S-ar putea să vă placă și
- Características y capas de un cable de media tensiónDocument6 paginiCaracterísticas y capas de un cable de media tensiónAbraham TorresÎncă nu există evaluări
- Mufas - 3M PDFDocument16 paginiMufas - 3M PDFMichel PauvifÎncă nu există evaluări
- MI 3201 TeraOhm 5kV Plus SPADocument52 paginiMI 3201 TeraOhm 5kV Plus SPAAngel Julian Saavedra100% (1)
- 8a Pruebas y Mantenimieto Electrico (3.3)Document15 pagini8a Pruebas y Mantenimieto Electrico (3.3)Wilbert J. TorresÎncă nu există evaluări
- Fusibles Media Tensión para Protección EficienteDocument36 paginiFusibles Media Tensión para Protección EficienteJose AbarcaÎncă nu există evaluări
- 1.3 Interruptores de Potencia en Sub. ElectricasDocument5 pagini1.3 Interruptores de Potencia en Sub. ElectricasJonatan HerreraÎncă nu există evaluări
- Manual Alpimatic Bateria de CondensadoresDocument16 paginiManual Alpimatic Bateria de Condensadoresrosalopez7586Încă nu există evaluări
- Manual de inspección de soldaduras CONEXWELDDocument6 paginiManual de inspección de soldaduras CONEXWELDAdhemar EscobarÎncă nu există evaluări
- Materiales redes distribución eléctricaDocument16 paginiMateriales redes distribución eléctricapablo tenecotaÎncă nu există evaluări
- Informe ELECTRICODocument17 paginiInforme ELECTRICOCristian Andres Carvajal Soto100% (1)
- PROMELSA Catalogo Transformador 3ØDocument4 paginiPROMELSA Catalogo Transformador 3ØjulianÎncă nu există evaluări
- AAC Cables de aluminio 75°C máxDocument6 paginiAAC Cables de aluminio 75°C máxEdgarParedesCÎncă nu există evaluări
- Tendido de Cable de GuardaDocument5 paginiTendido de Cable de GuardaSantiago LunaÎncă nu există evaluări
- Accesorio Separador de FasesDocument1 paginăAccesorio Separador de FasesBeto EsquivelÎncă nu există evaluări
- Cálculo de alimentadores y subalimentadoresDocument15 paginiCálculo de alimentadores y subalimentadoresNacho Summer100% (1)
- Subestación SubterráneaDocument12 paginiSubestación SubterráneaWil CortésÎncă nu există evaluări
- Proyecto de Subestaciones FinalDocument37 paginiProyecto de Subestaciones FinalAndrés Salinas TecoapaÎncă nu există evaluări
- Subestacion Tipo PedestalDocument6 paginiSubestacion Tipo Pedestalcristian100% (1)
- Prueba de Aislamiento de Motores y TransformadoresDocument12 paginiPrueba de Aislamiento de Motores y TransformadoresDel2000 5Încă nu există evaluări
- Copia de Instalaciones Electricas de Los HospitalesDocument716 paginiCopia de Instalaciones Electricas de Los Hospitalesjonas vegaÎncă nu există evaluări
- LRZ001 - EP Lineas Aereas de Alta Tension - v1Document87 paginiLRZ001 - EP Lineas Aereas de Alta Tension - v1pitillinÎncă nu există evaluări
- Informe 2 - Seccionadores 89Document15 paginiInforme 2 - Seccionadores 89Juan Carlos Salgado Fuentealba100% (1)
- Apartarrayos: tipos, funciones y pruebasDocument13 paginiApartarrayos: tipos, funciones y pruebasedaurdoÎncă nu există evaluări
- Aislamiento en líneas de transmisión: elementos, materiales y clasificación de aislamientosDocument19 paginiAislamiento en líneas de transmisión: elementos, materiales y clasificación de aislamientosErnesto MoraÎncă nu există evaluări
- TermofusionDocument8 paginiTermofusiondiegoÎncă nu există evaluări
- 3122 Im S L (Kyoritsu)Document2 pagini3122 Im S L (Kyoritsu)George Benny Miranda ArrunateguiÎncă nu există evaluări
- Subestaciones eléctricas: tipos, componentes y funcionesDocument9 paginiSubestaciones eléctricas: tipos, componentes y funcionesAja HonguxÎncă nu există evaluări
- SM6 QM con falla tierraDocument3 paginiSM6 QM con falla tierraOswaldoFigueroaÎncă nu există evaluări
