S-ar putea să vă placă și
- Wps Is 2062 GR B Butt-OkDocument2 paginiWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Wps Aws d1.1 NEWDocument2 paginiWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Fcaw 16 THKDocument5 paginiFcaw 16 THKparesh2387Încă nu există evaluări
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 paginiAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehÎncă nu există evaluări
- WPS PQR Smaw + Fcaw D1.1Document8 paginiWPS PQR Smaw + Fcaw D1.1Yhuto W. Putra100% (3)
- WPS-PQR Gmaw LtiDocument2 paginiWPS-PQR Gmaw Ltibgonzalez198150% (2)
- Wps SawDocument2 paginiWps Sawdevendrasingh2021100% (6)
- WPS PQR A36.20Document5 paginiWPS PQR A36.20gchaves504100% (2)
- WPS MigDocument3 paginiWPS MigAJOJOY00960% (5)
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Document12 paginiPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinÎncă nu există evaluări
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 paginiWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedÎncă nu există evaluări
- Welder Performance Qualification-Interactive Form QW-484ADocument1 paginăWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 paginiWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaÎncă nu există evaluări
- WPS Fcaw PDFDocument1 paginăWPS Fcaw PDFErik Huang100% (3)
- WPS GmawDocument2 paginiWPS Gmawasikur100% (6)
- Welding Proposed Pwps For Our Jubail WorkDocument2 paginiWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Wps Gmaw SawDocument2 paginiWps Gmaw Sawupedro26Încă nu există evaluări
- WPS Format For ISO 15614-1 PWPSDocument1 paginăWPS Format For ISO 15614-1 PWPSThe Welding Inspections CommunityÎncă nu există evaluări
- WPS - 024Document4 paginiWPS - 024MAT-LIONÎncă nu există evaluări
- Alum 6xxx PwpsDocument1 paginăAlum 6xxx PwpsAbu Zahid100% (1)
- Work Instructions For Rolling of PlatesDocument3 paginiWork Instructions For Rolling of PlatesPravin Patil100% (1)
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 paginiWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- WPS For Smaw06-001 (Pipe 6G CS)Document10 paginiWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- 19403955-WPS M.S. Is 2062Document10 pagini19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- EQT ChecklistDocument5 paginiEQT Checklistvijayachidu100% (1)
- Dish End InspectionDocument2 paginiDish End InspectionTomy George80% (5)
- Sample Welder ID As Per ASME Section IXDocument99 paginiSample Welder ID As Per ASME Section IXVivek Jadhav100% (1)
- Wps - Asme Ix - Gtaw - PipaDocument5 paginiWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraÎncă nu există evaluări
- PQRDocument2 paginiPQRalokbdasÎncă nu există evaluări
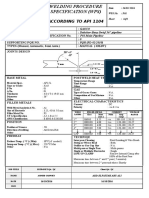
- Welding Procedure Specification (WPS) : According To Api 1104Document1 paginăWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- WPSDocument3 paginiWPSKhurram Burjees100% (1)
- WPS Sitelca S002Document2 paginiWPS Sitelca S002Jose Antonio GomezÎncă nu există evaluări
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 paginăQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuÎncă nu există evaluări
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 paginiProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXÎncă nu există evaluări
- Qualified Welder List Valid Until - 03-12-2019Document2 paginiQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 paginiWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberÎncă nu există evaluări
- WPS-Tube To Tube Sheet (SS-SS)Document2 paginiWPS-Tube To Tube Sheet (SS-SS)suria qaqcÎncă nu există evaluări
- SS WPSDocument1 paginăSS WPSMOHAMEDABBASÎncă nu există evaluări
- WPS D1.6 Annex m1 PDFDocument1 paginăWPS D1.6 Annex m1 PDFbollascribdÎncă nu există evaluări
- Wps For Carbon Steel THK 7.11 GtawDocument1 paginăWps For Carbon Steel THK 7.11 GtawAli MoosaviÎncă nu există evaluări
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 paginiElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (2)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 paginăAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipÎncă nu există evaluări
- For Fillet Weld Joint Project:Production ManifoldDocument1 paginăFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Welding Acceptance Criteria On Pipe LineDocument2 paginiWelding Acceptance Criteria On Pipe Linewahyu100% (1)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 paginiIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Wps For Aluminium WeldingDocument8 paginiWps For Aluminium Weldingvishal bailur50% (2)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 paginiWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 paginiAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Aws 001Document1 paginăAws 001akshay sarfareÎncă nu există evaluări
