S-ar putea să vă placă și
- Computational Flow Modeling for Chemical Reactor EngineeringDe la EverandComputational Flow Modeling for Chemical Reactor EngineeringEvaluare: 3 din 5 stele3/5 (3)
- Concepto ALARP PDFDocument22 paginiConcepto ALARP PDFLuis Olle ArrolaÎncă nu există evaluări
- Maintaining Vung Ang Thermal Power Plant's SCR SystemDocument31 paginiMaintaining Vung Ang Thermal Power Plant's SCR SystemTNHH TM & DV KT TH NHÂT MINH CtyÎncă nu există evaluări
- Isa 540Document100 paginiIsa 540Maxim50% (2)
- Retubing Experience SRU - WHBDocument5 paginiRetubing Experience SRU - WHBMurugan RangarajanÎncă nu există evaluări
- USCG ME Exam - Steam KnowledgeDocument112 paginiUSCG ME Exam - Steam KnowledgeMark Anthony SisonÎncă nu există evaluări
- U#2 Oh Report 2003Document45 paginiU#2 Oh Report 2003Sony RamaÎncă nu există evaluări
- CTS Integrated Manual Rev 02Document312 paginiCTS Integrated Manual Rev 02mohamed100% (1)
- 13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerDocument10 pagini13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerAhmed BoussoffaraÎncă nu există evaluări
- ESP #1 Dry Cleaning and Inspection ReportDocument16 paginiESP #1 Dry Cleaning and Inspection ReportShahÎncă nu există evaluări
- UntitledDocument11 paginiUntitledapi-256504985Încă nu există evaluări
- Ultrasupercritical Technology in Thermal Power PlantDocument12 paginiUltrasupercritical Technology in Thermal Power PlantChintan Patel100% (1)
- API RP 530-2009 Data BookDocument120 paginiAPI RP 530-2009 Data Bookscribd_alphaÎncă nu există evaluări
- Performance Monitoring Procedure - FinalDocument9 paginiPerformance Monitoring Procedure - FinalMuhammad Junaid KhanÎncă nu există evaluări
- STG-234 - 0 PDFDocument9 paginiSTG-234 - 0 PDFElsadig ElkhairÎncă nu există evaluări
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 paginiHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaÎncă nu există evaluări
- Experiment Determines Boiler EfficiencyDocument9 paginiExperiment Determines Boiler EfficiencyAniket SinghÎncă nu există evaluări
- 07) LMI On Prevention and Safe Clearing of Ash Build-Up in Boiler Bottom Ash HoppersDocument33 pagini07) LMI On Prevention and Safe Clearing of Ash Build-Up in Boiler Bottom Ash Hoppersntpc bgtppÎncă nu există evaluări
- Commissioning Manual DH-6155: Descon Engineering LTDDocument102 paginiCommissioning Manual DH-6155: Descon Engineering LTDHammad AhmedÎncă nu există evaluări
- Boiler Warburton 1981Document197 paginiBoiler Warburton 1981Sai AravindÎncă nu există evaluări
- LPG Refrigeration Project ReportDocument25 paginiLPG Refrigeration Project ReportShubham DhaygudeÎncă nu există evaluări
- Calibrating BFP Turbine Expansion SensorsDocument9 paginiCalibrating BFP Turbine Expansion Sensorsnaresh977977Încă nu există evaluări
- 57-62 1m809 - Eng72dpiDocument6 pagini57-62 1m809 - Eng72dpiAbhinav TewariÎncă nu există evaluări
- Case Study - Boiler ExplosionDocument18 paginiCase Study - Boiler ExplosionSatish ChavanÎncă nu există evaluări
- Api 610Document36 paginiApi 610espluisjavierÎncă nu există evaluări
- Kusile Training Teil 2 File-064 - Soot Blowers - 20170116Document50 paginiKusile Training Teil 2 File-064 - Soot Blowers - 20170116Msimanga Arnold BudalÎncă nu există evaluări
- NTPC TandaDocument97 paginiNTPC Tandamaurya1234Încă nu există evaluări
- Https Law - Resource.org Pub in Bis Is.4263.1967Document30 paginiHttps Law - Resource.org Pub in Bis Is.4263.1967DrManoj Kumar SharmaÎncă nu există evaluări
- Data Collection Survey (Coal - JICA)Document165 paginiData Collection Survey (Coal - JICA)Mandalay Pioneer Geoengineering Services (MPGS)Încă nu există evaluări
- Results Flowcontrol 2-2015 PDFDocument36 paginiResults Flowcontrol 2-2015 PDFpredic1Încă nu există evaluări
- My Latest CV - EngineerDocument3 paginiMy Latest CV - EngineersasibhushanÎncă nu există evaluări