- Dispositivos de ProtecciónDocument9 paginiDispositivos de ProtecciónBanner Ruano100% (1)
- Memoria Tecnica Subestacion Tipo Pedestal 500kVADocument8 paginiMemoria Tecnica Subestacion Tipo Pedestal 500kVARicardo D. Gonzalez MartinezÎncă nu există evaluări
- Normas Fusibles K PDFDocument5 paginiNormas Fusibles K PDFJavier Ramírez VeraÎncă nu există evaluări
- Investigacion de Interruptores de PotenciaDocument10 paginiInvestigacion de Interruptores de PotenciaSantiago Caro100% (1)
- Littelfuse ProtectionRelays SE 135 Manual - En.esDocument28 paginiLittelfuse ProtectionRelays SE 135 Manual - En.esjosé fernando sotelo ventosillaÎncă nu există evaluări
- Tableros eléctricos de baja tensión: características y componentesDocument20 paginiTableros eléctricos de baja tensión: características y componentesGelbert Gely Anton SalazarÎncă nu există evaluări
- Tipos Aplicaciones Conexiones Transformadores TrifasicosDocument14 paginiTipos Aplicaciones Conexiones Transformadores TrifasicosJxnxthxn J Sxlguxdx GÎncă nu există evaluări
- Red de TierrasDocument19 paginiRed de Tierraskarina edith moreno carrilloÎncă nu există evaluări
- Ficha Tecnica Series Bap VarmexDocument4 paginiFicha Tecnica Series Bap VarmexDulcecithoDamiiánÎncă nu există evaluări
- AsincronoDocument5 paginiAsincronoSherlockÎncă nu există evaluări
- Conductores para Instalaciones EléctricasDocument7 paginiConductores para Instalaciones EléctricasJonathan FuentesÎncă nu există evaluări
- Pruebas en AisladoresDocument8 paginiPruebas en AisladoresCésar Guerrero SilvaÎncă nu există evaluări
- Manual Terminales de PotenciaDocument7 paginiManual Terminales de PotenciaAlli Va100% (1)
- SecoGear PV17.5 Insulation Switchgear UserManual 2012 ESDocument44 paginiSecoGear PV17.5 Insulation Switchgear UserManual 2012 ESnelson verjan rocaÎncă nu există evaluări
- Carta de Parametros de Corto Circuito Pacasmay1Document1 paginăCarta de Parametros de Corto Circuito Pacasmay1ALEXÎncă nu există evaluări
- Cálculo Transformador de Puesta A TierraDocument7 paginiCálculo Transformador de Puesta A Tierramarce1403Încă nu există evaluări
- Terminales Contráctiles en Frío (Conos de Alivio)Document7 paginiTerminales Contráctiles en Frío (Conos de Alivio)Gilberto PimentelÎncă nu există evaluări
- Subestacion 138 KVDocument355 paginiSubestacion 138 KVbelico89Încă nu există evaluări
- Prueba de Aislamiento de Motor Eléctrico A TierraDocument6 paginiPrueba de Aislamiento de Motor Eléctrico A TierraJose GilÎncă nu există evaluări
- Manual para linieros sobre valores nominales y características de tiempo-corriente de hilos fusiblesDocument27 paginiManual para linieros sobre valores nominales y características de tiempo-corriente de hilos fusibleswjdaee100% (3)
- Seccionadores de BT Metal C PDFDocument10 paginiSeccionadores de BT Metal C PDFOrlando Jose SerranoÎncă nu există evaluări
- Checklist Alta Tension Gnral - 2019 - TTDocument5 paginiChecklist Alta Tension Gnral - 2019 - TTjfuenzalidagÎncă nu există evaluări
- TRANSFORMADORES DE TENSIÓN INDUCTIVOS Aislamiento Seco y Papel-AceiteDocument8 paginiTRANSFORMADORES DE TENSIÓN INDUCTIVOS Aislamiento Seco y Papel-AceiteRicardo DoldanÎncă nu există evaluări
- Conexión y desconexión analizadores redes eléctricasDocument4 paginiConexión y desconexión analizadores redes eléctricasArturo FloresÎncă nu există evaluări
- Aisladores de Alta TensiónDocument12 paginiAisladores de Alta TensiónLuis MonzonÎncă nu există evaluări
- Conexiones Trifasicas en Bancos de TransformadoresDocument6 paginiConexiones Trifasicas en Bancos de TransformadoresJONATHAN ISRAEL AGUILAR CONTRERASÎncă nu există evaluări
