S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- CEE 371 Water and Wastewater Water and Wastewater Systems: Open ChannelsDocument11 paginiCEE 371 Water and Wastewater Water and Wastewater Systems: Open ChannelsdievelynÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Answer Any Two QuestionsDocument11 paginiAnswer Any Two QuestionsKirtismita TalukdarÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Acoustics AACTx R150 L01 Introduction To AcousticsDocument71 paginiAcoustics AACTx R150 L01 Introduction To AcousticsPercy Romero MurilloÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Course Outline DJJ2093 PDFDocument3 paginiCourse Outline DJJ2093 PDFZariff AnizanÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Marking Guide MechanicsDocument9 paginiMarking Guide Mechanicsseun DosunmuÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
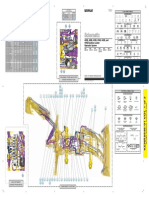
- 444E Backhoe Loader 422E, 428E, 432E, 434E, 442E, And: AA BBDocument4 pagini444E Backhoe Loader 422E, 428E, 432E, 434E, 442E, And: AA BBAndrei Bleoju100% (3)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- ViscosityDocument38 paginiViscosityShihabudheenÎncă nu există evaluări
- Ficha Tecnica Bomba de Paletas T6CR VeljanDocument2 paginiFicha Tecnica Bomba de Paletas T6CR VeljanSergio Gustavo Herrera ArellanoÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Artificial Intelligence (AI) and Deep Learning For CFD: October 2022Document163 paginiArtificial Intelligence (AI) and Deep Learning For CFD: October 2022vivekrjpt115Încă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Reservoir Lab Manual 2016-17Document37 paginiReservoir Lab Manual 2016-17Amit Verma100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- New IrrigationDocument12 paginiNew IrrigationNghiaÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Lecture-1 2 - Fluid Properties 2Document43 paginiLecture-1 2 - Fluid Properties 2Angie Gaid Tayros0% (1)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- 2015 Spring HomeWorks P Only 04-27-2015Document12 pagini2015 Spring HomeWorks P Only 04-27-2015Ali Jay J0% (1)
- Task 3 Flow Through Fixed and Fluidized Beds-Assessment (Report) CHEM3012 2019-2020Document2 paginiTask 3 Flow Through Fixed and Fluidized Beds-Assessment (Report) CHEM3012 2019-2020Nitin RautÎncă nu există evaluări
- Presiones de Sisytema de Direccion 992kDocument10 paginiPresiones de Sisytema de Direccion 992kEvan AT YoelÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Pitot Static TubeDocument4 paginiPitot Static Tubeanil chejara100% (1)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Pressure Safety Valve Sizing Calculation Rev.01Document3 paginiPressure Safety Valve Sizing Calculation Rev.01Alvin Smith100% (10)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- FM-II - PS-1 - Viscous Flow PDFDocument2 paginiFM-II - PS-1 - Viscous Flow PDFSouparna Banerjee50% (2)
- Aerodynamic Stability Technology For Maneuverable MissilesDocument391 paginiAerodynamic Stability Technology For Maneuverable MissilesdalfeÎncă nu există evaluări
- Fundamentals of Flow MeterDocument12 paginiFundamentals of Flow Meteralan_yaobin8409Încă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Ahmed Body Analysis: Star CCM+Document18 paginiAhmed Body Analysis: Star CCM+Vishal KadiaÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- كاز داينمكDocument15 paginiكاز داينمكAsoo AsoshÎncă nu există evaluări
- Che416 Lecture Notes AiDocument64 paginiChe416 Lecture Notes AiIwuoha Maxrofuzo ChibuezeÎncă nu există evaluări
- List Spare Part: Description Type Part NumberDocument11 paginiList Spare Part: Description Type Part NumberYen NguyenÎncă nu există evaluări
- Pumping Principles Ceu Course $200.00: Registration FormDocument54 paginiPumping Principles Ceu Course $200.00: Registration FormGkou DojkuÎncă nu există evaluări
- Advanced Topics in Stepped Hull Design - Robert Kaidy - IBEX Session104 - 1Document37 paginiAdvanced Topics in Stepped Hull Design - Robert Kaidy - IBEX Session104 - 1Michael McDonald100% (1)
- Chapter 8-Design of The Rotor of A TurbomachineDocument18 paginiChapter 8-Design of The Rotor of A TurbomachineSiraj Mohammed100% (2)
- Department of Mathematics: Guide To Optional ModulesDocument32 paginiDepartment of Mathematics: Guide To Optional ModulesMike AntonyÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Fans Pumps Compressors and BlowersDocument6 paginiFans Pumps Compressors and BlowersKentloyskiÎncă nu există evaluări
- ME 152L-2 SY2122 2Q Module 1 Exam - QuestDocument2 paginiME 152L-2 SY2122 2Q Module 1 Exam - QuestCarlos Luis BarquillaÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)