- Industrial Training Project Report (SECURED) PDFDocument192 paginiIndustrial Training Project Report (SECURED) PDFAshish UppuÎncă nu există evaluări
- AhmadJavaid (TZIDC ABB Positioner)Document17 paginiAhmadJavaid (TZIDC ABB Positioner)ahmedÎncă nu există evaluări
- Steam PipingDocument20 paginiSteam PipingSharun SureshÎncă nu există evaluări
- Ogn Ops Chem 014 Coal As Fired Sampling ProcedureDocument6 paginiOgn Ops Chem 014 Coal As Fired Sampling ProcedureraniÎncă nu există evaluări
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyDocument41 paginiSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- What Is The Work of Accumulator in Turbines - QuoraDocument4 paginiWhat Is The Work of Accumulator in Turbines - QuoraEr Suraj KumarÎncă nu există evaluări
- Damage To Bottom Ash Handling SysDocument6 paginiDamage To Bottom Ash Handling SyssanjeevchhabraÎncă nu există evaluări
- PAT Scheme Drives Energy Efficiency in Cement SectorDocument44 paginiPAT Scheme Drives Energy Efficiency in Cement SectorrvnesariÎncă nu există evaluări
- EERE Improving Proc Heating Systems Performance PDFDocument78 paginiEERE Improving Proc Heating Systems Performance PDFannasitÎncă nu există evaluări
- Aarti Steel WHR PDDDocument34 paginiAarti Steel WHR PDDKvvPrasadÎncă nu există evaluări
- Axial Shift Sensors (Thurst Bearing) : Model No. Axial Shift - 1 Sr. No. Axial Shift - 2 Sr. No. Axial Shift - 3 Sr. NoDocument3 paginiAxial Shift Sensors (Thurst Bearing) : Model No. Axial Shift - 1 Sr. No. Axial Shift - 2 Sr. No. Axial Shift - 3 Sr. NoShiva KotamrajuÎncă nu există evaluări
- 5 SMPV RulesDocument16 pagini5 SMPV Rulesvimalk017Încă nu există evaluări
- Bangladesh MGI 300TD Continuous Polyester Production Line Bottle FlakeDocument44 paginiBangladesh MGI 300TD Continuous Polyester Production Line Bottle Flakeswapon kumar shillÎncă nu există evaluări
- Hadjret HRSG Operation Training ManualDocument87 paginiHadjret HRSG Operation Training ManualYanis KemounÎncă nu există evaluări
- Syed Ammal Engineering College Power Plant Engineering Question BankDocument16 paginiSyed Ammal Engineering College Power Plant Engineering Question BankNizam MAÎncă nu există evaluări
- Condensate ReturnDocument24 paginiCondensate Returnwaheed2286Încă nu există evaluări
- JASE-W Japanese Smart Energy Dry Electrostatic PrecipitatorsDocument2 paginiJASE-W Japanese Smart Energy Dry Electrostatic Precipitatorsgautamcool100% (1)
- BHEL Readies Design For 800 MW Plant With Ultra Supercritical ParametersDocument1 paginăBHEL Readies Design For 800 MW Plant With Ultra Supercritical Parameterslaloo01Încă nu există evaluări
- Energy Management System For Combined Cycle Power Plant TrainingDocument4 paginiEnergy Management System For Combined Cycle Power Plant Trainingglenlcy100% (1)
- Mercury ManagementrDocument12 paginiMercury Managementrmostafa_1000Încă nu există evaluări
- BTLD Presentation 2Document23 paginiBTLD Presentation 2Yos Wita SantosoÎncă nu există evaluări
- European Standard EN 303-5 Solid Fuel BoilersDocument8 paginiEuropean Standard EN 303-5 Solid Fuel BoilersNicolae AdrianÎncă nu există evaluări
- Bhel Pipe Color Code-Aa10630 1Document7 paginiBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniÎncă nu există evaluări
- Boiler Efficiency FactsDocument21 paginiBoiler Efficiency FactschikukotwalÎncă nu există evaluări
- Summer Training ReportDocument46 paginiSummer Training ReportADITYAÎncă nu există evaluări
- Alka NTPC IndexDocument58 paginiAlka NTPC IndexAakash RajÎncă nu există evaluări
- As NTPCDocument42 paginiAs NTPCAshutosh SinhaÎncă nu există evaluări
- NTPC Summer Training Report InsightsDocument43 paginiNTPC Summer Training Report InsightsSiddhant GoswamiÎncă nu există evaluări
