S-ar putea să vă placă și
- Highlight WeldCanada CSA AWS Guides Preheat PWHTDocument5 paginiHighlight WeldCanada CSA AWS Guides Preheat PWHTAnonymous rYZyQQot55Încă nu există evaluări
- AWS Guides On Preheat & PWHT PDFDocument4 paginiAWS Guides On Preheat & PWHT PDFezzataÎncă nu există evaluări
- TWI Current Practice For Welding P92 PDFDocument13 paginiTWI Current Practice For Welding P92 PDFpipedown456100% (1)
- Data Sheet Res PDFDocument5 paginiData Sheet Res PDFToufani Rizal AlfarisiÎncă nu există evaluări
- Post WeldDocument4 paginiPost WelddanemsalÎncă nu există evaluări
- Astm A744 A744m 21Document5 paginiAstm A744 A744m 21Milady OyuelaÎncă nu există evaluări
- Ams-27593d HEAT TREATMENTDocument16 paginiAms-27593d HEAT TREATMENTGian GianÎncă nu există evaluări
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument6 paginiTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalÎncă nu există evaluări
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument5 paginiTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalÎncă nu există evaluări
- Specification For Pressure Vessel Plates, Five Percent Nickel Alloy Steel, Specially Heat TreatedDocument6 paginiSpecification For Pressure Vessel Plates, Five Percent Nickel Alloy Steel, Specially Heat Treatedomsingh1988Încă nu există evaluări
- ALPEMA Standards Rev1Document8 paginiALPEMA Standards Rev1nattusharanÎncă nu există evaluări
- Process Specification For The Heat Treatment of Steel AlloysDocument12 paginiProcess Specification For The Heat Treatment of Steel AlloystetirichieÎncă nu există evaluări
- SA487Document6 paginiSA487verito09Încă nu există evaluări
- Astm A333Document7 paginiAstm A333Luis Evangelista Moura Pacheco100% (3)
- Astm A106 Ts EnglDocument4 paginiAstm A106 Ts EnglxaviereduardoÎncă nu există evaluări
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 paginiA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdÎncă nu există evaluări
- 1.1.5 WPSDocument15 pagini1.1.5 WPSDominic Apollo RoblesÎncă nu există evaluări
- Astm A487 A487m 21Document7 paginiAstm A487 A487m 21Milady OyuelaÎncă nu există evaluări
- A 297 Heat Resistant Casting SteelDocument60 paginiA 297 Heat Resistant Casting SteelIr FankovicÎncă nu există evaluări
- Manual Service - TadiranDocument39 paginiManual Service - TadiranPaul Paulista100% (1)
- Welding Heat TreatmentDocument33 paginiWelding Heat TreatmentWan HafiyÎncă nu există evaluări
- Astm A747Document4 paginiAstm A747Srinivasan KrishnamoorthyÎncă nu există evaluări
- Asme CCase 1996-2Document2 paginiAsme CCase 1996-2ADAMJSRAOÎncă nu există evaluări
- Pressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedDocument4 paginiPressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedSama UmateÎncă nu există evaluări
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 paginiPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickeljaskaran singhÎncă nu există evaluări
- Ssab Astm A537 C2Document2 paginiSsab Astm A537 C2vasotermiÎncă nu există evaluări
- Asme Ccase - 2059Document2 paginiAsme Ccase - 2059ADAMJSRAOÎncă nu există evaluări
- Astm A533 A533m 16Document2 paginiAstm A533 A533m 16Edgar CarmonaÎncă nu există evaluări
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument5 paginiForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceJosé Ramón GutierrezÎncă nu există evaluări
- Artilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertiesDocument8 paginiArtilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertieswholenumberÎncă nu există evaluări
- Bohler Fox DMV 83 KB - SmawDocument1 paginăBohler Fox DMV 83 KB - Smawsoft4gsmÎncă nu există evaluări
- Astm A351 A351m 18Document4 paginiAstm A351 A351m 18Milady OyuelaÎncă nu există evaluări
- Asme Sa-738-Press - Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel For Modera&Lower TempDocument6 paginiAsme Sa-738-Press - Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel For Modera&Lower Tempgst ajahÎncă nu există evaluări
- HiaDocument4 paginiHiappanagos5664Încă nu există evaluări
- Boehler CM2-UPDocument1 paginăBoehler CM2-UPdiahÎncă nu există evaluări
- Trampa Socket WeldDocument2 paginiTrampa Socket WeldOscar Nieves ZamoraÎncă nu există evaluări
- Sae Ams 2759-11-2014Document5 paginiSae Ams 2759-11-2014reynaldoUH100% (2)
- As 4041Document22 paginiAs 4041vivek_pandey100% (2)
- Ductile Iron Casting Specfications and Details All StandardsDocument15 paginiDuctile Iron Casting Specfications and Details All StandardsN.Palaniappan100% (1)
- Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceDocument3 paginiPressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceStanley HallÎncă nu există evaluări
- Cswip - Section 20-Heat TreatmentDocument9 paginiCswip - Section 20-Heat TreatmentNsidibe Michael Etim100% (1)
- Ras-10ukv-E SVM-020007Document79 paginiRas-10ukv-E SVM-020007Para Club MilazzoÎncă nu există evaluări
- Earthing Conductor Sizing-Tsl - PelletDocument4 paginiEarthing Conductor Sizing-Tsl - PelletSwasrikanthÎncă nu există evaluări
- Astm A356Document6 paginiAstm A356Srinivasan KrishnamoorthyÎncă nu există evaluări
