S-ar putea să vă placă și
- Manual técnico de refrigerantesDe la EverandManual técnico de refrigerantesEvaluare: 4 din 5 stele4/5 (4)
- Plantas piloto de tratamiento de agua potable y agua residualDe la EverandPlantas piloto de tratamiento de agua potable y agua residualEvaluare: 5 din 5 stele5/5 (1)
- Técnicas de Sutura Quirúrgica para Estudiantes de MedicinaDocument108 paginiTécnicas de Sutura Quirúrgica para Estudiantes de MedicinaTefi zumbaÎncă nu există evaluări
- Informe CumaninDocument3 paginiInforme CumaninDaniel Andres Racines Jerves88% (8)
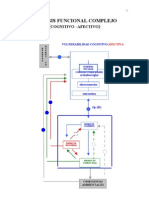
- Walter Riso - Análisis Funcional ComplejoDocument8 paginiWalter Riso - Análisis Funcional ComplejoSamantha Rojas GuzmanÎncă nu există evaluări
- CATALOGO HIDROMAC 1 de 2Document408 paginiCATALOGO HIDROMAC 1 de 2Marco Garcia M100% (6)
- Deshidratación SecadoDocument33 paginiDeshidratación SecadoÁngel M. Rodriguez MÎncă nu există evaluări
- Jmendoza - Manual Del Secador de BandejasDocument31 paginiJmendoza - Manual Del Secador de Bandejasvayolet viñasÎncă nu există evaluări
- Estudios Placa HuellaDocument15 paginiEstudios Placa HuellaTobon GildardoÎncă nu există evaluări
- Secador TunelDocument10 paginiSecador TunelCristina LopezÎncă nu există evaluări
- Deshidratacion Osmotica - En.esDocument54 paginiDeshidratacion Osmotica - En.esantonioÎncă nu există evaluări
- Practica de AspersiónDocument17 paginiPractica de AspersiónCarlos ArenasÎncă nu există evaluări
- Resistencia Del AislamientoDocument12 paginiResistencia Del AislamientoJian SotoÎncă nu există evaluări
- Tarea 3 - Bioquimica Colaborativo 201103 - 13Document7 paginiTarea 3 - Bioquimica Colaborativo 201103 - 13Jhon Barrios100% (1)
- Tarea 3 - Bioquimica Colaborativo 201103 - 13Document7 paginiTarea 3 - Bioquimica Colaborativo 201103 - 13Jhon Barrios100% (1)
- Manual Secador de Bandejas R9 Último 22 de OctDocument30 paginiManual Secador de Bandejas R9 Último 22 de OctDaniel GuardiolaÎncă nu există evaluări
- Equipo 7.2 Informe Secado Indirecto Rotatorio FinalDocument10 paginiEquipo 7.2 Informe Secado Indirecto Rotatorio FinalCristhianRondónÎncă nu există evaluări
- Mejoramiento Del Servicio de Movilidad Urbana de Las Vías Locales de La Localidad de Coya Del Distrito de Coya - Provincia de Calca - Departamento de CuscoDocument22 paginiMejoramiento Del Servicio de Movilidad Urbana de Las Vías Locales de La Localidad de Coya Del Distrito de Coya - Provincia de Calca - Departamento de CuscoRicardo GarciaÎncă nu există evaluări
- Horno Secador de Alimentos REV 01 ADG PDFDocument20 paginiHorno Secador de Alimentos REV 01 ADG PDFSarita CharaÎncă nu există evaluări
- Informe - Deshidratación de PiñaDocument12 paginiInforme - Deshidratación de PiñaGabo LadinoÎncă nu există evaluări
- Informe III de Psicrometría y Deshidratación de IngenieriaDocument15 paginiInforme III de Psicrometría y Deshidratación de IngenieriaAnderson Garfias BautistaÎncă nu există evaluări
- Procesos de SecadoDocument24 paginiProcesos de SecadoChristian ormeño100% (1)
- Actividad de SecadoDocument15 paginiActividad de SecadoPaula Fernanda LavínÎncă nu există evaluări
- INFORME (Formato)Document10 paginiINFORME (Formato)Jair GutierrezÎncă nu există evaluări
- Equipo 7.2 Preinforme Secado Indirecto Rotatorio CorregidoDocument14 paginiEquipo 7.2 Preinforme Secado Indirecto Rotatorio CorregidoCristhianRondónÎncă nu există evaluări
- Actividad 1-1Document14 paginiActividad 1-1JeikÎncă nu există evaluări
- HUMIDIFICACIONDocument7 paginiHUMIDIFICACIONrvrvfvfcscsÎncă nu există evaluări
- Secado de ManzanasDocument19 paginiSecado de ManzanasSergio Ivan Arenas100% (4)
