S-ar putea să vă placă și
- ReportDocument25 paginiReporthimanshuomar007Încă nu există evaluări
- 3D Printing: A Revolutionary Process for Industry ApplicationsDe la Everand3D Printing: A Revolutionary Process for Industry ApplicationsÎncă nu există evaluări
- Air Canvas SynopsisDocument23 paginiAir Canvas SynopsisRahul RajÎncă nu există evaluări
- 3d Printer ReportDocument18 pagini3d Printer ReportkharvaÎncă nu există evaluări
- 3 D PrintingDocument6 pagini3 D PrintingRavi SharmaÎncă nu există evaluări
- The Impact and Application of 3D Printing Technology: Related PapersDocument6 paginiThe Impact and Application of 3D Printing Technology: Related PapersGarapati MurarjiÎncă nu există evaluări
- 3D Printing Made Simple: Exciting & Innovative TechnologyDe la Everand3D Printing Made Simple: Exciting & Innovative TechnologyÎncă nu există evaluări
- Sir. Anuj Gupta: 3D PrintingDocument23 paginiSir. Anuj Gupta: 3D PrintingMôhammad AL-büraìÎncă nu există evaluări
- Traning Report - 01914803618 - Ansh PuriDocument111 paginiTraning Report - 01914803618 - Ansh PuriVansh puriÎncă nu există evaluări
- Image and Audio SteanographyDocument49 paginiImage and Audio SteanographyPrashanna PuriÎncă nu există evaluări
- CG Final ReportDocument30 paginiCG Final ReportSubramani M100% (1)
- Fabrication of Tactile Graphics Using ManufacturingDocument38 paginiFabrication of Tactile Graphics Using ManufacturingSiva KrishnanÎncă nu există evaluări
- Final 3d PrintingDocument29 paginiFinal 3d PrintingRonak PereiraÎncă nu există evaluări
- Final Year Project ReportDocument58 paginiFinal Year Project Reportjordan ruzarioÎncă nu există evaluări
- (Associate Professor, Department of Mechanical Engineering) : Under The Guidance ofDocument40 pagini(Associate Professor, Department of Mechanical Engineering) : Under The Guidance ofTanay TiwariÎncă nu există evaluări
- Hand Written ProjectDocument40 paginiHand Written ProjecthayatÎncă nu există evaluări
- Project Report On: Cartesian FDM 3-D PrinterDocument22 paginiProject Report On: Cartesian FDM 3-D PrinterAyush SrivastavaÎncă nu există evaluări
- S. J. B Institute of Technology: Mini-Project ReportDocument23 paginiS. J. B Institute of Technology: Mini-Project ReportDhanush DhundasiÎncă nu există evaluări
- 3D Concrete Printing Technology: Construction and Building ApplicationsDe la Everand3D Concrete Printing Technology: Construction and Building ApplicationsÎncă nu există evaluări
- 3D Printing Technology - by XXXDocument9 pagini3D Printing Technology - by XXXHero JiÎncă nu există evaluări
- The Impact and Application of 3D PrintinDocument5 paginiThe Impact and Application of 3D PrintinShahryar MughalÎncă nu există evaluări
- Traning Report - 00914808221, Ajay KumarDocument100 paginiTraning Report - 00914808221, Ajay Kumartanmay agrawalÎncă nu există evaluări
- CG Report (1) 6nov Done (Fix)Document30 paginiCG Report (1) 6nov Done (Fix)Saloni MhatreÎncă nu există evaluări
- Project SynopsisDocument11 paginiProject SynopsisJAYANT KUMAR GUPTAÎncă nu există evaluări
- Batch 13Document65 paginiBatch 13Sheema NazleÎncă nu există evaluări
- 3D Printing 1605240054 SiddharthDocument25 pagini3D Printing 1605240054 SiddharthCURRENT AFFAIRS with KARANÎncă nu există evaluări
- Aa IqbalDocument30 paginiAa IqbalIqbal AnsariÎncă nu există evaluări
- The No Bull$#!£ Guide to 3D Printing: No Bull GuidesDe la EverandThe No Bull$#!£ Guide to 3D Printing: No Bull GuidesÎncă nu există evaluări
- Project Report 2020-21-MergedDocument50 paginiProject Report 2020-21-MergedPrakash Kumar SinghÎncă nu există evaluări
- Content Based Image Retrieval: Project Report OnDocument55 paginiContent Based Image Retrieval: Project Report OnRavi SinghÎncă nu există evaluări
- 3D Earthquake Data Visualization: Nidhi KumariDocument58 pagini3D Earthquake Data Visualization: Nidhi KumariNidhiKumariÎncă nu există evaluări
- Minor Project ReportDocument30 paginiMinor Project ReportNaveen VermaÎncă nu există evaluări
- 3D Printing TechnologyDocument14 pagini3D Printing TechnologyM IsmailÎncă nu există evaluări
- CG ReportDocument30 paginiCG ReportSaloni MhatreÎncă nu există evaluări