- Wi-Fi Home Automation System ReportDocument44 paginiWi-Fi Home Automation System Reportravi kumarÎncă nu există evaluări
- Bgi 4 TVZLDocument4 paginiBgi 4 TVZLPrasoon MishraÎncă nu există evaluări
- 10 Strategies For Automation and Production SystemsDocument4 pagini10 Strategies For Automation and Production SystemsKIRSHANT TomerÎncă nu există evaluări
- 10 Strategies For Automation and Production SystemsDocument4 pagini10 Strategies For Automation and Production SystemsKIRSHANT TomerÎncă nu există evaluări
- MGM College Project on Multi-Purpose Operational MachineDocument14 paginiMGM College Project on Multi-Purpose Operational MachineKIRSHANT TomerÎncă nu există evaluări
- Experiment No 4 WormDocument3 paginiExperiment No 4 WormKIRSHANT TomerÎncă nu există evaluări
- Week 5 & 6Document10 paginiWeek 5 & 6Mariel MirafloresÎncă nu există evaluări
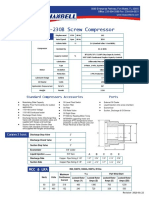
- Hanbell Spec Sheet RC2-230B PDFDocument1 paginăHanbell Spec Sheet RC2-230B PDFDaniel Naoe FestinÎncă nu există evaluări
- 23xrv 2ssDocument150 pagini23xrv 2ssLouie DupayaÎncă nu există evaluări
- Yaes SB Qpak SB Inst - Comm.oper - MainDocument76 paginiYaes SB Qpak SB Inst - Comm.oper - Maindavidegazzini100% (1)
- 13415Document94 pagini13415Prakash WarrierÎncă nu există evaluări
- Design Guide for HVAC Systems in Green BuildingsDocument327 paginiDesign Guide for HVAC Systems in Green BuildingsKagitha TirumalaÎncă nu există evaluări
- BoilersDocument8 paginiBoilerswindreader1Încă nu există evaluări
- Report @NTPCDocument34 paginiReport @NTPCme11727100% (1)
- Iasi Leaflet DEPADocument2 paginiIasi Leaflet DEPAZanfir StefanÎncă nu există evaluări
- Shellmax DHDocument2 paginiShellmax DHSrinivasan0% (1)
- VififituwuvopuzDocument2 paginiVififituwuvopuzSachin KuttaÎncă nu există evaluări
- Specification For Chemical CleaningDocument41 paginiSpecification For Chemical CleaningSudhanshu DashÎncă nu există evaluări
- Thermal Plant ReportDocument21 paginiThermal Plant ReportDezzy Allawadhi100% (2)
- PT. Valindo Teknik Pratama Wuxi Huaguang, Qindao Jianeng, Jinan Power.Document38 paginiPT. Valindo Teknik Pratama Wuxi Huaguang, Qindao Jianeng, Jinan Power.sas13100% (1)
- NTPC Faridabad Training ReportDocument37 paginiNTPC Faridabad Training ReportVinay Gupta100% (1)
- Product Guide OverviewDocument217 paginiProduct Guide OverviewmelodyÎncă nu există evaluări
- Boiler PresentationDocument73 paginiBoiler PresentationSatyakam100% (3)
- Ppchem 05 2011 3Document8 paginiPpchem 05 2011 3abdoelandhakimÎncă nu există evaluări
- Gandhinagar Thermal PowerplantDocument46 paginiGandhinagar Thermal PowerplantniravÎncă nu există evaluări
- Plant Startup Shutdown Sequence Description ForRelease PDFDocument65 paginiPlant Startup Shutdown Sequence Description ForRelease PDFRahil TasawarÎncă nu există evaluări
- 30GXR170-640 Compressor - Carrier ChillerDocument34 pagini30GXR170-640 Compressor - Carrier ChillercafonchoÎncă nu există evaluări
- 130,000 lb Steam Biomass BoilerDocument15 pagini130,000 lb Steam Biomass BoilerRony Joel Cordova SánchezÎncă nu există evaluări
- Steam Boiler Operation and AuxiliariesDocument9 paginiSteam Boiler Operation and Auxiliariesshin deiruÎncă nu există evaluări
- Corrosion FatigueDocument0 paginiCorrosion FatigueBangkit Rachmat HilcaÎncă nu există evaluări
- Mechanical Engineer CVDocument4 paginiMechanical Engineer CVLe Thanh HaiÎncă nu există evaluări
- T322PLDocument58 paginiT322PLMelissa MaciasÎncă nu există evaluări
- RT Svx36g en (Intellipak Iom)Document201 paginiRT Svx36g en (Intellipak Iom)Rick RoggenkampÎncă nu există evaluări
- Badarpur Thermal Power StationDocument54 paginiBadarpur Thermal Power StationNarendra TrivediÎncă nu există evaluări
- 3 - Operator - Training - YCIVDocument28 pagini3 - Operator - Training - YCIVsakthi81% (16)
- Learning BoilerDocument36 paginiLearning BoilerRheza Syailendra100% (1)