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pagini(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 paginiWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaÎncă nu există evaluări
- Smaw PQR FinalDocument3 paginiSmaw PQR Finalsheikmoin100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 paginiWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabÎncă nu există evaluări
- Proposed WPSDocument2 paginiProposed WPSChisom Ikengwu100% (2)
- PQR - Camsa-02Document1 paginăPQR - Camsa-02Jean Carlo Gutarra SocualayaÎncă nu există evaluări
- Old WPSDocument1 paginăOld WPSDHANEESH VELLILAPULLIÎncă nu există evaluări
- WPS - 600 MW ChampaDocument7 paginiWPS - 600 MW ChampaAmjad PathanÎncă nu există evaluări
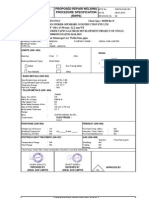
- Rev 2 - Proposed Repair WPSDocument2 paginiRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- A36 WPSDocument1 paginăA36 WPSJamesÎncă nu există evaluări
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 paginiBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaÎncă nu există evaluări
- Manual Heliarc - 252 Maquina de SoldarDocument52 paginiManual Heliarc - 252 Maquina de SoldarIrvinÎncă nu există evaluări
- String Weave and Heat InputDocument4 paginiString Weave and Heat InputAnonymous AdofXEYAgEÎncă nu există evaluări
- MCQ'ScswipDocument29 paginiMCQ'ScswipAkhilesh KumarÎncă nu există evaluări
- ARAMCO Interview 2015 PDFDocument15 paginiARAMCO Interview 2015 PDFm.srinivasanÎncă nu există evaluări
- Longitudinal SeamDocument8 paginiLongitudinal SeamKauane FeliniÎncă nu există evaluări
- Identification of Mechanical Properties of Weld Joints of Almgsi07.F25 Aluminium AlloyDocument4 paginiIdentification of Mechanical Properties of Weld Joints of Almgsi07.F25 Aluminium AlloyVisuvaratnam SuseendranÎncă nu există evaluări
- Brosur Aotai 2024Document9 paginiBrosur Aotai 2024pro.bacotgamingÎncă nu există evaluări
- Datasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Document6 paginiDatasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Justin EvansÎncă nu există evaluări
- Joining and AssemblingDocument138 paginiJoining and AssemblingAmjad AliÎncă nu există evaluări
- Soldamatic 2018Document6 paginiSoldamatic 2018Anis Rahmawati WahyudiÎncă nu există evaluări
- Vacuum Chamber - Small Vacuum Chamber For Degassing Manufacturer From ChennaiDocument25 paginiVacuum Chamber - Small Vacuum Chamber For Degassing Manufacturer From ChennaigopalaÎncă nu există evaluări
- Piping FabricationDocument36 paginiPiping FabricationMouchartStéphanieÎncă nu există evaluări
- Long Seam: Long Seam/Circ Seam Weld KG & Run Time EstimationDocument14 paginiLong Seam: Long Seam/Circ Seam Weld KG & Run Time EstimationmhsalihÎncă nu există evaluări
- LS 145-19 - 5 Welding of Al-Piping Prefabrication and Site Welding (EN)Document7 paginiLS 145-19 - 5 Welding of Al-Piping Prefabrication and Site Welding (EN)Kreshna Wisnu BrataÎncă nu există evaluări
- CURA andDocument31 paginiCURA andEhsanul AzimÎncă nu există evaluări
- Cat 20154webpdf PDFDocument52 paginiCat 20154webpdf PDFAli SASSIÎncă nu există evaluări
- Aws C5.5-80 Gtaw PDFDocument45 paginiAws C5.5-80 Gtaw PDFFREDIELABRADOR100% (1)
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 paginiWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluÎncă nu există evaluări
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 paginiThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Welding Balancing Using SysweldDocument1 paginăWelding Balancing Using SysweldMukesh JindalÎncă nu există evaluări
- Trailblazer302 (Le246322)Document126 paginiTrailblazer302 (Le246322)mrtans100% (1)
- RT Report Format Rev.1 17-3-19Document6 paginiRT Report Format Rev.1 17-3-19mohd as shahiddin jafriÎncă nu există evaluări
- Hastelloy G 35Document16 paginiHastelloy G 35Ir Go JarÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldDocument6 paginiSaudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldManoj KumarÎncă nu există evaluări
- Saudi Technical Trade Test - Welder CategoryDocument4 paginiSaudi Technical Trade Test - Welder CategoryshabashakkimÎncă nu există evaluări
- Final ReportDocument40 paginiFinal ReportVaibhav Sharma0% (1)
- WeldDocument165 paginiWeldHayleyÎncă nu există evaluări
- Tig WeldingDocument29 paginiTig WeldingzahidÎncă nu există evaluări
- Welding DS8Document105 paginiWelding DS8Anuj Verma100% (1)
- Aws MCQDocument4 paginiAws MCQKrishh KumarÎncă nu există evaluări