S-ar putea să vă placă și
- Asset Integrity Management A Complete Guide - 2020 EditionDe la EverandAsset Integrity Management A Complete Guide - 2020 EditionÎncă nu există evaluări
- AI-PS Element Guide No 2Document7 paginiAI-PS Element Guide No 2Gopi MallikÎncă nu există evaluări
- D81 1 2015Document308 paginiD81 1 2015thiemxmcpÎncă nu există evaluări
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionDe la EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionÎncă nu există evaluări
- WEG 02 2017 Standard Stock Catalog Three Phase General Purpose Motors Us100 Brochure English PDFDocument49 paginiWEG 02 2017 Standard Stock Catalog Three Phase General Purpose Motors Us100 Brochure English PDFArshad MahmoodÎncă nu există evaluări
- Value Of Work Done A Complete Guide - 2020 EditionDe la EverandValue Of Work Done A Complete Guide - 2020 EditionÎncă nu există evaluări
- Flange Data, Bolt Patterns and Dimensions ComparisonDocument21 paginiFlange Data, Bolt Patterns and Dimensions ComparisonAlexÎncă nu există evaluări
- When Is A Letter of Intent BindingDocument2 paginiWhen Is A Letter of Intent Bindingverna_goh_shileiÎncă nu există evaluări
- (WWW - Entrance-Exam - Net) - NDA and Naval Academy, GAT Sample Paper 3Document48 pagini(WWW - Entrance-Exam - Net) - NDA and Naval Academy, GAT Sample Paper 3Kamal MehraÎncă nu există evaluări
- SAIC & SATR - InstrumentationDocument7 paginiSAIC & SATR - InstrumentationAdel KlkÎncă nu există evaluări
- Which Procedures For Fitness-For-service Assessment - API 579 or BS 7910 - (July 2003)Document9 paginiWhich Procedures For Fitness-For-service Assessment - API 579 or BS 7910 - (July 2003)moustafa mahmoudÎncă nu există evaluări
- Presentasi - Cortec CGIDocument38 paginiPresentasi - Cortec CGImoch ardiansyahÎncă nu există evaluări
- Industrial Water Treatment PrimerDocument91 paginiIndustrial Water Treatment Primermohamedyoussef1100% (1)
- MS For Heat ExchangersDocument6 paginiMS For Heat ExchangersravikumarÎncă nu există evaluări
- The Economics of Industrial Management-1949-Walter Rautenstrauch-Raymond VillersDocument477 paginiThe Economics of Industrial Management-1949-Walter Rautenstrauch-Raymond Villersmartin160464Încă nu există evaluări
- TPIP ManualDocument53 paginiTPIP ManualMurugananthamParamasivamÎncă nu există evaluări
- I. Velocity Head: Lift, Displacement, Velocity, Buoyancy and Gravity PumpsDocument26 paginiI. Velocity Head: Lift, Displacement, Velocity, Buoyancy and Gravity PumpsAmarjyot SinghÎncă nu există evaluări
- Multistage PumpsDocument12 paginiMultistage PumpsRheoserve Industrial SolutionsÎncă nu există evaluări
- All To Know About IFR & EFRDocument30 paginiAll To Know About IFR & EFRyazÎncă nu există evaluări
- Pipe Schedules Chart Summary Imperial Metric TDS HFT50-WEB-PDocument1 paginăPipe Schedules Chart Summary Imperial Metric TDS HFT50-WEB-PTasmanijskaNemaÎncă nu există evaluări
- SAIC-G-2022 Rev 2Document25 paginiSAIC-G-2022 Rev 2faisal hussainÎncă nu există evaluări
- STF Palong Timur Rev.00 Run All Bs 12.05.2018 STF Palong Timur Rev.00 Run All Bs 12.05.2018Document6 paginiSTF Palong Timur Rev.00 Run All Bs 12.05.2018 STF Palong Timur Rev.00 Run All Bs 12.05.2018Poru ManÎncă nu există evaluări
- Manpower List - Aims HCMLDocument5 paginiManpower List - Aims HCMLJuliyanto STÎncă nu există evaluări
- Turnaround-Shorter & SaferDocument5 paginiTurnaround-Shorter & SaferChem.EnggÎncă nu există evaluări
- Punch List: Guy Wire Support Flare Stack System Piping DetailDocument1 paginăPunch List: Guy Wire Support Flare Stack System Piping DetailMuhammad SaifÎncă nu există evaluări
- 7MENDT Program Schedule PDFDocument4 pagini7MENDT Program Schedule PDFDheeraj RavichandranÎncă nu există evaluări
- Esab, Ok 309L (29.12.16)Document1 paginăEsab, Ok 309L (29.12.16)RodrigoÎncă nu există evaluări