- Wa0023.Document11 paginiWa0023.20B81A0148cvr.ac.in BENDRAM SNEHAÎncă nu există evaluări
- Document of Python Virtual AssistantDocument18 paginiDocument of Python Virtual AssistantAritra DeyÎncă nu există evaluări
- Full Doc Brain TumorDocument102 paginiFull Doc Brain TumorbavyoÎncă nu există evaluări
- Technical Description-AsfawDocument6 paginiTechnical Description-Asfawmikaellum1Încă nu există evaluări
- Rajiv Gandhi Institute of TechnologyDocument6 paginiRajiv Gandhi Institute of TechnologypradiiiipÎncă nu există evaluări
- 3D Printing Report WorkshopDocument6 pagini3D Printing Report WorkshopSam VelÎncă nu există evaluări
- Project 1 ReportDocument70 paginiProject 1 ReportSanya CSEÎncă nu există evaluări
- 3 D ViewsDocument8 pagini3 D Viewssudharsan reddyÎncă nu există evaluări
- Image Captioning Using Deep LearningDocument46 paginiImage Captioning Using Deep LearningSunitha ManamÎncă nu există evaluări
- Chat Application2Document56 paginiChat Application2murugaÎncă nu există evaluări
- 4D Printing ReportDocument23 pagini4D Printing ReportS M Rizwan100% (1)
- New Weekend Housing ReportDocument40 paginiNew Weekend Housing ReportShubham PatilÎncă nu există evaluări
- Pill Camera: A Seminar Report Submitted ToDocument29 paginiPill Camera: A Seminar Report Submitted ToSae Kalyan KaranamÎncă nu există evaluări
- Abstract (3d Printing)Document14 paginiAbstract (3d Printing)Devi Chowdary KarumanchiÎncă nu există evaluări
- Table of Content: SL. No. Topics Page NoDocument8 paginiTable of Content: SL. No. Topics Page NoVijay BhosaleÎncă nu există evaluări
- Design and Implementation of An FDM Based 3D PrinterDocument5 paginiDesign and Implementation of An FDM Based 3D PrinterAyyan MirÎncă nu există evaluări
- Kathmandu University: Department of Computer Science and Engineering Dhulikhel, KavreDocument19 paginiKathmandu University: Department of Computer Science and Engineering Dhulikhel, KavreTB techÎncă nu există evaluări
- 3D Printing TechnologyDocument9 pagini3D Printing TechnologyTa RunÎncă nu există evaluări
- TEAM ID:-292744: SR No. Name Enrollment NoDocument47 paginiTEAM ID:-292744: SR No. Name Enrollment NoNullÎncă nu există evaluări
- Trip ReportDocument2 paginiTrip Reportapi-669076718Încă nu există evaluări
- Bluetooth Final - MergedDocument73 paginiBluetooth Final - MergedJyoti RanjanÎncă nu există evaluări
- Ppt@mech B-@2021Document19 paginiPpt@mech B-@2021SSãï Pãvãñ KümãrÎncă nu există evaluări
- Smart Note TakerDocument30 paginiSmart Note TakerraasiÎncă nu există evaluări
- 19ak1a0554 Seminar ReportDocument38 pagini19ak1a0554 Seminar ReportHasitha ReddyÎncă nu există evaluări
- ReportDocument26 paginiReportDanishbir SujlanaÎncă nu există evaluări
- Project Report Group25Document22 paginiProject Report Group25kccvinodkÎncă nu există evaluări
- Test SenariosDocument2 paginiTest SenariosNavin KumarÎncă nu există evaluări
- TestcseDocument4 paginiTestcseNavin KumarÎncă nu există evaluări
- Screen Name Prepared by Designation Date Scenario Id Scenario Description S.No Test Case Id Test Case Description Precondition Test DataDocument2 paginiScreen Name Prepared by Designation Date Scenario Id Scenario Description S.No Test Case Id Test Case Description Precondition Test DataNavin KumarÎncă nu există evaluări
- Sample Scenario DocumentDocument12 paginiSample Scenario DocumentNavin KumarÎncă nu există evaluări
- Munication SystemDocument341 paginiMunication SystemNikhil SinghÎncă nu există evaluări
- Manual Testing MaterialDocument75 paginiManual Testing MaterialPramod GolewarÎncă nu există evaluări
- Analog Electronics PDFDocument264 paginiAnalog Electronics PDFNavin KumarÎncă nu există evaluări
- Measurement& Instruments PDFDocument186 paginiMeasurement& Instruments PDFNavin KumarÎncă nu există evaluări
- Munication SystemDocument341 paginiMunication SystemNikhil SinghÎncă nu există evaluări
- Signal System PDFDocument158 paginiSignal System PDFSayanava DevÎncă nu există evaluări
- Munication SystemDocument341 paginiMunication SystemNikhil SinghÎncă nu există evaluări
- Maths GateDocument84 paginiMaths GateNavin KumarÎncă nu există evaluări
