S-ar putea să vă placă și
- Tercer Examen Cinetica.-2017Document1 paginăTercer Examen Cinetica.-2017Victor AngelÎncă nu există evaluări
- Enunciado de Ejemplo de Balance de Materia Con Reacción QuimicaDocument4 paginiEnunciado de Ejemplo de Balance de Materia Con Reacción QuimicaKevin GonzalesÎncă nu există evaluări
- Taller Balances de Energía Sistemas No ReactivosDocument6 paginiTaller Balances de Energía Sistemas No Reactivosdany0% (2)
- Métodos de resolución de ecuaciones no linealesDocument15 paginiMétodos de resolución de ecuaciones no linealesPamela Rivas LaraÎncă nu există evaluări
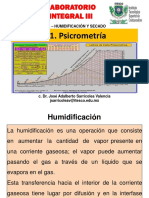
- 2 Introducción HUMIDIFICADORDocument3 pagini2 Introducción HUMIDIFICADORAilyn M. AnemixÎncă nu există evaluări
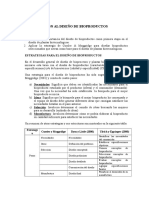
- P1. Introducción Al Diseño de BioproductosDocument8 paginiP1. Introducción Al Diseño de BioproductosGustavo Torres DíazÎncă nu există evaluări
- Reactores Ideales No IsotérmicosDocument3 paginiReactores Ideales No IsotérmicosALEX ROGELIO LARGO MALDONADOÎncă nu există evaluări
- Diapositivas II Par. Calidad EstudiantesDocument320 paginiDiapositivas II Par. Calidad EstudiantesByron Geovanny LlangaÎncă nu există evaluări
- Investigacion de OperacionesDocument13 paginiInvestigacion de OperacionesJosé Miguel López DomínguezÎncă nu există evaluări
- Problemas Resueltos de Balance de Materia (Operaciones Unitarias)Document4 paginiProblemas Resueltos de Balance de Materia (Operaciones Unitarias)savitarbrand0% (1)
- Formación de emulsiones agua-aceiteDocument11 paginiFormación de emulsiones agua-aceiteLaura Ruiz100% (1)
- Laboratorio N3Document6 paginiLaboratorio N3ISRAEL MANFRED CONDORI ROCHAÎncă nu există evaluări
- Treybal-112Document10 paginiTreybal-112Mario GOÎncă nu există evaluări
- La Importancia Social e Industrial de La HumidificaciónDocument2 paginiLa Importancia Social e Industrial de La HumidificaciónAtxelEduiMerinoDeSantiagoÎncă nu există evaluări
- Resolucion de Ejercicio SimulacionDocument13 paginiResolucion de Ejercicio SimulacionlilyÎncă nu există evaluări
- 3.1 - EXPO - Psicrometria - Dr. José A. Sarricolea V.Document68 pagini3.1 - EXPO - Psicrometria - Dr. José A. Sarricolea V.Jose Adalberto Sarricolea ValenciaÎncă nu există evaluări
- RobertoMurilloFierro Leccionno1Document2 paginiRobertoMurilloFierro Leccionno1Joao MurilloÎncă nu există evaluări
- Qué Es La Norma ISO 22001Document4 paginiQué Es La Norma ISO 22001diegoÎncă nu există evaluări
- CP de Un CalorímetroDocument4 paginiCP de Un CalorímetroAuroraTrejoÎncă nu există evaluări
- Sistema control perturbaciones antenaDocument6 paginiSistema control perturbaciones antenaDaniel Reina ToledoÎncă nu există evaluări
- Enzimas de La Papaya y La PiñaDocument4 paginiEnzimas de La Papaya y La PiñaMARIA CAROLINA SOLERA CARDENASÎncă nu există evaluări
- Práctica N°8 Destilación Binaria PDFDocument6 paginiPráctica N°8 Destilación Binaria PDFronneypaulÎncă nu există evaluări
- Reducir concentración piridina 2000 kg solución 50% a 2Document2 paginiReducir concentración piridina 2000 kg solución 50% a 2lauraÎncă nu există evaluări
- Deber de WallpoleDocument29 paginiDeber de WallpoleCARLOS DANIEL PAREDES MARTINEZÎncă nu există evaluări
- Cuestionario No2 Isoterma de Adsorción. 2021Document4 paginiCuestionario No2 Isoterma de Adsorción. 2021Ingrid Yaneth Chag SimónÎncă nu există evaluări
- Operaciones de Humidificacio NDocument57 paginiOperaciones de Humidificacio Nfelipegzz0109Încă nu există evaluări
- 01.práctica n5 MantequillaDocument15 pagini01.práctica n5 MantequillaMiguel Angel Sandoval BancesÎncă nu există evaluări