- Secado Por Atomización Grupo CDocument12 paginiSecado Por Atomización Grupo CRenato RtzÎncă nu există evaluări
- Secado de ManzanasDocument19 paginiSecado de ManzanasYanella MendozaÎncă nu există evaluări
- Secador de Bandejas A Vapor CalienteDocument12 paginiSecador de Bandejas A Vapor CalienteisabelÎncă nu există evaluări
- Ventana Refractiva Secado y DeshidratacionDocument4 paginiVentana Refractiva Secado y DeshidratacionValeeMendezPadillaÎncă nu există evaluări
- Informe 1 TDM II PDFDocument38 paginiInforme 1 TDM II PDFEduardoPueblaZepedaÎncă nu există evaluări
- Clase 7 SecadoDocument29 paginiClase 7 SecadoEyvind Andres Rondon RinconÎncă nu există evaluări
- Informe N°2 - HumidificaciónDocument27 paginiInforme N°2 - HumidificaciónBERNAL BAUTISTA ALDAHIRÎncă nu există evaluări
- Secado Por Atomización LOU IIDocument12 paginiSecado Por Atomización LOU IIMARÍA JESÚS VARGAS ESPINOZAÎncă nu există evaluări
- Evaporación y CondensaciónDocument7 paginiEvaporación y Condensaciónaislinn.7632Încă nu există evaluări
- Secado Natural Grupo 01Document22 paginiSecado Natural Grupo 01rugeroÎncă nu există evaluări
- Deshidratacion de Zanahoria Por Cabina Con Aire CalienteDocument12 paginiDeshidratacion de Zanahoria Por Cabina Con Aire CalienteNury Marquez Alvis100% (1)
- Ingenieria de Frutas y Hortalizas III.2Document104 paginiIngenieria de Frutas y Hortalizas III.2Maria Esther Lopez RamirezÎncă nu există evaluări
- Diseño Preliminar de Una Secadora de Granos de Arquitectura Mixta Solar - GLPDocument14 paginiDiseño Preliminar de Una Secadora de Granos de Arquitectura Mixta Solar - GLPJorge Luis Jaramillo Pacheco100% (3)
- Informe 8 Secado en CamarasDocument11 paginiInforme 8 Secado en CamarasLINA LOA CORDOVAÎncă nu există evaluări
- Secado ConvectivoDocument10 paginiSecado ConvectivoJulian MartinezÎncă nu există evaluări
- Secado Informe Semana 4Document7 paginiSecado Informe Semana 4thalia troncosÎncă nu există evaluări
- Secado de PeraDocument29 paginiSecado de PeraYaritza RomeroÎncă nu există evaluări
- Secado y Vida en AnaquelDocument142 paginiSecado y Vida en AnaquelBeatrizÎncă nu există evaluări
- Secado de PiñaDocument7 paginiSecado de PiñaFabían Díaz Jhordan Jhampierd0% (1)
- Practicanº 09-Evaporador Pelicula Delgada..Document11 paginiPracticanº 09-Evaporador Pelicula Delgada..Monica Perez DurandÎncă nu există evaluări
- Preinforme SecadoDocument10 paginiPreinforme SecadoKaren Piñeros GonzalezÎncă nu există evaluări
- Alimenticia SecadoDocument91 paginiAlimenticia Secadofederico alonsoÎncă nu există evaluări
- SecadoDocument8 paginiSecadoLina María López RodríguezÎncă nu există evaluări
- Informe Secado Por ConvecciónDocument5 paginiInforme Secado Por ConvecciónCarolina MarinÎncă nu există evaluări
- Informe Secado Por ConvecciónDocument5 paginiInforme Secado Por ConvecciónCarolina MarinÎncă nu există evaluări
- Laboratorio de SecadoDocument30 paginiLaboratorio de SecadoYL JenSs SmIthÎncă nu există evaluări
- G1 Inf2 RevDocument24 paginiG1 Inf2 Revvaleria salazarÎncă nu există evaluări
- Secado de PlatanoDocument12 paginiSecado de PlatanooscarÎncă nu există evaluări
- SECADODocument19 paginiSECADOkenyu manyariÎncă nu există evaluări
- Introducción HIDRATACIONDocument31 paginiIntroducción HIDRATACIONRodrigo Millares CardenasÎncă nu există evaluări
- Operaciones Quinto SemestreDocument31 paginiOperaciones Quinto Semestreesther valeria lauraÎncă nu există evaluări
- Practica Termobalanza !Document17 paginiPractica Termobalanza !Myri CgÎncă nu există evaluări
- Secado de Plátano ArtículoDocument8 paginiSecado de Plátano ArtículoEna HernándezÎncă nu există evaluări
- 4 - SecadoDocument29 pagini4 - SecadoTatiana Dueñas López100% (1)