- Cen 01 2019 RRB NTPC RrbonlinegovinDocument71 paginiCen 01 2019 RRB NTPC RrbonlinegovinIndia Jobs Seeker75% (8)
- Learning To Program With PythonDocument283 paginiLearning To Program With Pythonalkaline123100% (4)
- Ethics Class Notes PDFDocument49 paginiEthics Class Notes PDFNavin KumarÎncă nu există evaluări
- Cen 01 2019 RRB NTPC RrbonlinegovinDocument71 paginiCen 01 2019 RRB NTPC RrbonlinegovinIndia Jobs Seeker75% (8)
- PDFDocument182 paginiPDFNavin KumarÎncă nu există evaluări
- Design & Design Philosophy: 8/13/2019 1 Amresh.20538@lpu - Co.inDocument20 paginiDesign & Design Philosophy: 8/13/2019 1 Amresh.20538@lpu - Co.inNavin KumarÎncă nu există evaluări
- Mechanical Books Url LinksDocument6 paginiMechanical Books Url Linkskirankuma.jagtapÎncă nu există evaluări
- Project of OFDM TransceiverDocument4 paginiProject of OFDM TransceiverpratiksonuÎncă nu există evaluări
- WebSphere DataPower SOA Appliances and XSLT Part 1Document23 paginiWebSphere DataPower SOA Appliances and XSLT Part 1Gema Alcolado AyusoÎncă nu există evaluări
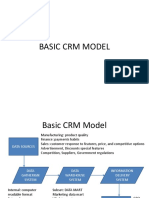
- CRM Model and ArchitectureDocument33 paginiCRM Model and ArchitectureVivek Jain100% (1)
- AWK ScriptingDocument20 paginiAWK ScriptingAnandhababuSÎncă nu există evaluări
- C Programming Mini ProjectDocument9 paginiC Programming Mini ProjectBijay AdhikariÎncă nu există evaluări
- Unit 5 Discussion 1 - Ingress and Egress FilteringDocument5 paginiUnit 5 Discussion 1 - Ingress and Egress FilteringJoseph NicholsÎncă nu există evaluări
- Question 5 & 6 & 7Document2 paginiQuestion 5 & 6 & 7Phan Bảo Linh AnÎncă nu există evaluări
- Resume Judy Palaruan 2015Document3 paginiResume Judy Palaruan 2015Judy PalaruanÎncă nu există evaluări
- FAST Ahmad - Bin.laiq IOS DeveloperDocument1 paginăFAST Ahmad - Bin.laiq IOS DeveloperAhmad LaiqÎncă nu există evaluări
- Servigistics Pricing Release Notes 963MR4Document56 paginiServigistics Pricing Release Notes 963MR4cantheÎncă nu există evaluări
- Ipc Oem Stds A4 English 1111 OnlineDocument4 paginiIpc Oem Stds A4 English 1111 OnlineAnonymous nMavFhZÎncă nu există evaluări
- Lab ManualDocument57 paginiLab ManualRahul SinghÎncă nu există evaluări
- TeubnerDocument26 paginiTeubnerMárton PayerÎncă nu există evaluări
- Pacdrive Eni-4 Server: User ManualDocument42 paginiPacdrive Eni-4 Server: User Manualjose florÎncă nu există evaluări
- Visual Basic 6.0Document164 paginiVisual Basic 6.0victoriajude100% (1)
- Truphone User Guide IphoneDocument33 paginiTruphone User Guide IphoneblindexilÎncă nu există evaluări
- CCIEv5 BGP Dynamic Neighbor LabDocument2 paginiCCIEv5 BGP Dynamic Neighbor Labsheraz35Încă nu există evaluări
- Syed Amanullah: Work Experience Technical SkillsDocument1 paginăSyed Amanullah: Work Experience Technical SkillsSyed AmanullahÎncă nu există evaluări
- Academic Analytics Model - Weka FlowDocument3 paginiAcademic Analytics Model - Weka FlowMadalina BeretÎncă nu există evaluări
- Ai Project: Water Jug ProblemDocument5 paginiAi Project: Water Jug ProblemLalit AdhanaÎncă nu există evaluări
- Maskolis TemplateDocument51 paginiMaskolis TemplateNannyk WidyaningrumÎncă nu există evaluări
- Round RobinDocument15 paginiRound RobinSohaib AijazÎncă nu există evaluări
- Cs 501 Theory of Computation Jun 2020Document4 paginiCs 501 Theory of Computation Jun 2020Sanjay PrajapatiÎncă nu există evaluări
- Haptic TechnologyDocument18 paginiHaptic TechnologyMamatha MarriÎncă nu există evaluări
- Simplifying The Business Bar Coded Boarding Pass Implementation GuideDocument134 paginiSimplifying The Business Bar Coded Boarding Pass Implementation Guidevadim1234Încă nu există evaluări
- Software Testing DocumentationDocument16 paginiSoftware Testing DocumentationPraveen BadamiÎncă nu există evaluări
- 240-56355466 Alarm Management System PDFDocument35 pagini240-56355466 Alarm Management System PDFPandharÎncă nu există evaluări
- VKF 524 enDocument22 paginiVKF 524 enLong LeoÎncă nu există evaluări
- Unit2 PDFDocument8 paginiUnit2 PDFnadiaelaÎncă nu există evaluări
- User Man Ita Adv Conf RepeDocument24 paginiUser Man Ita Adv Conf RepeFabio ComunettiÎncă nu există evaluări