- IQ.09.01 - Tarea 4Document9 paginiIQ.09.01 - Tarea 4Adolfo LazoÎncă nu există evaluări
- Producción de La Salsa de Soya, FermentaciónDocument2 paginiProducción de La Salsa de Soya, FermentaciónDennisse Carranza33% (3)
- Evaporadores Parte IIIDocument47 paginiEvaporadores Parte IIIAntonio Morales ZarateÎncă nu există evaluări
- Diseno de Un Reactor Batch para Yogurt 1Document9 paginiDiseno de Un Reactor Batch para Yogurt 1KaterinYanacTelloÎncă nu există evaluări
- Reporte Práctica 1: Calorífica MetalDocument4 paginiReporte Práctica 1: Calorífica MetalMartha Patricia Cruz SalinasÎncă nu există evaluări
- Problema 3.25 Ocon TojoDocument1 paginăProblema 3.25 Ocon TojoJurgen Corpi GómezÎncă nu există evaluări
- Manual de Operación FermentadorDocument11 paginiManual de Operación FermentadorjoaquinÎncă nu există evaluări
- Auxiliar 8 IQ46B Operaciones de Transferencia IDocument9 paginiAuxiliar 8 IQ46B Operaciones de Transferencia IDaniel OrtizÎncă nu există evaluări
- Un Sistema de Evaporación de Múltiple Efecto Arreglo MixtoDocument5 paginiUn Sistema de Evaporación de Múltiple Efecto Arreglo MixtoRicardoÎncă nu există evaluări
- Cultivo, cosecha y procesamiento de caña de azúcarDocument1 paginăCultivo, cosecha y procesamiento de caña de azúcarEsteban MartínezÎncă nu există evaluări
- Evaporadores de simple efecto: cálculos de vapor, área y temperaturaDocument6 paginiEvaporadores de simple efecto: cálculos de vapor, área y temperaturajenniferÎncă nu există evaluări
- Capitulo 5 ClimatizaciónDocument10 paginiCapitulo 5 ClimatizaciónAiram Martinez PozosÎncă nu există evaluări
- Informe Operaciones Unitarias TamizadoDocument20 paginiInforme Operaciones Unitarias Tamizadoolivera100% (1)
- Examen de Polimeros Marquez Sanchez Jose LuisDocument3 paginiExamen de Polimeros Marquez Sanchez Jose LuisJosé LuisÎncă nu există evaluări
- Reactores Isotérmicos y No IsotérmicosDocument1 paginăReactores Isotérmicos y No Isotérmicosmishell ortegaÎncă nu există evaluări
- Destilación fraccionada: gasolina, nafta, kerosene y sus propiedadesDocument12 paginiDestilación fraccionada: gasolina, nafta, kerosene y sus propiedadesAndrea Velasco C50% (2)
- NTE INEN LecheDocument17 paginiNTE INEN Lechebelen8jacquetÎncă nu există evaluări
- P1Document1 paginăP1adriel38Încă nu există evaluări
- Tema 7 - Lixiviación LeachingDocument19 paginiTema 7 - Lixiviación LeachingJose VelascoÎncă nu există evaluări
- Ejercicios de Conversiones de UnidadesDocument1 paginăEjercicios de Conversiones de UnidadesCarlos SalazarÎncă nu există evaluări
- Capitulo 3Document12 paginiCapitulo 3marÎncă nu există evaluări
- Casos de Estudio Procesos de SeparacionDocument4 paginiCasos de Estudio Procesos de SeparacionMario GarciaÎncă nu există evaluări
- SecadoDocument7 paginiSecadojuanÎncă nu există evaluări
- Ejercicio SsDocument1 paginăEjercicio SsRzn Lavi0% (1)
- Interpretación de Datos Cinéticos ExperimentalesDocument77 paginiInterpretación de Datos Cinéticos ExperimentalesMeliza Rosi Bravo CastilloÎncă nu există evaluări
- Tareas P2 Termo3Document3 paginiTareas P2 Termo3Muñoz Delgadillo Dalia LibertadÎncă nu există evaluări
- 3) Balance de EnergiaDocument4 pagini3) Balance de EnergiaMiguel ParadaÎncă nu există evaluări
- Tema 7 Materia 11-12Document4 paginiTema 7 Materia 11-12Anonymous Wy6IvmÎncă nu există evaluări
- Mapa Conceptual.... G.DDocument1 paginăMapa Conceptual.... G.DAngie Lorena Diaz ArocaÎncă nu există evaluări
- Destilacion en La Seccion de Empobrecimiento de La TorreDocument3 paginiDestilacion en La Seccion de Empobrecimiento de La TorreNathalia AnimeroÎncă nu există evaluări