- Taller Sobre Destilación, Evaporadores y SecadoresDocument2 paginiTaller Sobre Destilación, Evaporadores y SecadoresAnderson Villarreal SiguenzaÎncă nu există evaluări
- Secado de Alimentos v.2Document26 paginiSecado de Alimentos v.2Brenda Leon SilvaÎncă nu există evaluări
- Informe de SecadoDocument5 paginiInforme de SecadoJOHAN SANTIAGO YAYA RAMOSÎncă nu există evaluări
- Practica 2. Secado y DeshumidificaciónDocument10 paginiPractica 2. Secado y DeshumidificaciónDari MotaÎncă nu există evaluări
- Informe Proyecto Termodinámica Deshidratador EléctricoDocument55 paginiInforme Proyecto Termodinámica Deshidratador EléctricoNahir QuispeÎncă nu există evaluări
- Lab 4. Taller VIDocument6 paginiLab 4. Taller VIDonald Steven Barona TrujilloÎncă nu există evaluări
- EXPERIENCIA Nº7 (Secado Por Convección y Deshidratación Osmótica)Document25 paginiEXPERIENCIA Nº7 (Secado Por Convección y Deshidratación Osmótica)JAC LA SIERRAÎncă nu există evaluări
- Practica 2 FruverDocument7 paginiPractica 2 FruverJhon BarriosÎncă nu există evaluări
- Tarea 3 - Ejercicios 1 A 5 de MetaCata y Anabolismo - Sandra TorresDocument23 paginiTarea 3 - Ejercicios 1 A 5 de MetaCata y Anabolismo - Sandra TorresJhon BarriosÎncă nu există evaluări
- Aporte Colaborativo Jenniffer OrozcoDocument5 paginiAporte Colaborativo Jenniffer OrozcoJhon BarriosÎncă nu există evaluări
- Practica 1 - FruverDocument5 paginiPractica 1 - FruverJhon BarriosÎncă nu există evaluări
- Actividad Individual Fase3 Jhon BarriosDocument36 paginiActividad Individual Fase3 Jhon BarriosJhon BarriosÎncă nu există evaluări
- Hoja NectarDocument9 paginiHoja NectarJhon BarriosÎncă nu există evaluări
- Preguntas Cromatografia Fase 2Document8 paginiPreguntas Cromatografia Fase 2Jhon BarriosÎncă nu există evaluări
- Practica 2Document1 paginăPractica 2Jhon BarriosÎncă nu există evaluări
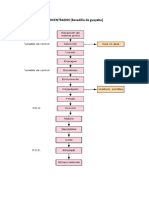
- Diagrama de Bloques - CONCENTRADOSDocument2 paginiDiagrama de Bloques - CONCENTRADOSJhon BarriosÎncă nu există evaluări
- Procedimiento Cromatografia IonicaDocument10 paginiProcedimiento Cromatografia IonicaJhon BarriosÎncă nu există evaluări
- Paso 2 - 211616 - 6Document8 paginiPaso 2 - 211616 - 6Jhon BarriosÎncă nu există evaluări
- Tarea 2. Bioquimica Trabajo ColaborativoDocument58 paginiTarea 2. Bioquimica Trabajo ColaborativoJhon BarriosÎncă nu există evaluări
- Ejercicio 25 TrigonometriaDocument2 paginiEjercicio 25 TrigonometriaJhon BarriosÎncă nu există evaluări
- Tarea 2 - BIOQUIMICADocument7 paginiTarea 2 - BIOQUIMICAJhon Barrios100% (1)
- Informe Laboratorio Practica 7Document9 paginiInforme Laboratorio Practica 7Jhon BarriosÎncă nu există evaluări
- Preinforme de Laboratorio 3Document5 paginiPreinforme de Laboratorio 3Jhon BarriosÎncă nu există evaluări
- Preinformes 1 - Química OrgánicaDocument43 paginiPreinformes 1 - Química OrgánicaJhon BarriosÎncă nu există evaluări
- Paso 2 - 211616 - 6Document8 paginiPaso 2 - 211616 - 6Jhon BarriosÎncă nu există evaluări
- Informe Laboratorio 1Document11 paginiInforme Laboratorio 1Jhon BarriosÎncă nu există evaluări
- Tarea 2 - Hidrocarburos Hidrocarburos Aromáticos, Alcoholes y Aminas Grupo 100416 - 37Document23 paginiTarea 2 - Hidrocarburos Hidrocarburos Aromáticos, Alcoholes y Aminas Grupo 100416 - 37Jhon Barrios100% (2)
- Ejercicio 15 Valor AbsolutoDocument2 paginiEjercicio 15 Valor AbsolutoJhon BarriosÎncă nu există evaluări
- Ejercicio 4Document3 paginiEjercicio 4Jhon BarriosÎncă nu există evaluări
- Infografia Jhon BarriosDocument2 paginiInfografia Jhon BarriosJhon BarriosÎncă nu există evaluări
