S-ar putea să vă placă și
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosDe la EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosEvaluare: 4.5 din 5 stele4.5/5 (2)
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticos e inmóticos (UF2132)De la EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticos e inmóticos (UF2132)Încă nu există evaluări
- PIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgDocument4 paginiPIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgRodrigoArayaÎncă nu există evaluări
- PPI-Civil - Tuberia de 30Document4 paginiPPI-Civil - Tuberia de 30Coquin AntÎncă nu există evaluări
- Mapa de Procesos - TallerDocument1 paginăMapa de Procesos - TallerHugo SanchezÎncă nu există evaluări
- MPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasDocument1 paginăMPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasBenjamin Herrera Vargas100% (1)
- P-Mec-C-01 Plan de Inspección y Ensayos-1Document2 paginiP-Mec-C-01 Plan de Inspección y Ensayos-1Javier FigueredoÎncă nu există evaluări
- Anexo 06 Cid-pro-Arqt-09 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Document7 paginiAnexo 06 Cid-pro-Arqt-09 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Manuel Tirado RodriguezÎncă nu există evaluări
- Pien Ferrocarriles Del EstadoDocument1 paginăPien Ferrocarriles Del EstadoSergio Andrey GrajalesÎncă nu există evaluări
- JU-001-06-41601-4340-08-ITP-0016 - 0 - Constrastacion y Verificacion de Instrumentos - APDocument2 paginiJU-001-06-41601-4340-08-ITP-0016 - 0 - Constrastacion y Verificacion de Instrumentos - APSharon ValdiviaÎncă nu există evaluări
- MPD004-P083OBR-140-PPI-QC-005 - B Plan de Puntos de Inspección TanquesDocument2 paginiMPD004-P083OBR-140-PPI-QC-005 - B Plan de Puntos de Inspección TanquesBenjamin Herrera Vargas100% (3)
- Plan de Inspección y Ensayo de AtlasDocument20 paginiPlan de Inspección y Ensayo de AtlasCarlos Javier Pachano ColinaÎncă nu există evaluări
- Plan General de Inspección y Ensayos - Estructuras Rev 2 INGEMINDocument2 paginiPlan General de Inspección y Ensayos - Estructuras Rev 2 INGEMINHenry GonzalezÎncă nu există evaluări
- Flujograma DT Tornos StarDocument1 paginăFlujograma DT Tornos StarOscar SanabriaÎncă nu există evaluări
- AP01 OA IngReq PDFDocument25 paginiAP01 OA IngReq PDFEDGAR ORLANDO ROMERO MORAÎncă nu există evaluări
- CaracterizaciónDocument1 paginăCaracterizaciónJAIME ALBERTO NARVAEZ MARMOLEJOÎncă nu există evaluări
- Presentacion Prop Memoria de CalculoDocument49 paginiPresentacion Prop Memoria de CalculoLuis LaymeÎncă nu există evaluări
- Ppi - PS - 001Document2 paginiPpi - PS - 001Carlos FernandezÎncă nu există evaluări
- CCA-PPI-ELEC-011 (PPI Electrico)Document1 paginăCCA-PPI-ELEC-011 (PPI Electrico)Brayan MateoÎncă nu există evaluări
- Plan de CalidadDocument7 paginiPlan de CalidadeduinÎncă nu există evaluări
- Plan de CalidadDocument33 paginiPlan de Calidadwilande ramirez navarroÎncă nu există evaluări
- Protocolo Camaras Eléctricas #192 Eje K 203-C1Document1 paginăProtocolo Camaras Eléctricas #192 Eje K 203-C1cote0109Încă nu există evaluări
