S-ar putea să vă placă și
- Vortex BreakerDocument2 paginiVortex Breakernaruto256Încă nu există evaluări
- Boiler and Pressure Vessel Engineering - Lifting Trunnion Common Practices PDFDocument4 paginiBoiler and Pressure Vessel Engineering - Lifting Trunnion Common Practices PDFAlexandru AsmarandeiÎncă nu există evaluări
- Inlet Diffuser CalculationDocument1 paginăInlet Diffuser CalculationMohammed Faizal NvÎncă nu există evaluări
- API 650 Water Storage TankDocument60 paginiAPI 650 Water Storage TankHgagselim Selim100% (1)
- 7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFDocument1 pagină7-12-0008 Rev6 (Lug Support For Vertical Vessel) PDFsumit kumar100% (1)
- Tema Tubesheet Calculation SheetDocument1 paginăTema Tubesheet Calculation SheetSanjeev KachharaÎncă nu există evaluări
- Skirt To Dish Joint PDFDocument64 paginiSkirt To Dish Joint PDFPrajwal ShettyÎncă nu există evaluări
- UHX - Osweiller - WhitePaper PDFDocument20 paginiUHX - Osweiller - WhitePaper PDFMichael BasaÎncă nu există evaluări
- Saddle AnalysisDocument17 paginiSaddle AnalysiscutefrenzyÎncă nu există evaluări
- Column Data Sheet Distillation Column (T-2010)Document12 paginiColumn Data Sheet Distillation Column (T-2010)John Patrick Sanay NunezÎncă nu există evaluări
- TQ - Air Fin Cooler (CS) - ModificationDocument6 paginiTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaÎncă nu există evaluări
- TUBESHEETDocument5 paginiTUBESHEETMehta MehulÎncă nu există evaluări
- 1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Document21 pagini1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Vishal KandÎncă nu există evaluări
- Jsa For Roof Air LiftDocument2 paginiJsa For Roof Air LiftKoshy Thankachen100% (1)
- Lifting Lug and Support LugDocument5 paginiLifting Lug and Support Lugkhuong_uno100% (2)
- Design Calculation For Coil in The HFO Tank - TK14 & TK 15Document4 paginiDesign Calculation For Coil in The HFO Tank - TK14 & TK 15chintanÎncă nu există evaluări
- 7-12-0006 Rev6 (Angle Leg Support)Document2 pagini7-12-0006 Rev6 (Angle Leg Support)sumit kumarÎncă nu există evaluări
- PPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationDocument4 paginiPPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationNadya Askar100% (1)
- HSD-A-TS-M-DS-0010 - Rev-A01 Mechanical Datasheet For Closed Drain Vessel Immersion HeaterDocument2 paginiHSD-A-TS-M-DS-0010 - Rev-A01 Mechanical Datasheet For Closed Drain Vessel Immersion HeaterThanh Phuc Nguyen100% (1)
- Volume of Nitrogen Required For Testing & Purging ContainersDocument2 paginiVolume of Nitrogen Required For Testing & Purging ContainersHgagselim SelimÎncă nu există evaluări
- Variable Design Point Method.Document56 paginiVariable Design Point Method.jwochÎncă nu există evaluări
- Gas Liquid Separator V 2001 DatasheetDocument1 paginăGas Liquid Separator V 2001 DatasheetMathias OnosemuodeÎncă nu există evaluări
- Center Vent & Peripheral Vent CalDocument1 paginăCenter Vent & Peripheral Vent CalrichardchiamÎncă nu există evaluări
- LTA and Dryer Cylinders - Applying Mandatory Appendix 32Document2 paginiLTA and Dryer Cylinders - Applying Mandatory Appendix 32GTpianomanÎncă nu există evaluări
- IBR - 1950 - Reg. 366Document2 paginiIBR - 1950 - Reg. 366Vijay ParmarÎncă nu există evaluări
- F.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellDocument9 paginiF.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellVINOD KAMBLEÎncă nu există evaluări
- Ammonia Gas Spherical Storage TankDocument7 paginiAmmonia Gas Spherical Storage TankBenedick Jayson MartiÎncă nu există evaluări
- Tank Vessel Overflow Line SizingDocument4 paginiTank Vessel Overflow Line SizingSteve Wan100% (1)
- Mandatory Appendix 9Document2 paginiMandatory Appendix 9Asep DarojatÎncă nu există evaluări
