S-ar putea să vă placă și
- 10 Cap 14 - Cadenas de Suministro EsbeltasDocument30 pagini10 Cap 14 - Cadenas de Suministro EsbeltasKev GarciaaÎncă nu există evaluări
- Conceptualización de Bases de DatosDocument6 paginiConceptualización de Bases de DatosJose Armirola IngenieroÎncă nu există evaluări
- 3.2.3 Definicion de Hechos ConsultoriaDocument1 pagină3.2.3 Definicion de Hechos ConsultoriajulissaÎncă nu există evaluări
- 6 Dimensiones de La CalidadDocument2 pagini6 Dimensiones de La CalidadKaren León100% (1)
- Capitulo 5Document55 paginiCapitulo 5bdmm_24Încă nu există evaluări
- Sistema de Produccion ToyotaDocument14 paginiSistema de Produccion ToyotaEdwin Martinez VelázquezÎncă nu există evaluări
- Proyecto Final de Marketing Ron TerranovaDocument40 paginiProyecto Final de Marketing Ron Terranovaomar chamizo0% (1)
- Fuente de SodaDocument10 paginiFuente de SodaVictor Cardoza GarciaÎncă nu există evaluări
- Diseño de Bienes y ServiciosDocument37 paginiDiseño de Bienes y ServiciosMauricio RuizÎncă nu există evaluări
- 3.17 Ejercicion Dpmo PDFDocument5 pagini3.17 Ejercicion Dpmo PDFGerry FieldsÎncă nu există evaluări
- Los 7 Pilares de Justo A TiempoDocument4 paginiLos 7 Pilares de Justo A Tiempofelipegomez717Încă nu există evaluări
- Ejercicio 3Document7 paginiEjercicio 3KeiiFiigonMdzaÎncă nu există evaluări
- Prototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaDocument38 paginiPrototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaJAVIER EMERSON MICHAEL JARA RAMOSÎncă nu există evaluări
- Gestión almacenes ABCDocument11 paginiGestión almacenes ABCivan aldairÎncă nu există evaluări
- Justo A TiempoDocument18 paginiJusto A TiempoRoberMamaniTacoraÎncă nu există evaluări
- Kaizen - Trabajo FinalDocument23 paginiKaizen - Trabajo FinalErika PérezÎncă nu există evaluări
- Sistema ToyotaDocument16 paginiSistema ToyotaAlejoHerrera9404Încă nu există evaluări
- ISO Ts 16946Document2 paginiISO Ts 16946Damian Romero PerezÎncă nu există evaluări
- Diagrama de Flujo de ProcesoDocument3 paginiDiagrama de Flujo de Procesojavy1027Încă nu există evaluări
- Maradiaga, F. (2021) - SMED. CC. Argentina.Document9 paginiMaradiaga, F. (2021) - SMED. CC. Argentina.DfernandoÎncă nu există evaluări
- Chaname BraulioDocument36 paginiChaname BraulioJoel Alberto Bustos GarciaÎncă nu există evaluări
- Servicios EsbeltosDocument17 paginiServicios EsbeltosLuis RamosÎncă nu există evaluări
- Glosario KanbanDocument6 paginiGlosario KanbanEduardo Ayub RodriguezÎncă nu există evaluări
- Sistema de Produccion Toyota (TPS)Document22 paginiSistema de Produccion Toyota (TPS)Нічого ГарнеÎncă nu există evaluări
- Ciclo de vida de productos: Yogurt, Coca Cola, televisor, computador y teléfono móvilDocument15 paginiCiclo de vida de productos: Yogurt, Coca Cola, televisor, computador y teléfono móvilGiusseppe Andres Tellez LosadaÎncă nu există evaluări
- Mapa ConceptualDocument2 paginiMapa ConceptualAngelinaÎncă nu există evaluări
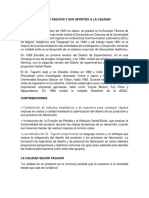
- Genichi Taguchi y sus aportes a la calidadDocument5 paginiGenichi Taguchi y sus aportes a la calidadNick Luis Curi SegoviaÎncă nu există evaluări
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Document4 paginiEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceÎncă nu există evaluări
- Anexo 3 Modelos de Cadena de Suminstro Tradicional, Epos y SincronizadaDocument3 paginiAnexo 3 Modelos de Cadena de Suminstro Tradicional, Epos y SincronizadaEmerson Velasquez LeonÎncă nu există evaluări
- Proceso de Mejora Continua AplDocument24 paginiProceso de Mejora Continua AplSergio Llanten0% (1)
- Las 5s DefinicionDocument10 paginiLas 5s DefinicionMiguel MaqueraÎncă nu există evaluări