- Recepción y estandarización de la leche para yogurDocument4 paginiRecepción y estandarización de la leche para yogurBruno Aldair Ccopa CamusÎncă nu există evaluări
- Diagrama de Flujo de La Elaboración Del YogurDocument7 paginiDiagrama de Flujo de La Elaboración Del YogurDvonne HartÎncă nu există evaluări
- UF1181 - Maduración y envasado de quesosDe la EverandUF1181 - Maduración y envasado de quesosEvaluare: 5 din 5 stele5/5 (1)
- Higiene y Seguridad IndustrialDocument13 paginiHigiene y Seguridad IndustrialHenryCastroÎncă nu există evaluări
- AldhairDocument6 paginiAldhairKenedy choque agueroÎncă nu există evaluări
- QUE ES LA NAVIDAD - docxdasdadDADADADDAADDocument4 paginiQUE ES LA NAVIDAD - docxdasdadDADADADDAADKenedy choque agueroÎncă nu există evaluări
- Interpretacion de Los Derechos HumanosDocument47 paginiInterpretacion de Los Derechos HumanosKenedy choque agueroÎncă nu există evaluări
- Formato 07 A - Registro de Proyectos de Inversion 1Document10 paginiFormato 07 A - Registro de Proyectos de Inversion 1Edwin Brenner Huaman PachecoÎncă nu există evaluări
- PI01 LecturaDocument12 paginiPI01 LecturaKenedy choque agueroÎncă nu există evaluări
- Factores Que Condicionan El Tamaño de PlantaDocument2 paginiFactores Que Condicionan El Tamaño de PlantaKenedy choque agueroÎncă nu există evaluări
- QUE ES LA NAVIDAD - docxdasdadDADADADDAADDocument4 paginiQUE ES LA NAVIDAD - docxdasdadDADADADDAADKenedy choque agueroÎncă nu există evaluări
- Guia de Proyecto LunesDocument6 paginiGuia de Proyecto LunesOrlando Huaripata DiazÎncă nu există evaluări
- El significado y tradiciones de la NavidadDocument3 paginiEl significado y tradiciones de la NavidadKenedy choque agueroÎncă nu există evaluări
- Servicios de LavanderiaDocument14 paginiServicios de LavanderiaKenedy choque agueroÎncă nu există evaluări
- Control IndustrialDocument40 paginiControl Industrialanon_699848111Încă nu există evaluări
- Servicios de LavanderiaDocument14 paginiServicios de LavanderiaKenedy choque agueroÎncă nu există evaluări
- Modelo metodológico para implementar lean manufacturingDocument21 paginiModelo metodológico para implementar lean manufacturingalbert DominguezÎncă nu există evaluări
- Modelo metodológico para implementar lean manufacturingDocument21 paginiModelo metodológico para implementar lean manufacturingalbert DominguezÎncă nu există evaluări
- Adolfo 2018Document2 paginiAdolfo 2018Kenedy choque agueroÎncă nu există evaluări
- Adolfo 2018Document2 paginiAdolfo 2018Kenedy choque agueroÎncă nu există evaluări
- Plan de GestionDocument37 paginiPlan de GestionChristopher Moore50% (2)
- Gestion RedesDocument36 paginiGestion Redesdeltacompu2Încă nu există evaluări
- Crea Tu Primer Troyano (Indetectable Por Los Antivirus)Document68 paginiCrea Tu Primer Troyano (Indetectable Por Los Antivirus)Madai Arteaga100% (1)
- Practica Medicion de Conectores Jun 2017Document8 paginiPractica Medicion de Conectores Jun 2017jonathan pacora chiritoÎncă nu există evaluări
- Energia Electrica A Traves de La Fotosintesis de Las PlantasDocument5 paginiEnergia Electrica A Traves de La Fotosintesis de Las PlantasKenedy choque agueroÎncă nu există evaluări
- Embriologia HumanaDocument9 paginiEmbriologia HumanaKenedy choque agueroÎncă nu există evaluări
- Planificacion y Gestion de RedesDocument49 paginiPlanificacion y Gestion de RedesRicaulys Jose Meaño GuerraÎncă nu există evaluări
- Imagenes de PleitosDocument2 paginiImagenes de PleitosKenedy choque agueroÎncă nu există evaluări
- Yaskawa 2Document10 paginiYaskawa 2Kenedy choque agueroÎncă nu există evaluări