- Soldadura ExotermicaDocument8 paginiSoldadura ExotermicaNatasha RowlandÎncă nu există evaluări
- Soldadura CADWELD y Difierentes Tipos de ArreglosDocument28 paginiSoldadura CADWELD y Difierentes Tipos de Arreglos'Aguusz Gomez'100% (4)
- Conexiones eléctricas mediante soldadura exotérmicaDocument14 paginiConexiones eléctricas mediante soldadura exotérmicaCristian San Martín DíazÎncă nu există evaluări
- Soldadura Exotérmica Luis AlarconDocument10 paginiSoldadura Exotérmica Luis AlarconLuis AlarconÎncă nu există evaluări
- GUIA 33 SPT - Aplicacion Soldadura ExotermicaDocument9 paginiGUIA 33 SPT - Aplicacion Soldadura ExotermicaSantiago LopezÎncă nu există evaluări
- Informe Soldadura Por ExplosiónDocument7 paginiInforme Soldadura Por ExplosiónSebastián VillacísÎncă nu există evaluări
- 750-Ltm-013 Memoria de Calculos Electromecanicos - r1Document94 pagini750-Ltm-013 Memoria de Calculos Electromecanicos - r1Augusto MejiaÎncă nu există evaluări
- FT CIR-e3 SP PDFDocument2 paginiFT CIR-e3 SP PDFOsmar Garcia MarquezÎncă nu există evaluări
- Codigo de Trabajo 1992 de La Republica DominicanaDocument564 paginiCodigo de Trabajo 1992 de La Republica Dominicanaantilia100% (1)
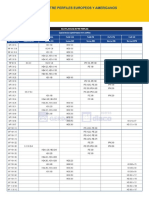
- Equivalencias Perfiles Americanos y EuropeosDocument5 paginiEquivalencias Perfiles Americanos y EuropeosOsmar Garcia Marquez67% (3)
- 750-Ltm-013 Memoria de Calculos Electromecanicos - r1Document94 pagini750-Ltm-013 Memoria de Calculos Electromecanicos - r1Augusto MejiaÎncă nu există evaluări
- SBS ST-S-6V225GCDocument2 paginiSBS ST-S-6V225GCOsmar Garcia MarquezÎncă nu există evaluări
- Ley General de Electricidad No. 125-01Document37 paginiLey General de Electricidad No. 125-01Escuela Nacional de la Judicatura100% (2)
- R-022 Reglamento para El Diseno y Construccion de SubestacionDocument56 paginiR-022 Reglamento para El Diseno y Construccion de SubestacionDalvin CastilloÎncă nu există evaluări
- Diseño e instalaciones eléctricas BTDocument72 paginiDiseño e instalaciones eléctricas BTelcaliente100% (6)
- Iluminacion Tema CompletoDocument86 paginiIluminacion Tema CompletoNeyser Carranza GuevaraÎncă nu există evaluări
- Pad Mounted EspecificacionesDocument1 paginăPad Mounted EspecificacionesJose Tomas Carpio Milano100% (1)
- C 18 Tech Library 435 en Document enDocument2 paginiC 18 Tech Library 435 en Document enAngie CorderoÎncă nu există evaluări
- Manual R 1Document31 paginiManual R 1MThe StrokesÎncă nu există evaluări
- Vibracion Planta PT 6011 FlexInterconnect enDocument8 paginiVibracion Planta PT 6011 FlexInterconnect enOsmar Garcia MarquezÎncă nu există evaluări
- 1 Sistemas Electricos y AparatosDocument23 pagini1 Sistemas Electricos y AparatosEnrique Pichardo HernandezÎncă nu există evaluări
- Plantas y Subestaciones 1 Toda La Clase 1er ParcialDocument17 paginiPlantas y Subestaciones 1 Toda La Clase 1er ParcialOsmar Garcia MarquezÎncă nu există evaluări
- NewtonDocument5 paginiNewtonQue Chulos SonÎncă nu există evaluări
- 1 Sistemas Electricos y AparatosDocument23 pagini1 Sistemas Electricos y AparatosEnrique Pichardo HernandezÎncă nu există evaluări
- Sobretensiones y Coordinacion de AislamientoDocument29 paginiSobretensiones y Coordinacion de AislamientoLUGEMAGOÎncă nu există evaluări
- Hoja de Seguridad DesmanchadorDocument8 paginiHoja de Seguridad Desmanchadorestefania morenoÎncă nu există evaluări
- Diseño Del Pozo Tubular MatapaloDocument4 paginiDiseño Del Pozo Tubular Matapalojacqueline roxana cadillo giraldoÎncă nu există evaluări