- SistemaInventarioFabricacionMueblesDocument24 paginiSistemaInventarioFabricacionMueblesMarHuertasÎncă nu există evaluări
- Herramientas Del Six SigmaDocument7 paginiHerramientas Del Six SigmaElvis Anconeira ChecaÎncă nu există evaluări
- Monografia de La Reingeniería de ProcesosDocument25 paginiMonografia de La Reingeniería de ProcesosAlex Egoavil ZuñigaÎncă nu există evaluări
- Trabajo Final Nuevos ProductosDocument20 paginiTrabajo Final Nuevos ProductosJeyson DiazÎncă nu există evaluări
- Serie IiDocument3 paginiSerie IiGarrik MartinezÎncă nu există evaluări
- Etica ProfesionalDocument11 paginiEtica ProfesionalJesica Mabel Flores FloresÎncă nu există evaluări
- ACTIVIDADESDocument2 paginiACTIVIDADESFlor De Maria PCÎncă nu există evaluări
- Act1 T2 Exámen de AutoevaluaciónDocument4 paginiAct1 T2 Exámen de AutoevaluaciónAlmacen chilchotaÎncă nu există evaluări
- UTGZ Ensayo sobre planteamiento de problema de mantenimientoDocument24 paginiUTGZ Ensayo sobre planteamiento de problema de mantenimientoLuiis Mercado50% (2)
- Estandarización de Procesos DiapositivasDocument27 paginiEstandarización de Procesos DiapositivasJonathan SalomeÎncă nu există evaluări
- Poka-Yoke e IsoDocument25 paginiPoka-Yoke e IsoIngrid MartinezÎncă nu există evaluări
- Analisis de ProveedorDocument3 paginiAnalisis de ProveedorJuan Alexander Caballero VarasÎncă nu există evaluări
- Aplicación de La Metodología DMAIC en La Resolución de Un ProblemaDocument14 paginiAplicación de La Metodología DMAIC en La Resolución de Un ProblemaBren ClementeÎncă nu există evaluări
- 27269-ERP para Empresa de Construcción PDFDocument177 pagini27269-ERP para Empresa de Construcción PDFJulio ZeledónÎncă nu există evaluări
- Sistema de gestión de calidad pollería Rocky ́sDocument11 paginiSistema de gestión de calidad pollería Rocky ́sJose HuayllaÎncă nu există evaluări
- Lab InventariosDocument34 paginiLab InventariosAlexander ReynaÎncă nu există evaluări
- Perspectiva Estratégica para La Toma de Decisiones en El Proceso de Selección de ProveedoresDocument4 paginiPerspectiva Estratégica para La Toma de Decisiones en El Proceso de Selección de ProveedoresAntonio GuzmanÎncă nu există evaluări
- Taller Capacidad GO 1 JunioDocument3 paginiTaller Capacidad GO 1 JunioHarold BarrosÎncă nu există evaluări
- Metodo de Resolucion Del Caso COPER KOTER KATERINGDocument9 paginiMetodo de Resolucion Del Caso COPER KOTER KATERINGSaul Roa PinedaÎncă nu există evaluări
- Caso Practico - Bodega Don PedroDocument28 paginiCaso Practico - Bodega Don PedroJHON ELVIS DURAND FIGUEROAÎncă nu există evaluări
- 14 Puntos de Deming ExposicionDocument29 pagini14 Puntos de Deming ExposicionkevinÎncă nu există evaluări
- Van EjemploDocument5 paginiVan EjemplojuaÎncă nu există evaluări
- Sistema Jit y Kanban-PresentacionDocument45 paginiSistema Jit y Kanban-PresentacionKiara Joselyn Hernández VarguezÎncă nu există evaluări
- Estrategia de proceso para restaurante de alta cocina francesa en ChicagoDocument4 paginiEstrategia de proceso para restaurante de alta cocina francesa en Chicagomindstorm63Încă nu există evaluări
- Valor Agregado para PanaderiaDocument2 paginiValor Agregado para PanaderiaAdrii Dussán CoronadoÎncă nu există evaluări
- Caso U4Document4 paginiCaso U4Rolan XzÎncă nu există evaluări
- Aplicación de La Simulación en La IndustriaDocument20 paginiAplicación de La Simulación en La IndustriaRafael100% (1)
- Recopilacion de Informacion y Analisis Del EntornoDocument34 paginiRecopilacion de Informacion y Analisis Del EntornoGherson Hɑro RomerÎncă nu există evaluări
- Antología de Justo A TiempoDocument39 paginiAntología de Justo A TiempoJesus Alejandro Santiago Guillen100% (1)