- Nf7Mlx MBP Compressor R404A/R507 220-240V 50Hz & 208-230V 60HzDocument2 paginiNf7Mlx MBP Compressor R404A/R507 220-240V 50Hz & 208-230V 60HzCristi banciuÎncă nu există evaluări
- Ams2759 9DDocument5 paginiAms2759 9DAndres DelaCruzÎncă nu există evaluări
- Aerospace Aerospace Material Material Specification SpecificationDocument14 paginiAerospace Aerospace Material Material Specification SpecificationAjeeth KumarÎncă nu există evaluări
- Bridges - HPS - Guide Spec For Highway Bridge Fab With HPS Steel - Nov 2012 FinalDocument16 paginiBridges - HPS - Guide Spec For Highway Bridge Fab With HPS Steel - Nov 2012 Finalwookie1977Încă nu există evaluări
- 51CrV4 10083 06 ENG 01Document1 pagină51CrV4 10083 06 ENG 01ashkansoheylÎncă nu există evaluări
- Sa 537Document6 paginiSa 537Mauricio Carestia100% (1)
- Asme Viii D Table 2aDocument16 paginiAsme Viii D Table 2aJohakim974100% (1)
- Astm A890-A890m-12Document4 paginiAstm A890-A890m-12Sankar Ganesh100% (3)
- Highlights On ASME Essential VariablesDocument8 paginiHighlights On ASME Essential VariableschowhkÎncă nu există evaluări
- Sa 203Document4 paginiSa 203gst ajahÎncă nu există evaluări
- Aerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress RelievedDocument9 paginiAerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress Relievedvsraju2Încă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDe la EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesÎncă nu există evaluări
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationDe la EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationÎncă nu există evaluări
- Propeller DesignDocument1 paginăPropeller DesignKeerthana MaheswarlaÎncă nu există evaluări
- Optimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanDocument7 paginiOptimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanFrizki AkbarÎncă nu există evaluări
- GT User Manual Revision 1.10Document66 paginiGT User Manual Revision 1.10Pham LongÎncă nu există evaluări
- High Integrity Aluminum (GENERAL)Document140 paginiHigh Integrity Aluminum (GENERAL)Kmilo Giraldo100% (3)
- Eramus Bridge PDFDocument10 paginiEramus Bridge PDFBabaO.Riley100% (1)
- BM 81004 MuvDocument52 paginiBM 81004 MuvHamza Abbasi AbbasiÎncă nu există evaluări
- Problems PDFDocument9 paginiProblems PDFEduarGelvezÎncă nu există evaluări
- Cif Purge Plug Systems en 3Document3 paginiCif Purge Plug Systems en 3abdeljalil elbadrÎncă nu există evaluări
- Curriculum Vitae: Augusto Javier Puican ZarpanDocument4 paginiCurriculum Vitae: Augusto Javier Puican Zarpanfrank_d_1Încă nu există evaluări
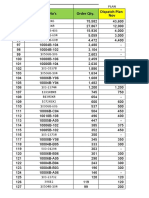
- Order Qty Vs Dispatch Plan - 04 11 20Document13 paginiOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPÎncă nu există evaluări
- RT L2 General Examination PaperDocument4 paginiRT L2 General Examination PaperdaddadÎncă nu există evaluări
- The Difference Between The Internet and World Wide WebDocument3 paginiThe Difference Between The Internet and World Wide WebSonal Jain100% (1)
- Shifting Meterials: Ground Floor ReceptionDocument3 paginiShifting Meterials: Ground Floor Receptionvishwas pandithÎncă nu există evaluări
- Ecc Mech Sharq 22 016 Rev 01Document6 paginiEcc Mech Sharq 22 016 Rev 01Muthu SaravananÎncă nu există evaluări
- Water Treatment Process Disinfection PDFDocument6 paginiWater Treatment Process Disinfection PDFAriff JasniÎncă nu există evaluări
- VLE Lactic Acid Ethyl Lactate Esterification PDFDocument7 paginiVLE Lactic Acid Ethyl Lactate Esterification PDFAseem Kashyap0% (1)
- Jacky Smith Resume Project ManagerDocument1 paginăJacky Smith Resume Project ManagerGrey GrayÎncă nu există evaluări
- Session 5 PDFDocument26 paginiSession 5 PDFToufic HageÎncă nu există evaluări
- Applying Six Sigma at 3MDocument13 paginiApplying Six Sigma at 3MdchÎncă nu există evaluări
- Chapter 7 Notes Computer OrganizationDocument20 paginiChapter 7 Notes Computer OrganizationsriÎncă nu există evaluări
- Apqp - DR SHFTDocument60 paginiApqp - DR SHFTrajesh5000100% (2)
- Ex-Cell XR2750 Pressure Washer Operation ManualDocument16 paginiEx-Cell XR2750 Pressure Washer Operation Manualj_wilson85Încă nu există evaluări
- Intermec CS40 SpecsDocument8 paginiIntermec CS40 Specsss1222Încă nu există evaluări
- Advanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itDocument16 paginiAdvanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itHubert MoforÎncă nu există evaluări
- Pds 55930Document2 paginiPds 55930ekosuryonoÎncă nu există evaluări
- PACSystemsRX3i CS GFA559G (2010)Document4 paginiPACSystemsRX3i CS GFA559G (2010)Omar Alfredo Del CastilloÎncă nu există evaluări
- 2 Coagulation FlocculationDocument26 pagini2 Coagulation FlocculationNurSyuhada AÎncă nu există evaluări
- ITP InstrumentationDocument9 paginiITP InstrumentationzhangyiliÎncă nu există evaluări
- 01 GeoStrucAnal Cylinder Elastic PDFDocument12 pagini01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikÎncă nu există evaluări
- Experiment 5 DACDocument3 paginiExperiment 5 DACABHISHEK SHARMAÎncă nu există evaluări