- GasketsDocument20 paginiGasketsParthiban NagarajanÎncă nu există evaluări
- Static Equipment ReliabilityDocument34 paginiStatic Equipment ReliabilityMahmoud RefaatÎncă nu există evaluări
- Heater Inspection PlanDocument2 paginiHeater Inspection Plancamasa2011Încă nu există evaluări
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 paginiAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimÎncă nu există evaluări
- Inspection Test Record jacket pre-loadoutDocument1 paginăInspection Test Record jacket pre-loadoutMomo ItachiÎncă nu există evaluări
- Enerplus Petroleum Careers in Oil Refining and EngineeringDocument6 paginiEnerplus Petroleum Careers in Oil Refining and EngineeringSarfrazAnwarÎncă nu există evaluări
- Managing WorkscopeDocument7 paginiManaging WorkscopeLuis Rosi PoloÎncă nu există evaluări
- Saudi Aramco Typical Inspection PlanDocument3 paginiSaudi Aramco Typical Inspection PlanOmer aliÎncă nu există evaluări
- An Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyDocument55 paginiAn Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyramiraliÎncă nu există evaluări
- 00 Saip 72Document6 pagini00 Saip 72Erin JohnsonÎncă nu există evaluări
- Ke01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Document8 paginiKe01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Maffone NumerounoÎncă nu există evaluări
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachDocument5 paginiEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemÎncă nu există evaluări
- KLM Intro Storage Tanks Rev 3Document7 paginiKLM Intro Storage Tanks Rev 3Bonzibit ZibitÎncă nu există evaluări
- David Hatton Resume 2015 PDFDocument1 paginăDavid Hatton Resume 2015 PDFapi-293635718Încă nu există evaluări
- Sealweld Catalogue CADDocument68 paginiSealweld Catalogue CADmaheshv79Încă nu există evaluări
- Tank Bottom Plate CorrosionDocument5 paginiTank Bottom Plate CorrosionShaalan AI-ZuhairiÎncă nu există evaluări
- 10 Steps To Asset CareDocument13 pagini10 Steps To Asset CareDamianÎncă nu există evaluări
- ABS Group Presentation To NOIA G Burton R1Document10 paginiABS Group Presentation To NOIA G Burton R1jackiemaddy100% (1)
- MSDS for Naphthenic Spent CausticDocument7 paginiMSDS for Naphthenic Spent Causticjbloggs2007Încă nu există evaluări
- Example Pump Selection: Hoja de Datos de EquiposDocument2 paginiExample Pump Selection: Hoja de Datos de EquiposAlonso DIAZÎncă nu există evaluări
- Manage integrity for decommissioning plansDocument32 paginiManage integrity for decommissioning plansWekesa CalebÎncă nu există evaluări
- Flange Management Presentation: Association Sonatrach - First Calgary Petroleums MLE Field (405) Maintenance DepartmentDocument15 paginiFlange Management Presentation: Association Sonatrach - First Calgary Petroleums MLE Field (405) Maintenance DepartmentLokmane YellouÎncă nu există evaluări
- Galvanic Technique: An Overview ofDocument11 paginiGalvanic Technique: An Overview ofAnnie TahirÎncă nu există evaluări
- Inspect Weld OverlaysDocument3 paginiInspect Weld OverlaysRijwan MohammadÎncă nu există evaluări
- Plant Manager Maintenance Production in Houston TX Resume Keith ThomasDocument3 paginiPlant Manager Maintenance Production in Houston TX Resume Keith ThomasKeithThomasÎncă nu există evaluări
- Materials System SpecificationDocument17 paginiMaterials System Specificationnadeem shaikhÎncă nu există evaluări
- QA/QC Manual for Turnaround AreaDocument30 paginiQA/QC Manual for Turnaround AreaBALAKRISHANAN100% (1)
- PDO Approved Inspection BodiesDocument15 paginiPDO Approved Inspection BodiesMohammed Rizwan AhmedÎncă nu există evaluări
- Virgo Welded Valve BrochureDocument8 paginiVirgo Welded Valve BrochureHerrera Jorge AgustínÎncă nu există evaluări