- Plan de Calidad Peralta Ingenieria Portal NorteDocument4 paginiPlan de Calidad Peralta Ingenieria Portal NorteMónica BriceñoÎncă nu există evaluări
- Minera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposDocument3 paginiMinera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposLuis Enciso M.Încă nu există evaluări
- PPI 1 - Control de Documentos y PlanosDocument2 paginiPPI 1 - Control de Documentos y PlanosWLOPEZCHÎncă nu există evaluări
- PPI-Civil - Tuberia de 30Document2 paginiPPI-Civil - Tuberia de 30Coquin AntÎncă nu există evaluări
- CCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Document1 paginăCCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Brayan MateoÎncă nu există evaluări
- Mat-C.20.004-1212-Qpi-7500-0 Ppi Montajes de EstructurasDocument4 paginiMat-C.20.004-1212-Qpi-7500-0 Ppi Montajes de EstructurasKevin GonzalesÎncă nu există evaluări
- Dossier Soportes BaseDocument43 paginiDossier Soportes BaseJose Arturo TejadaÎncă nu există evaluări
- Anexo 06 Cid-Pro-Mtvi-01 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Document7 paginiAnexo 06 Cid-Pro-Mtvi-01 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Manuel Tirado RodriguezÎncă nu există evaluări
- LISTA DE CHEQUEO MONTAJES Rev. 02Document4 paginiLISTA DE CHEQUEO MONTAJES Rev. 02John Armely Arias GuerreroÎncă nu există evaluări
- PIE PipingDocument2 paginiPIE PipingcalidadÎncă nu există evaluări
- Curva SDocument15 paginiCurva SluigiÎncă nu există evaluări
- Mapa de Proceosos Del Sector ConstruccionDocument2 paginiMapa de Proceosos Del Sector Construccionerica marimonÎncă nu există evaluări
- Plan de Calidad - MariangelaDocument7 paginiPlan de Calidad - MariangelaErick Osorio PadillaÎncă nu există evaluări
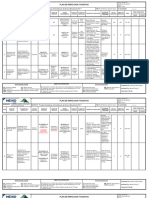
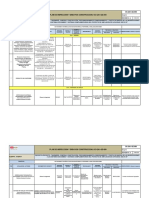
- Plan de Pruebas y EnsayosDocument6 paginiPlan de Pruebas y EnsayosCarlos OscarÎncă nu există evaluări
- Matriz Sipoc - Trabajo FinalDocument1 paginăMatriz Sipoc - Trabajo FinalJuan Manuel RiveraÎncă nu există evaluări
- Minera Yanacocha SRL Súlfuros Yanacocha: Fopegen-030 Itp Fabricacion Y Montaje de TuberiaDocument8 paginiMinera Yanacocha SRL Súlfuros Yanacocha: Fopegen-030 Itp Fabricacion Y Montaje de TuberiaJose Luis Enciso MuñozÎncă nu există evaluări
- 6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosDocument1 pagină6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosEduardo Rafael Quiñonez BolañosÎncă nu există evaluări
- ISO-L-18.001-1212-QPI-7501-Rev00 PPIs de Obras de Montaje Electrico, Instrumentiacion y AutomatizacionDocument7 paginiISO-L-18.001-1212-QPI-7501-Rev00 PPIs de Obras de Montaje Electrico, Instrumentiacion y AutomatizacionPiero Israel Rivera GarcíaÎncă nu există evaluări
- PPI Acustico CumminsDocument2 paginiPPI Acustico CumminsmilagrosÎncă nu există evaluări
- Plan de Control Inspección Y Ensayo (Itp) Mnatenimiento Clarificador 21CDocument2 paginiPlan de Control Inspección Y Ensayo (Itp) Mnatenimiento Clarificador 21CJohn Armely Arias GuerreroÎncă nu există evaluări
- Caracterización Proceso Proyectos de Montaje Y Obras Civiles Código CA-PR-001 Versión 6 Fecha 01/09/2013Document1 paginăCaracterización Proceso Proyectos de Montaje Y Obras Civiles Código CA-PR-001 Versión 6 Fecha 01/09/2013jimmy julian pava vargasÎncă nu există evaluări