- Agitator Power Calculation FormatDocument2 paginiAgitator Power Calculation FormatSandeep GosaviÎncă nu există evaluări
- Skirt Support Analysis Per en 13445Document13 paginiSkirt Support Analysis Per en 13445karthik1amarÎncă nu există evaluări
- Normal Design: Depressurize From Design Pressure To 50% in 15 MinutesDocument2 paginiNormal Design: Depressurize From Design Pressure To 50% in 15 Minutesmatteo2009Încă nu există evaluări
- Item Rev Title Notes Units Design Data Supplier Data (Note B) Operation DataDocument4 paginiItem Rev Title Notes Units Design Data Supplier Data (Note B) Operation DataSteve WanÎncă nu există evaluări
- TEMA Sheet Heat Exchanger Specification SheetDocument3 paginiTEMA Sheet Heat Exchanger Specification SheetSonNguyenÎncă nu există evaluări
- B&R Drg. For CR Tank PDFDocument195 paginiB&R Drg. For CR Tank PDFaabhas100% (1)
- Crossover Area Calc For Floating HeadDocument2 paginiCrossover Area Calc For Floating HeadRitesh VishambhariÎncă nu există evaluări
- Saddle Support Design of Horizontal Vessels As Per Asme Section Viii, Div.2Document6 paginiSaddle Support Design of Horizontal Vessels As Per Asme Section Viii, Div.2SISIR KR BARMAN0% (1)
- UG-39 - Flat Head ReinforcementDocument3 paginiUG-39 - Flat Head ReinforcementAshish DhokÎncă nu există evaluări
- Heat Exchanger Data SheetDocument21 paginiHeat Exchanger Data SheetSajad Abdul100% (2)
- Sa-516 70 TDCDocument2 paginiSa-516 70 TDCshazan100% (1)
- TEMA Shell Bundle Entrance and Exit AreasDocument3 paginiTEMA Shell Bundle Entrance and Exit AreasArunkumar MyakalaÎncă nu există evaluări
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 paginăTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1Încă nu există evaluări
- Anchor ChairDocument3 paginiAnchor ChairrsubramaniÎncă nu există evaluări
- Agitator - Xls 0Document2 paginiAgitator - Xls 0Prathmesh Gujarati100% (4)
- Conversion ASME Unit ConversionDocument3 paginiConversion ASME Unit ConversionMohdBadruddinKarimÎncă nu există evaluări
- NTIW Tube Sheet PaperDocument10 paginiNTIW Tube Sheet PaperPankaj SinglaÎncă nu există evaluări
- Pad Type NozzleDocument2 paginiPad Type NozzleSajal Kulshrestha0% (1)
- Rectangular Tank CalculationDocument6 paginiRectangular Tank Calculationprince kumarÎncă nu există evaluări
- Commonly Used Materials and The Max Allowable Stress PDFDocument2 paginiCommonly Used Materials and The Max Allowable Stress PDFAngelika Mae Siriban FugabanÎncă nu există evaluări
- Difference Between WRC 107 - WRC 537Document1 paginăDifference Between WRC 107 - WRC 537takhululumÎncă nu există evaluări
- Thermal Design of Water Cooled DuctDocument8 paginiThermal Design of Water Cooled Ductpavan100% (1)
- Tema Asme Section Viii Div1 Section Uhx PDFDocument20 paginiTema Asme Section Viii Div1 Section Uhx PDFAdrian StoicescuÎncă nu există evaluări
- Air Cooler Data SheetDocument4 paginiAir Cooler Data SheetSrihari KodimelaÎncă nu există evaluări
- Data Sheet TEG Contactor (V-1100)Document2 paginiData Sheet TEG Contactor (V-1100)Elias EliasÎncă nu există evaluări
- DESIGN CALCULATION FOR MANIFOLD 500 Bars - CS PDFDocument1 paginăDESIGN CALCULATION FOR MANIFOLD 500 Bars - CS PDFWandi SudarwanÎncă nu există evaluări
- Allowable Stresses of Typical ASME Materials - Carbon Steel PDFDocument3 paginiAllowable Stresses of Typical ASME Materials - Carbon Steel PDFMSÎncă nu există evaluări
- Allowable Stresses of Typical ASME Materials - Stainless SteelDocument5 paginiAllowable Stresses of Typical ASME Materials - Stainless SteelChanchal K SankaranÎncă nu există evaluări
- DK DIN Bite Type Tube FittingDocument62 paginiDK DIN Bite Type Tube FittingLuisFranciscoMarinMedranoÎncă nu există evaluări
- Technical Sheet DT300FDocument2 paginiTechnical Sheet DT300FMalik DaniyalÎncă nu există evaluări
- Mechanical Data SheetDocument7 paginiMechanical Data SheetktejankarÎncă nu există evaluări