- Tema 3.1 - AlteracionDocument10 paginiTema 3.1 - AlteracionJulio César Sierra PalominoÎncă nu există evaluări
- H.preforzado Preguntas 2 PDFDocument9 paginiH.preforzado Preguntas 2 PDFGema Nicolle Verduga ZambranoÎncă nu există evaluări
- Cronograma Pert CPM CmacDocument3 paginiCronograma Pert CPM CmacJose Luis BenÎncă nu există evaluări
- Secado de la madera: etapas y métodosDocument20 paginiSecado de la madera: etapas y métodosMarvin MontejoÎncă nu există evaluări
- Water StopDocument10 paginiWater Stopcesar gabrielÎncă nu există evaluări
- Cuzcano Termodinámica - 1Document14 paginiCuzcano Termodinámica - 1Patrick Marín67% (3)
- 2 Cubierta Danosa Tpc2-Ficha Tecnica PDFDocument2 pagini2 Cubierta Danosa Tpc2-Ficha Tecnica PDFKeno Souza GensÎncă nu există evaluări
- Metron Ficha 63200Document2 paginiMetron Ficha 63200amicarelliÎncă nu există evaluări
- Convertidor CatalíticoDocument2 paginiConvertidor CatalíticoStephany V. Mata CJÎncă nu există evaluări
- Lista Chequeo AmbientalDocument28 paginiLista Chequeo AmbientalCarolina H. MontielÎncă nu există evaluări
- Resistencia de Aislamiento (Megger)Document36 paginiResistencia de Aislamiento (Megger)Benito OviedoÎncă nu există evaluări
- Monografia Grupo 4Document14 paginiMonografia Grupo 4vilmerÎncă nu există evaluări
- Electrocoagulación remueve colorantes de aguas residualesDocument22 paginiElectrocoagulación remueve colorantes de aguas residualesLuis Fernando Vidal LunaÎncă nu există evaluări
- Guia para Pictogramas y Sistema Saf-T-DataDocument10 paginiGuia para Pictogramas y Sistema Saf-T-DataAnother VocaloidTV100% (1)
- Tema Vi Trabajo Mecanico en Caliente y en FrioDocument29 paginiTema Vi Trabajo Mecanico en Caliente y en FrioAisha ConnerÎncă nu există evaluări
- Ejercicios prácticos de nomenclatura química inorgánicaDocument11 paginiEjercicios prácticos de nomenclatura química inorgánicakelleÎncă nu există evaluări
- Diseño de Un Sistema de Protección Catódica Corriente Impresa - Incrementar Vida Útil de Tanques de AlmacenamientoDocument143 paginiDiseño de Un Sistema de Protección Catódica Corriente Impresa - Incrementar Vida Útil de Tanques de AlmacenamientoPablo LazoÎncă nu există evaluări
- El níquel: propiedades, aplicaciones e importancia en ingenieríaDocument9 paginiEl níquel: propiedades, aplicaciones e importancia en ingenieríaJanela MostaceroÎncă nu există evaluări
- Proyecto de Instalacion de GasDocument9 paginiProyecto de Instalacion de GasAlex CristobalÎncă nu există evaluări
- Aplicaciones de la resistencia de materiales en mineríaDocument24 paginiAplicaciones de la resistencia de materiales en mineríaDeyli RamosÎncă nu există evaluări
- 12 CATALOGO-signedDocument12 pagini12 CATALOGO-signedLópez Oña María CristinaÎncă nu există evaluări
- Propiedades Termodinámicas Del Gas NaturalDocument24 paginiPropiedades Termodinámicas Del Gas NaturalAlex FloresÎncă nu există evaluări
- Msds - 1000826 (Mobil Gard 450 NC)Document12 paginiMsds - 1000826 (Mobil Gard 450 NC)alereyesp7015Încă nu există evaluări
- Seguridad y valores en la mina CobrizaDocument78 paginiSeguridad y valores en la mina CobrizaAnonymous ZPX8BEOrMbÎncă nu există evaluări
- ACEITE HIDRÁULICO ISO 46Document2 paginiACEITE HIDRÁULICO ISO 46robertoalfaro492023Încă nu există evaluări
- Arte PatrimonioDocument3 paginiArte PatrimonioMiletza Yanet Jimenez CastilloÎncă nu există evaluări
- NewMod 4 - ProblemasOperativosDocument36 paginiNewMod 4 - ProblemasOperativosPaula InesÎncă nu există evaluări
- Sika Boletin 13 ReforzamientoDocument38 paginiSika Boletin 13 ReforzamientoLUIS ESTEBAN SÓSTENESÎncă nu există evaluări