- Reglas de Operacion Del CursoDocument2 paginiReglas de Operacion Del CursoGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Formato de Informe Final de Cursos DocentesDocument2 paginiFormato de Informe Final de Cursos DocentesGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Portada Carpeta DidacticaDocument1 paginăPortada Carpeta DidacticaGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Reglas de Operacion Del CursoDocument2 paginiReglas de Operacion Del CursoGustavo ApangoÎncă nu există evaluări
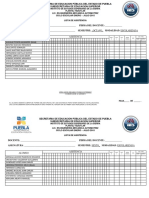
- Listas de Mecanica Escolarizado 2014-2015Document4 paginiListas de Mecanica Escolarizado 2014-2015Gustavo Adolfo Apango MéndezÎncă nu există evaluări
- Informe de asignatura IES SierraDocument2 paginiInforme de asignatura IES SierraGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Laboratorio de Motores A GasolinaDocument3 paginiLaboratorio de Motores A GasolinaGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Formato de Informe Final de Cursos DocentesDocument2 paginiFormato de Informe Final de Cursos DocentesGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Wa0033Document15 paginiWa0033Gustavo Adolfo Apango MéndezÎncă nu există evaluări
- Práctica Ies MachoteDocument18 paginiPráctica Ies MachoteGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Planeacion de Asignatura Ver 01 14 03 18Document2 paginiPlaneacion de Asignatura Ver 01 14 03 18Gustavo ApangoÎncă nu există evaluări
- Avance ProgramaticoDocument2 paginiAvance ProgramaticoGustavo ApangoÎncă nu există evaluări
- Android PythonDocument18 paginiAndroid PythonParra VictorÎncă nu există evaluări
- Programa Curso de Docentes 24, 25 y 26 de Julio de 2018Document6 paginiPrograma Curso de Docentes 24, 25 y 26 de Julio de 2018Gustavo ApangoÎncă nu există evaluări
- Programa Curso de Docentes 24, 25 y 26 de Julio de 2018Document6 paginiPrograma Curso de Docentes 24, 25 y 26 de Julio de 2018Gustavo ApangoÎncă nu există evaluări
- Informe de asignatura IES SierraDocument2 paginiInforme de asignatura IES SierraGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Reglas de Operacion Del CursoDocument2 paginiReglas de Operacion Del CursoGustavo ApangoÎncă nu există evaluări
- Práctica Ies MachoteDocument18 paginiPráctica Ies MachoteGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Planeacion de Asignatura Ver 01 14 03 18Document2 paginiPlaneacion de Asignatura Ver 01 14 03 18Gustavo ApangoÎncă nu există evaluări
- Avance ProgramaticoDocument2 paginiAvance ProgramaticoGustavo ApangoÎncă nu există evaluări
- Listas de Mecanica Escolarizado 2014-2015Document4 paginiListas de Mecanica Escolarizado 2014-2015Gustavo Adolfo Apango MéndezÎncă nu există evaluări
- Portada Carpeta DidacticaDocument1 paginăPortada Carpeta DidacticaGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Ergonomia Herramienta.Document2 paginiErgonomia Herramienta.Gustavo Adolfo Apango MéndezÎncă nu există evaluări
- Diagnóstico ContaminaciónDocument2 paginiDiagnóstico ContaminaciónGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Listas de Mecanica Escolarizado 2014-2015Document4 paginiListas de Mecanica Escolarizado 2014-2015Gustavo Adolfo Apango MéndezÎncă nu există evaluări
- Banco IVDocument2 paginiBanco IVGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Info Actividad ContaminaciónDocument5 paginiInfo Actividad ContaminaciónGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Laboratorio de Motores A GasolinaDocument3 paginiLaboratorio de Motores A GasolinaGustavo Adolfo Apango MéndezÎncă nu există evaluări
- 1.2 Antecedentes de Los Sistemas de Gestión de CalidadDocument1 pagină1.2 Antecedentes de Los Sistemas de Gestión de CalidadGustavo Adolfo Apango MéndezÎncă nu există evaluări
- 1.1 Evolución o Etapas de La CalidadDocument1 pagină1.1 Evolución o Etapas de La CalidadGustavo Adolfo Apango MéndezÎncă nu există evaluări
