 paginăRegistro de Control de PediluvioJeffre Flores MorenoÎncă nu există evaluări
- Programa Curso PAC On Line 1 PDFDocument5 paginiPrograma Curso PAC On Line 1 PDFAnonymous HhzSZcYhÎncă nu există evaluări
- 1-Plan de Aseguramiento de La CalidadDocument36 pagini1-Plan de Aseguramiento de La CalidadGavrie'l Monts100% (1)
- Soldadura de cañería de cobre en sistemas de refrigeraciónDocument13 paginiSoldadura de cañería de cobre en sistemas de refrigeraciónGiovanni QCÎncă nu există evaluări
- Instructivo para La Preparacion de AlimentosDocument4 paginiInstructivo para La Preparacion de AlimentosCarlos Roberto Guevara AndreuÎncă nu există evaluări
- Informe Auditoria #1 MINTECDocument2 paginiInforme Auditoria #1 MINTECDavid OsoresÎncă nu există evaluări
- Flujograma - Cacao TostadoDocument2 paginiFlujograma - Cacao TostadoMEGAN TAMARA MEDINA DEL CASTILLOÎncă nu există evaluări
- p010 - Procedimiento Elaboracion de DocumentosDocument8 paginip010 - Procedimiento Elaboracion de DocumentosNinfa MaríaÎncă nu există evaluări
- Clase 1 CubicacionDocument35 paginiClase 1 CubicacionAlejandra MO100% (1)
- Plan de Calidad Design V01 - Rev JR 1 - AL 07-02-18Document23 paginiPlan de Calidad Design V01 - Rev JR 1 - AL 07-02-18Yony Lima ArcheÎncă nu există evaluări
- PICE 1 Excavación Material Común.Document1 paginăPICE 1 Excavación Material Común.Juan Torres RiquelmeÎncă nu există evaluări
- ICH05 - M05 Manual Operacional de CalidadDocument11 paginiICH05 - M05 Manual Operacional de Calidadoreana Urrutia saraviaÎncă nu există evaluări
- M-620-01!01!13 Supervisor de Aseguramiento de CalidadDocument4 paginiM-620-01!01!13 Supervisor de Aseguramiento de CalidadLuis David Concepción MenesesÎncă nu există evaluări
- Valoracion Aduanera 2do MetodoDocument33 paginiValoracion Aduanera 2do MetodoJenny Elizabeth PerezÎncă nu există evaluări
- Conceptos Basicos de CostosDocument6 paginiConceptos Basicos de CostosAndres Felipe SaenzÎncă nu există evaluări
- Cuadro Comparativo Riesgos EmpresarialesDocument4 paginiCuadro Comparativo Riesgos EmpresarialesJuLy Meza RodriguezÎncă nu există evaluări
- Actividad Práctica Exp. Actos Posteriores A La ConstitucionDocument2 paginiActividad Práctica Exp. Actos Posteriores A La ConstitucionDaniela RendonÎncă nu există evaluări
- Modelo Canvas SOCIOS CLAVESDocument2 paginiModelo Canvas SOCIOS CLAVESNicole100% (1)
- Teoria Produccion y Competencia PerfectaDocument12 paginiTeoria Produccion y Competencia PerfectaSergio Marrugo QuintanaÎncă nu există evaluări
- 104 Memoria Fogapi 2011Document49 pagini104 Memoria Fogapi 2011maryÎncă nu există evaluări
- Gerencia Del Servicio Adrián MateusDocument6 paginiGerencia Del Servicio Adrián MateusClaudiaM.A.MendezÎncă nu există evaluări
- Herramientas y TecnicasDocument144 paginiHerramientas y TecnicasFernando HuertaÎncă nu există evaluări
- Procedimiento de Inventarios PerpetuosDocument21 paginiProcedimiento de Inventarios PerpetuoschipahuaneriÎncă nu există evaluări
- Estimación de Algunos Multiplicadores de La Economía Venezolana José Ignacio Díaz Retali ResumenDocument24 paginiEstimación de Algunos Multiplicadores de La Economía Venezolana José Ignacio Díaz Retali Resumenruben alfonzo sosaÎncă nu există evaluări
- Factura 65 AesmDocument1 paginăFactura 65 AesmAlejandro VascoÎncă nu există evaluări
- Loayza Manrique Planeamiento AlpacaDocument178 paginiLoayza Manrique Planeamiento AlpacaAldo Donayre CanadellÎncă nu există evaluări
- Balance Actually MarzoDocument8 paginiBalance Actually MarzooswaldoÎncă nu există evaluări
- 0002 Deac Espoch 2023 CirDocument8 pagini0002 Deac Espoch 2023 Cireder manriqueÎncă nu există evaluări
- Cambio Cultura .UrlichDocument33 paginiCambio Cultura .UrlichFernandoÎncă nu există evaluări
- Trabajo de Investigacion GRUPO AJEDocument21 paginiTrabajo de Investigacion GRUPO AJEBSBWLR100% (1)
- Presentación Modelo de NegociosDocument87 paginiPresentación Modelo de NegociosWAYA STUDIOÎncă nu există evaluări
- Los Calculos de CalidadDocument26 paginiLos Calculos de CalidadJuan Pino EcheverríaÎncă nu există evaluări
- Análisis de riesgos en proyectos: tipos, métodos y cómo prevenirlosDocument19 paginiAnálisis de riesgos en proyectos: tipos, métodos y cómo prevenirlosPamela BatistaÎncă nu există evaluări
- Formato Finiquito de Empleado - BOLIVIADocument9 paginiFormato Finiquito de Empleado - BOLIVIAJesyka LeslyÎncă nu există evaluări
- Aguilar Puma, Thalia Isabel - Proyecto de InvestigaciónDocument22 paginiAguilar Puma, Thalia Isabel - Proyecto de Investigaciónoscar taco medinaÎncă nu există evaluări
- NIIF 2 Pagos AccionariosDocument18 paginiNIIF 2 Pagos AccionariosJhudith velasaquez hurtadoÎncă nu există evaluări
- Evaluación IV Terminada.Document5 paginiEvaluación IV Terminada.Victor CarmonaÎncă nu există evaluări
- Formato - 19 - 67 - Encuesta Sobre El Entendimiento Del Sistema de Gestión Integrado.Document8 paginiFormato - 19 - 67 - Encuesta Sobre El Entendimiento Del Sistema de Gestión Integrado.Pablo Sandoya LaraÎncă nu există evaluări
- INS-Alta Ejercicio Nuevo-Cierre AnteriorDocument2 paginiINS-Alta Ejercicio Nuevo-Cierre AnteriorAngel Ariel ReinosoÎncă nu există evaluări
- Modelo Canvas EjemploDocument2 paginiModelo Canvas Ejemplojanazo32Încă nu există evaluări
- Caso CooperDocument11 paginiCaso CooperDomingoFeriadoÎncă nu există evaluări
- Plan de TrabajoDocument8 paginiPlan de TrabajoEdvar MorenoÎncă nu există evaluări
- Actividad 2 SolucionDocument3 paginiActividad 2 SolucionDistribuciones del PacificoÎncă nu există evaluări