- Anexo N°6 - Requisitos Mínimos de CalidadDocument5 paginiAnexo N°6 - Requisitos Mínimos de CalidadJESUS JOSHUA GALVEZ DURANDÎncă nu există evaluări
- Cagz001 000 XX PL QT 000001 R01Document4 paginiCagz001 000 XX PL QT 000001 R01Maria Laura AguirreÎncă nu există evaluări
- 3059-CA-ppi-Arq-xxx (Plan de Puntos de Inspeccion)Document1 pagină3059-CA-ppi-Arq-xxx (Plan de Puntos de Inspeccion)Luisa Ortega mendozaÎncă nu există evaluări
- PPI - Encofrado y DesencofradoDocument1 paginăPPI - Encofrado y DesencofradovrojasÎncă nu există evaluări
- Jf-For-Qc-030 Formato Suministro, Nivelacion, Conformacion y Compatacion de RellenosDocument2 paginiJf-For-Qc-030 Formato Suministro, Nivelacion, Conformacion y Compatacion de RellenosSupervisor CarmonÎncă nu există evaluări
- Diagnóstico de Impresora - Epson FX890II - NS X3YF029445Document1 paginăDiagnóstico de Impresora - Epson FX890II - NS X3YF029445Alberto DiazÎncă nu există evaluări
- Block Caving 1Document46 paginiBlock Caving 1Sofía Lobos100% (1)
- ANEXO 2 Caracterizacion Del Proceso OperativoDocument1 paginăANEXO 2 Caracterizacion Del Proceso OperativoDiana paola MolanoÎncă nu există evaluări
- Reporte Diario 226-NSCDocument20 paginiReporte Diario 226-NSCYulisa Evelyn Cruz HuaynatesÎncă nu există evaluări
- Anexo 06 Cid-Pro-Arqt-07 - Ppi. Plan de Puntos de Inspeccion Colocacion de Ladrillo Pastelero Rev.0Document7 paginiAnexo 06 Cid-Pro-Arqt-07 - Ppi. Plan de Puntos de Inspeccion Colocacion de Ladrillo Pastelero Rev.0Manuel Tirado Rodriguez100% (1)
- Ppi Lechos de CalcitaDocument8 paginiPpi Lechos de Calcitajnu6mnju6njÎncă nu există evaluări
- Formato Fpo-02 V3-Plan de CalidadDocument4 paginiFormato Fpo-02 V3-Plan de CalidadNESTOR LUIS DE ARCO MARTINEZÎncă nu există evaluări
- Plan de Inspeccion y Ensayo SAN FASE IDocument3 paginiPlan de Inspeccion y Ensayo SAN FASE Ialejandro ramirez100% (2)
- PT-PR-257-C-07 Protocolo Dren de PavimentoDocument1 paginăPT-PR-257-C-07 Protocolo Dren de Pavimentorodrigo arenasÎncă nu există evaluări
- Dmm-010122-I-Ppi-001 - Plan de Puntos e Inspeccion Instrumentacion TK TPRDocument2 paginiDmm-010122-I-Ppi-001 - Plan de Puntos e Inspeccion Instrumentacion TK TPRjorge armandoÎncă nu există evaluări
- Informe Técnico de IngenieríaDocument15 paginiInforme Técnico de IngenieríaJORDANY ALESSANDRO QUINTANA JIMENEZÎncă nu există evaluări
- CronogramaDocument1 paginăCronogramagiselakatherineÎncă nu există evaluări
- (BBVA) Consulta de Pagos MasivosDocument3 pagini(BBVA) Consulta de Pagos MasivosMilagros UrbanoÎncă nu există evaluări
- Administracion Empresas Tursiticas - Plan de Estudios - Aliat - ON UTELDocument7 paginiAdministracion Empresas Tursiticas - Plan de Estudios - Aliat - ON UTELAngel Mojica Cobo100% (1)
- Curriculum VitaeDocument2 paginiCurriculum VitaeMarvin Marcos AdarmesÎncă nu există evaluări
- Ejercicio Propuesto Módulo 2 MBADocument3 paginiEjercicio Propuesto Módulo 2 MBAJesus Hernan Manjarrez IriarteÎncă nu există evaluări