- Asset Data Management for Energy Sector Hose SafetyDocument2 paginiAsset Data Management for Energy Sector Hose Safetyjson_gabionÎncă nu există evaluări
- 2013-09-15 Final SP1257Document81 pagini2013-09-15 Final SP1257saasim_1Încă nu există evaluări
- New SSIV InstallationDocument12 paginiNew SSIV InstallationDidiÎncă nu există evaluări
- Piping Study DrumsDocument31 paginiPiping Study Drumsradin202033% (3)
- Boomer 282.PDF PerforaoDocument4 paginiBoomer 282.PDF Perforaoperfo 49r67% (3)
- Cpd200 Genset PG AlsdDocument26 paginiCpd200 Genset PG Alsdoscar72008Încă nu există evaluări
- Tempering AastedDocument13 paginiTempering AastedSutarnoÎncă nu există evaluări
- Keoxer EnglishDocument6 paginiKeoxer Englishnuri özbakırÎncă nu există evaluări
- Introduction To Oil & Gas ManualDocument95 paginiIntroduction To Oil & Gas ManualPradeep Mani100% (3)
- Norsok Standard - Mechanical Equipment SelectionDocument17 paginiNorsok Standard - Mechanical Equipment SelectionBudi IndraÎncă nu există evaluări
- Multi Frac Pump Control ManualDocument33 paginiMulti Frac Pump Control ManualRyan YoungerÎncă nu există evaluări
- ABOVEGROUND FUEL STORAGEDocument12 paginiABOVEGROUND FUEL STORAGEGabriel Gabriel100% (1)
- BRYSON LUKHANDA PROJECTDocument18 paginiBRYSON LUKHANDA PROJECTgabrielsiema4Încă nu există evaluări
- Scania Engine DocumentDocument43 paginiScania Engine DocumentMsnanda100% (5)
- Multistage Pump Disassembly GuideDocument24 paginiMultistage Pump Disassembly GuideHishamSayedÎncă nu există evaluări
- MGIT 10065 LNG A 05.2+R1+Secondary+Barrier+Global+Tightness+Test+ (GTT) 171213Document8 paginiMGIT 10065 LNG A 05.2+R1+Secondary+Barrier+Global+Tightness+Test+ (GTT) 171213Robin GuÎncă nu există evaluări
- CCEWQ 05 ChlorinationDrinkingWtrDocument6 paginiCCEWQ 05 ChlorinationDrinkingWtrPrasenjit DeyÎncă nu există evaluări
- Brosura Volvo Ec140eDocument32 paginiBrosura Volvo Ec140ePirliteanuStefanAlexandruÎncă nu există evaluări
- Article - Russian Revolution in Norway - by Norwegian Technology ReviewDocument3 paginiArticle - Russian Revolution in Norway - by Norwegian Technology ReviewTatiana VanbergÎncă nu există evaluări
- Artificial Lift Systems Power Point PresentationDocument20 paginiArtificial Lift Systems Power Point PresentationIlmiÎncă nu există evaluări
- Research Proposal For Axial Compressor BladeDocument18 paginiResearch Proposal For Axial Compressor BladeHein Thiha SanÎncă nu există evaluări
- Grasso 12EDocument124 paginiGrasso 12EСергей Конкин0% (1)
- Monthly vibration measurementsDocument4 paginiMonthly vibration measurementsHaitham YoussefÎncă nu există evaluări
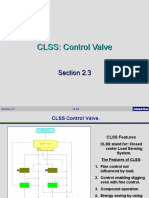
- 2.3 CLSS Control ValveDocument17 pagini2.3 CLSS Control ValveSatria Fajri100% (5)
- Workshop Manual XJ 900Document48 paginiWorkshop Manual XJ 900Armando BarrancoÎncă nu există evaluări
- PERIMATIC GP Operator ManualDocument22 paginiPERIMATIC GP Operator ManualssalahÎncă nu există evaluări
- M38 Jeep Windshield Wiper Vacuum Line GuideDocument6 paginiM38 Jeep Windshield Wiper Vacuum Line Guidejean talusÎncă nu există evaluări
- Basics of AIR CompressorDocument66 paginiBasics of AIR CompressorRamraj Enterprises100% (1)
- NLB 225 Series F PumpDocument2 paginiNLB 225 Series F Pumpjromero_rpgÎncă nu există evaluări
- Pump Preservation Guide 2p121266Document6 paginiPump Preservation Guide 2p121266oswaldo58Încă nu există evaluări
- MODELS LS400/LS500: Operation and Parts ManualDocument150 paginiMODELS LS400/LS500: Operation and Parts ManualManolo CaballeroÎncă nu există evaluări
- DAF Operation and Maintenance ManualDocument16 paginiDAF Operation and Maintenance ManualaauÎncă nu există evaluări
- Cat 527 BDW Track Skidder Hydraulic SchematicDocument2 paginiCat 527 BDW Track Skidder Hydraulic SchematicKeron TrotzÎncă nu există evaluări