- Embriologia HumanaDocument9 paginiEmbriologia HumanaKenedy choque agueroÎncă nu există evaluări
- COSTOS IndustrialesDocument100 paginiCOSTOS Industrialesjavifficho86% (7)
- Imagenes de PleitosDocument5 paginiImagenes de PleitosKenedy choque agueroÎncă nu există evaluări
- Entrenamiento Excentrico BasicoDocument8 paginiEntrenamiento Excentrico BasicoVicente Ignacio Ormazábal Medina100% (1)
- Aparato UrinarioDocument3 paginiAparato UrinarioLiliana LopezÎncă nu există evaluări
- CitoesqueletoDocument7 paginiCitoesqueletoKaren FlorezÎncă nu există evaluări
- Barbara 2024Document20 paginiBarbara 2024Mae IterÎncă nu există evaluări
- Anexos Del 10 Al 21 de Octubre de 2022Document13 paginiAnexos Del 10 Al 21 de Octubre de 2022Marya SareÎncă nu există evaluări
- Resultado Cuestionario CIREMODocument6 paginiResultado Cuestionario CIREMOKevin Bardales BazanÎncă nu există evaluări
- Analisis de CerealesDocument12 paginiAnalisis de CerealesCalebÎncă nu există evaluări
- Fisiologia Del CorazónDocument26 paginiFisiologia Del CorazónDéborah WayneÎncă nu există evaluări
- Métodos InmunológicosDocument19 paginiMétodos Inmunológicosmariipiii100% (3)
- Introduction To ASQ-3 SpanishDocument48 paginiIntroduction To ASQ-3 SpanishFlga Jocelyn Fran Bravo ValdésÎncă nu există evaluări
- 064-Ba7040 TDS EsDocument3 pagini064-Ba7040 TDS EsCRISTIAN ALONSO RODRIGUEZ GONZALEZÎncă nu există evaluări
- KitschDocument3 paginiKitschAlejandro Martínez SalinasÎncă nu există evaluări
- Equipos Especiales Cirugia PlasticaDocument5 paginiEquipos Especiales Cirugia PlasticaNicoÎncă nu există evaluări
- 01 Tipo de IndustriaDocument55 pagini01 Tipo de Industriatoni M caritaÎncă nu există evaluări
- Práctica 1 BiologíaDocument4 paginiPráctica 1 BiologíaEdu MolinaÎncă nu există evaluări
- Informe de Laboratorio Nº4Document7 paginiInforme de Laboratorio Nº4jaro140% (1)
- Micobacterias Yersinia BartonellaDocument15 paginiMicobacterias Yersinia Bartonellagiorgio cervantes rodriguezÎncă nu există evaluări
- Examen de Ranking Lenguaje y Razonamiento VerbalDocument7 paginiExamen de Ranking Lenguaje y Razonamiento VerbalRafael Eduardo100% (1)
- Anatomía de la boca y sus estructurasDocument8 paginiAnatomía de la boca y sus estructurasFernanda MonteroÎncă nu există evaluări
- Semana 11 TareaDocument2 paginiSemana 11 TareaYunmi :3Încă nu există evaluări
- Informe de SaussureDocument3 paginiInforme de SaussurePeach FancyÎncă nu există evaluări
- Anhidrifo Sulfuroso en VinosDocument28 paginiAnhidrifo Sulfuroso en VinosLisbeth Miyoun Sunhg100% (2)
- SN Simpatico, Farmacologia, Sistema Nervioso, Adrenalina, Noradrenalina, DopaminaDocument48 paginiSN Simpatico, Farmacologia, Sistema Nervioso, Adrenalina, Noradrenalina, DopaminaMarco CarbonelÎncă nu există evaluări
- Biorremediación de Suelos Contaminados Con Metales PesadosDocument17 paginiBiorremediación de Suelos Contaminados Con Metales PesadosmemoÎncă nu există evaluări
- Calificacion Profesores INTAP 2024Document3 paginiCalificacion Profesores INTAP 2024RossmeryUscataÎncă nu există evaluări
- Elaboración de ShampooDocument23 paginiElaboración de Shampoosilvia100% (1)
- Segundo Examen Parcial Curso CardiologiaDocument8 paginiSegundo Examen Parcial Curso CardiologiaSergio TolentoÎncă nu există evaluări
- Bernard Stiegler - Entre Sintoma y Farmakon. La Organologia de La MoralDocument13 paginiBernard Stiegler - Entre Sintoma y Farmakon. La Organologia de La MoralJuan CristensenÎncă nu există evaluări
- Astm B456Document11 paginiAstm B456TeodoroÎncă nu există evaluări
- Ensayo Promocion en Salud.Document4 paginiEnsayo Promocion en Salud.Sandy Julieth GalvisÎncă nu există evaluări