- Tarifario Ligo 05 10 2022 1Document1 paginăTarifario Ligo 05 10 2022 1ELIZABETH CONSUELO OTRERA AVILAÎncă nu există evaluări
- Caso Practico Unidad 2Document5 paginiCaso Practico Unidad 2Laura Arias RodriguezÎncă nu există evaluări
- Grado 7 Plan Lector SOCIALESDocument3 paginiGrado 7 Plan Lector SOCIALESlasmilyunanocheÎncă nu există evaluări
- Informe de Guia Pais ArgentinaDocument70 paginiInforme de Guia Pais ArgentinawhatwemustdoÎncă nu există evaluări
- ¿Como Curar La InflaciónDocument4 pagini¿Como Curar La InflaciónLaura Castañeda Ospina100% (1)
- Sobre MEGA 2 - Roberto FineschiDocument18 paginiSobre MEGA 2 - Roberto FineschiSergio VillalobosÎncă nu există evaluări
- DiagnosticoDocument3 paginiDiagnosticoDA Fer Mori RiosÎncă nu există evaluări
- Pets Remplazo de FlujometroDocument6 paginiPets Remplazo de FlujometroGestion jr electronicsÎncă nu există evaluări
- Pestel y DafoDocument3 paginiPestel y Dafovalverdep294Încă nu există evaluări
- Análisis Administrativo para EmpresasDocument33 paginiAnálisis Administrativo para EmpresasYaritaJaramilloÎncă nu există evaluări
- Tarea Clase 1 - Ejercicio - Hacedores 2021Document33 paginiTarea Clase 1 - Ejercicio - Hacedores 2021LORENZO ASENJO LOZANOÎncă nu există evaluări
- Ensayo, Aeropuerto Internacional de VillahermosaDocument12 paginiEnsayo, Aeropuerto Internacional de VillahermosaNehemias VazquezÎncă nu există evaluări
- Analisis Vertical y HorizontalDocument3 paginiAnalisis Vertical y HorizontalBelisa Ibañez Ruidiaz71% (7)
- Ted Dekker - La Serie Del Circulo 1 - NegroDocument492 paginiTed Dekker - La Serie Del Circulo 1 - NegroEduardo México Garcia100% (1)
- 5 Raufflet Cap5Document31 pagini5 Raufflet Cap5Nathy SalcedoÎncă nu există evaluări
- Porto Alegre Enero 2023Document40 paginiPorto Alegre Enero 2023HAROLD SMITH ACEVEDO CANASÎncă nu există evaluări
- Reglamento Del Carné de Identidad Del Personal de La Policia Nacional Del Peru 2014 RD. #513-2014 DEL 10 JUNIO 2014Document14 paginiReglamento Del Carné de Identidad Del Personal de La Policia Nacional Del Peru 2014 RD. #513-2014 DEL 10 JUNIO 2014ROSANA ROJAS RENGIFO100% (1)
- Consumo y AhorroDocument4 paginiConsumo y AhorroNaomie VgÎncă nu există evaluări
- Acercamiento de La Gestion EmpresarialDocument5 paginiAcercamiento de La Gestion Empresarialmiriam gonzalezÎncă nu există evaluări
- Actividad - Eje - 3 Desarrollo Humano y Nueva Ciudadanía 2Document3 paginiActividad - Eje - 3 Desarrollo Humano y Nueva Ciudadanía 2alex_as120% (1)
- Guia de Aprendizaje TerciarizacionDocument10 paginiGuia de Aprendizaje TerciarizacionvasobeanÎncă nu există evaluări
- Trocha MantenimientoDocument4 paginiTrocha MantenimientoTaly Mirxel Rosillo CiezaÎncă nu există evaluări
- InternacionalizaciónDocument28 paginiInternacionalizaciónLorenaMilagrosOlemarPascoÎncă nu există evaluări
- TDR URBANISTAS Y ASOCIADOS C.A. ISLR Fact000415Document1 paginăTDR URBANISTAS Y ASOCIADOS C.A. ISLR Fact000415Esteban LefontÎncă nu există evaluări
- TUO Ley Impuesto A Renta, RENTA NETA, Arts. 37°-44° YYYDocument36 paginiTUO Ley Impuesto A Renta, RENTA NETA, Arts. 37°-44° YYY16453997Încă nu există evaluări
- Niif 7Document10 paginiNiif 7Danitza Salas Villanueva0% (1)