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- Introduction to Petroleum Process SafetyDe la EverandIntroduction to Petroleum Process SafetyEvaluare: 3 din 5 stele3/5 (2)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDe la EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisEvaluare: 5 din 5 stele5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersDe la EverandA Complete Guide to Safety Officer Interview Questions and AnswersEvaluare: 4 din 5 stele4/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDe la EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationÎncă nu există evaluări
- Guidelines for Auditing Process Safety Management SystemsDe la EverandGuidelines for Auditing Process Safety Management SystemsÎncă nu există evaluări
- Chemical Process Safety: Learning from Case HistoriesDe la EverandChemical Process Safety: Learning from Case HistoriesEvaluare: 4 din 5 stele4/5 (14)
- Guidelines for Implementing Process Safety ManagementDe la EverandGuidelines for Implementing Process Safety ManagementÎncă nu există evaluări
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDe la EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesEvaluare: 5 din 5 stele5/5 (1)
- Incidents That Define Process SafetyDe la EverandIncidents That Define Process SafetyÎncă nu există evaluări
- Inherently Safer Chemical Processes: A Life Cycle ApproachDe la EverandInherently Safer Chemical Processes: A Life Cycle ApproachEvaluare: 5 din 5 stele5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersDe la EverandRules of Thumb for Maintenance and Reliability EngineersEvaluare: 4.5 din 5 stele4.5/5 (12)
- LNG Risk Based Safety: Modeling and Consequence AnalysisDe la EverandLNG Risk Based Safety: Modeling and Consequence AnalysisÎncă nu există evaluări
- Safety Fundamentals and Best Practices in Construction IndustryDe la EverandSafety Fundamentals and Best Practices in Construction IndustryÎncă nu există evaluări
- Radium Girls: Women and Industrial Health Reform, 1910-1935De la EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Evaluare: 4.5 din 5 stele4.5/5 (4)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsDe la EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsEvaluare: 4 din 5 stele4/5 (11)
- Nobody Cares: The Story of the World from SafetymanDe la EverandNobody Cares: The Story of the World from SafetymanÎncă nu există evaluări
- The Invisible Rainbow: A History of Electricity and LifeDe la EverandThe Invisible Rainbow: A History of Electricity and LifeEvaluare: 4.5 din 5 stele4.5/5 (21)
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionDe la Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotÎncă nu există evaluări
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeDe la EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeÎncă nu există evaluări
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeDe la EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeÎncă nu există evaluări
- Fire Fighting Pumping Systems at Industrial FacilitiesDe la EverandFire Fighting Pumping Systems at Industrial FacilitiesEvaluare: 4.5 din 5 stele4.5/5 (3)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaDe la EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaÎncă nu există evaluări
- Safety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849De la EverandSafety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Evaluare: 4 din 5 stele4/5 (5)
- The Single Cure: Human Life Extension to 300+ YearsDe la EverandThe Single Cure: Human Life Extension to 300+ YearsÎncă nu există evaluări
- Fire Protection Engineering in Building DesignDe la EverandFire Protection Engineering in Building DesignEvaluare: 4.5 din 5 stele4.5/5 (5)