- Din 24255 Curves - 13Document1 paginăDin 24255 Curves - 13Muhammed Mudafi ElhaqÎncă nu există evaluări
- Asian Games - Tiket & JadwalDocument6 paginiAsian Games - Tiket & JadwalFian SaputraÎncă nu există evaluări
- 20002372Document104 pagini20002372Muhammed Mudafi ElhaqÎncă nu există evaluări
- Scope of Load Line SurveyDocument5 paginiScope of Load Line SurveyMuhammed Mudafi ElhaqÎncă nu există evaluări
- Phonetics ReportDocument53 paginiPhonetics ReportR-jhay Mepusa AceÎncă nu există evaluări
- Amc 20-21Document33 paginiAmc 20-21Vasco M C SantosÎncă nu există evaluări
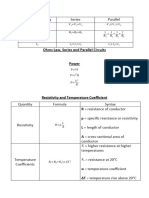
- EET - Formulas - Christmas TermDocument3 paginiEET - Formulas - Christmas TermJMDÎncă nu există evaluări
- Your Heart: Build Arms Like ThisDocument157 paginiYour Heart: Build Arms Like ThisNightÎncă nu există evaluări
- Bluforest, Inc. (OTC: BLUF) InvestigationDocument5 paginiBluforest, Inc. (OTC: BLUF) Investigationfraudinstitute100% (1)
- Taper Lock BushesDocument4 paginiTaper Lock BushesGopi NathÎncă nu există evaluări
- TR189 Kathuria PDFDocument168 paginiTR189 Kathuria PDFuqiÎncă nu există evaluări
- Relasi FuzzyDocument10 paginiRelasi FuzzySiwo HonkaiÎncă nu există evaluări
- Diablo Watch Newsletter, FALL 2009 Save Mount DiabloDocument16 paginiDiablo Watch Newsletter, FALL 2009 Save Mount DiabloIoannqisHatzopoulosÎncă nu există evaluări
- Lecture 20Document10 paginiLecture 20bilal5202050Încă nu există evaluări
- Good Stuff Courage, Resilience, Gratitude, Generosity, Forgiveness, and Sacrifice (Akhtar, Salman)Document221 paginiGood Stuff Courage, Resilience, Gratitude, Generosity, Forgiveness, and Sacrifice (Akhtar, Salman)madhugaggar999Încă nu există evaluări
- MX 400Document231 paginiMX 400Percy JimenezÎncă nu există evaluări
- Catalogue: Packer SystemDocument56 paginiCatalogue: Packer SystemChinmoyee Sharma100% (1)
- Mwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToDocument7 paginiMwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToMateo AponteÎncă nu există evaluări
- HBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris PavlidisDocument4 paginiHBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris Pavlidissagacious.ali2219Încă nu există evaluări
- Metageographies of Coastal Management: Negotiating Spaces of Nature and Culture at The Wadden SeaDocument8 paginiMetageographies of Coastal Management: Negotiating Spaces of Nature and Culture at The Wadden Seadwi kurniawatiÎncă nu există evaluări
- M1-Safety StandardsDocument9 paginiM1-Safety StandardscarlÎncă nu există evaluări
- Chinese ArchitectureDocument31 paginiChinese Architecturenusantara knowledge100% (2)
- University of Engineering and Technology TaxilaDocument5 paginiUniversity of Engineering and Technology TaxilagndfgÎncă nu există evaluări
- Paper 2 With Solution MathematicsDocument17 paginiPaper 2 With Solution MathematicsFaiz AhmadÎncă nu există evaluări
- Syntorial NotesDocument13 paginiSyntorial NotesdanÎncă nu există evaluări
- COUNTERS IN PLC - Portal PDFDocument88 paginiCOUNTERS IN PLC - Portal PDFAhwangg xGAMINGÎncă nu există evaluări
- K&J Magnetics - Demagnetization CurvesDocument4 paginiK&J Magnetics - Demagnetization CurvessubbannachrsÎncă nu există evaluări
- ScilabDocument4 paginiScilabAngeloLorenzoSalvadorTamayoÎncă nu există evaluări
- EB-300 310 Service ManualDocument32 paginiEB-300 310 Service ManualVictor ArizagaÎncă nu există evaluări
- Adminstration of Intramusclar InjectionDocument3 paginiAdminstration of Intramusclar InjectionDenise CastroÎncă nu există evaluări
- TC AdvisoryDocument1 paginăTC AdvisoryJerome DelfinoÎncă nu există evaluări
- English 8 - B TR Và Nâng CaoDocument150 paginiEnglish 8 - B TR Và Nâng CaohhÎncă nu există evaluări
- EQ Cheat SheetDocument7 paginiEQ Cheat SheetGabrielÎncă nu există evaluări