- Tarea5 1Document11 paginiTarea5 1Ariel HernandezÎncă nu există evaluări
- Gestion de Inventarios y MRPDocument13 paginiGestion de Inventarios y MRPTomas PratoÎncă nu există evaluări
- Evolucion de La Logistica y La Cadena de SuministroDocument20 paginiEvolucion de La Logistica y La Cadena de SuministroLuz Helena Gomez VelezÎncă nu există evaluări
- Mejora ContinuaDocument16 paginiMejora ContinuaBelen RodriguezÎncă nu există evaluări
- PlanAgregadoProduccionMetodoNivelacionDocument4 paginiPlanAgregadoProduccionMetodoNivelacionMario EnriqueÎncă nu există evaluări
- Tema 2 - Value Strem Mapping VSMDocument62 paginiTema 2 - Value Strem Mapping VSMCamilo Andrés NavarroÎncă nu există evaluări
- Smed, VMS, Poka YokeDocument40 paginiSmed, VMS, Poka Yokemaria alejandra millan millan hernandezÎncă nu există evaluări
- Tarea Operadores LogísticoDocument3 paginiTarea Operadores LogísticoXavier Roque RamosÎncă nu există evaluări
- Lista de Precios Peru Compras Setiembre 2023Document21 paginiLista de Precios Peru Compras Setiembre 2023FX Beizaga ReyesÎncă nu există evaluări
- Quiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B12) - 1Document8 paginiQuiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B12) - 1Camilo RiañoÎncă nu există evaluări
- Soluciones Ejer Tema 8Document9 paginiSoluciones Ejer Tema 8Paola Quispe OlivaresÎncă nu există evaluări
- Gestion de Inventario TareaDocument2 paginiGestion de Inventario TareaMaria jose100% (1)
- GESTIÓN DE CALIDAD - Erazo RenatoDocument7 paginiGESTIÓN DE CALIDAD - Erazo RenatoMarlon GarofaloÎncă nu există evaluări
- Examen Subsa 2011 Gestion LogisticaDocument12 paginiExamen Subsa 2011 Gestion LogisticaManuel JesúsÎncă nu există evaluări
- Efecto LatigoDocument2 paginiEfecto LatigoSergio de la TorreÎncă nu există evaluări
- Proyecto KATHERINEDocument9 paginiProyecto KATHERINELaisha ÑaupariÎncă nu există evaluări
- Modelos probabilísticos con inventario de seguridadDocument7 paginiModelos probabilísticos con inventario de seguridadAlejandro CastroÎncă nu există evaluări
- Tarea Grupal Logistica y DistribucionDocument7 paginiTarea Grupal Logistica y DistribucionBrayan MontesÎncă nu există evaluări
- Celac Actualizado 2018Document5 paginiCelac Actualizado 2018Edgar VergaraÎncă nu există evaluări
- Taller de InventarioDocument10 paginiTaller de InventarioJulio Cesar Berrio TeranÎncă nu există evaluări
- Certificación SAP MM preguntas prácticaDocument22 paginiCertificación SAP MM preguntas prácticaRBAEZAPEREZÎncă nu există evaluări
- 3 Retos y Oportunidades en Aplicacion Dispositivos Poka-YokeDocument45 pagini3 Retos y Oportunidades en Aplicacion Dispositivos Poka-Yokeabrap_dÎncă nu există evaluări
- Introduction To Materials Management 8 Compressed Compressed (001-025) .En - EsDocument25 paginiIntroduction To Materials Management 8 Compressed Compressed (001-025) .En - EsMaria ArreolaÎncă nu există evaluări
- Cadena de AbastecimientoDocument19 paginiCadena de AbastecimientomauricioÎncă nu există evaluări
- Examen Alexis MéndezDocument8 paginiExamen Alexis MéndezALEXIS ISRAEL MÉNDEZ GUERRÓNÎncă nu există evaluări
- Cuaderno de Informe - José CárcamoDocument16 paginiCuaderno de Informe - José Cárcamojose camilo carcamo melgarÎncă nu există evaluări
- Normas Iso Hector Deber CalidadDocument15 paginiNormas Iso Hector Deber CalidadMarco TeneÎncă nu există evaluări
- Tarea Semana 7 Logística de Distribución y TransporteDocument8 paginiTarea Semana 7 Logística de Distribución y TransporteFelipe GallardoÎncă nu există evaluări
- Simulacion GerencialDocument57 paginiSimulacion GerencialAndrea PerezÎncă nu există evaluări
- Fase 2 Entrega Julio 7Document14 paginiFase 2 Entrega Julio 7Juan Andrés TorresÎncă nu există evaluări