- Paso 1 - 211616 - 6 - ParcialDocument9 paginiPaso 1 - 211616 - 6 - ParcialJhon BarriosÎncă nu există evaluări
- 609-Paso Cuatro Trabajo Examen Nacional - Jhon BarriosDocument20 pagini609-Paso Cuatro Trabajo Examen Nacional - Jhon BarriosJhon BarriosÎncă nu există evaluări
- Luz TigrerosDocument11 paginiLuz TigrerosJhon BarriosÎncă nu există evaluări
- Actividad Grupal Fase 1 212060 - 73 Marzo 2017 UlltimoDocument20 paginiActividad Grupal Fase 1 212060 - 73 Marzo 2017 UlltimoJhon BarriosÎncă nu există evaluări
- ATLANTICDocument24 paginiATLANTICHector FrittizÎncă nu există evaluări
- Evaluación Y Tratamiento Psicológico de Un Caso de Cáncer de Colon Con Fobia A La Quimioterapia Y Trastorno AdaptativoDocument11 paginiEvaluación Y Tratamiento Psicológico de Un Caso de Cáncer de Colon Con Fobia A La Quimioterapia Y Trastorno AdaptativoConstanza CuevasÎncă nu există evaluări
- Resolución Ministerial N°1024-2020-MINSADocument92 paginiResolución Ministerial N°1024-2020-MINSAAzu Luz CalderónÎncă nu există evaluări
- Desarrollor Ejercicio 1 UNIDAD 1 de GanaciasDocument6 paginiDesarrollor Ejercicio 1 UNIDAD 1 de Ganaciasraul chirinosÎncă nu există evaluări
- Patologías Quirúrgicas Más Frecuentes en El NeonatoDocument5 paginiPatologías Quirúrgicas Más Frecuentes en El NeonatoHonman BarriosÎncă nu există evaluări
- Menstrual Cycle Influence On Cognitive Function and Emotion Processing-From A Reproductive Perspective - En.esDocument16 paginiMenstrual Cycle Influence On Cognitive Function and Emotion Processing-From A Reproductive Perspective - En.esFanny Fernanda Padilla CruzÎncă nu există evaluări
- Taller Final. TATIANA - Docx 123Document19 paginiTaller Final. TATIANA - Docx 123NINDA LIZETH SUAREZ BARRERAÎncă nu există evaluări
- Tránsito IntestinalDocument10 paginiTránsito IntestinalAdrian Ivan CosioÎncă nu există evaluări
- Historia de La Gastronomia MundialDocument4 paginiHistoria de La Gastronomia Mundialrebeca velasque guerraÎncă nu există evaluări
- Estado Del Conocimiento TesisDocument19 paginiEstado Del Conocimiento TesisAriana GutierrezÎncă nu există evaluări
- Organigrama Contabilidad de CostosDocument3 paginiOrganigrama Contabilidad de CostosNicole Angomas100% (2)
- Describiendo Un Organigrama de Recursos HumanosDocument8 paginiDescribiendo Un Organigrama de Recursos HumanosBomer FTÎncă nu există evaluări
- Procedimiento de Una Planta de Producción de Cemento ProyectoDocument19 paginiProcedimiento de Una Planta de Producción de Cemento ProyectoWALDIRSMANÎncă nu există evaluări
- MemorialDocument1 paginăMemorialJuana Dionisio GonzalesÎncă nu există evaluări
- DISEÑO HUERTO ESCOLAR Ecoauditorias BiodiversidadDocument6 paginiDISEÑO HUERTO ESCOLAR Ecoauditorias BiodiversidadSoni Gonzales0% (1)
- GUÍA de ESTUDIO QUÍMICA I 2a CORTEDocument17 paginiGUÍA de ESTUDIO QUÍMICA I 2a CORTETade ZzzÎncă nu există evaluări
- Pelvis PpsDocument21 paginiPelvis PpsJj GoÎncă nu există evaluări
- Taller Sobre Estudios Epidemiológicos y Medidas de Riesgo Ejercicio 1Document2 paginiTaller Sobre Estudios Epidemiológicos y Medidas de Riesgo Ejercicio 1estefania loperaÎncă nu există evaluări
- Plan Plurianual de InversionesDocument38 paginiPlan Plurianual de InversionesJose Joaquin Ocampo PerezÎncă nu există evaluări
- Recetario Xavier TumbacoDocument2 paginiRecetario Xavier TumbacoGiovanni Ernesto Bauz GarciaÎncă nu există evaluări
- Avance 4 MDocument7 paginiAvance 4 MmariaÎncă nu există evaluări
- Catalogo MicroDocument30 paginiCatalogo MicroJhon Nieto VargasÎncă nu există evaluări
- Cultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuDocument7 paginiCultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuPriscila N Gomez TeyerÎncă nu există evaluări