New method to measure TAN of crude oil
and refinery distillation fractions de la
HYDROCARBON PROCESSING MARCH 2018
Many refiners look at discounted opportunity crudes as a way
to improve their margin spread. The growing varieties of discounted
opportunity crudes on the market contain certain risks
for the purchaser, such as high naphthenic acid or sulfur content.
Sulfur compounds and naphthenic acids are among the
many species that contribute to the corrosive nature of crude
oils and refined fractions. Therefore, opportunity crudes with
high naphthenic acid and sulfur content carry an ongoing risk
of increased corrosion. The refiner must balance the cost benefit
vs. the risk, and the cost of corrosion control, when processing
these crudes.
Occurrence of naphthenic acids. Naphthenic acids are
found in many types of crude oil, and can be present in varying
concentrations. They are found in crudes of diverse global
origin, including those from the US West Coast, Venezuela,
China, India, Mexico, Brazil, West Africa, the North Sea, Western
Canada and other regions.
The broader availability and higher volume of naphthenic
acid-containing crudes increase the risk of experiencing hightemperature
corrosion of equipment in refinery operations. The
atmospheric and vacuum distillation columns, side strippers,
furnaces, piping and overhead systems are particularly at risk.
Naphthenic acid and sulfur corrosion. The link between
naphthenic acids and refinery corrosion was established by
W. A. Derungs,1 who noted that it was difficult to differentiate
between sulfide and naphthenic acid corrosion. Both produce
high corrosion rates at elevated temperatures.
The mechanism of corrosion from combined naphthenic
acid and sulfur content is described in Eqs. 1–3.2–4
Fe + 2RCOOH , Fe(RCOO)2 + H2 (1)
Fe + H2S , FeS + H2 (2)
Fe(RCOO)2 + H2S , FeS + 2RCOOH (3)
In Eq. 1, iron naphthenates are formed from the reaction of
naphthenic acids with steel. As they are soluble in oil, the iron
naphthenates are carried in the fluid flow. Simultaneously, hydrogen
sulfide (H2S) or other sulfide-containing species react
with the steel to form an iron sulfide coating on the surface (Eq.
2). In Eq. 3, H2S reacts with the iron naphthenates to form iron
sulfide and liberate the naphthenic acids.
While these three reactions form the recognized mechanism
of naphthenic acid in sulfur-containing crudes, naphthenic acid
corrosion is, in fact, more complex and affected by many factors,
such as temperature and velocity, as well as acid and sulfur content.
5 Corrosion risk from naphthenic acids is greater at process
temperatures greater than 200°C. At operating temperatures
greater than 420°C, naphthenic acids are believed to break down
into shorter-chain organic acids. These acids can end up in distillation
fractions, causing concern about their corrosivity.6 As the
operating process temperature increases, so does the possibility
of increased corrosion rate due to these short-chain organic acids.
Physical parameters affecting corrosion. Separately,
flow-induced wall shear stress can influence the corrosion by
naphthenic acid and sulfur species. Refinery units with process
stream flow velocities greater than 2.7 m/sec and areas of high
turbulence are more susceptible to naphthenic acid corrosion.
A thin film of iron sulfide—formed through the reaction of
H2S in crude and steel refinery units—protects the steel from
naphthenic acid attack. High-velocity flow and turbulence can,
however, dissolve the sulfide film, leaving the metal vulnerable
to attack by naphthenic acid.
Desalter upsets caused by naphthenic acids. In the crude
oil desalter, naphthenic acids can cause upsets through the formation
of emulsions. As the pH of the water inside a desalter
increases, naphthenic acids can form very stable sodium naphthenate
emulsions. Emulsions must be broken to restore the efficiency
of the desalter and reduce fouling.
Corrosion control: Monitoring the acid number. To control
corrosion in the processing of crude oil, the acid number
and sulfur content of the crude oil or refinery fractions are measured.
The total acid number (TAN) is defined as the total acidity—
i.e., the amount of potassium hydroxide in mg required to
neutralize 1 g of sample.
It is common to find crude or traded fractions, such as vacuum
gasoil (VGO), with acid numbers up to 4 mg KOH/g.
Most crude or refinery fractions have an acid number of less
than 1 mg KOH/g. Experience from refineries and corrosion
studies shows elevated corrosion risk when the naphthenic
acid content is greater than 0.5 mg KOH/g in crude, and
greater than 1 mg KOH/g in fractions. If the TAN of a crude
28 MARCH 2017 | HydrocarbonProcessing.com
Corrosion Control
or fraction exceeds these values, then it is considered to be a
high-acid-number stream.
Until the release of TAN standard ASTM International
(ASTM) D8045, the TAN of crude oil and fractions was estimated
using potentiometric method ASTM D664. This test
method was originally developed for the analysis of new and
used lubricants, and presents the analyst with a number of analytical
challenges when it is applied to crude oil and fractions.
For example, insufficient dissolution of crudes and fractions
in the titration solvent can pose a problem: Asphaltic, paraffinic
(waxy) and bitumen materials are not all readily dissolved in
the titration solvent stipulated by the D664 method. When the
sample is not fully dissolved, the titrant cannot react with all of
the acid contained in the sample. Also, the undissolved sample
forms a coating on the glass membrane of the electrode in the
titration cell, reducing its ability to accurately sense voltage
changes during the titration, and subsequently leading to imprecision
and poor accuracy.
A colorimetric titration method, namely ASTM D974, has
been used to measure some clear refinery fractions. This test
method cannot measure crudes and front-end refinery fractions
due to their intrinsically dark color when dissolved in the titration
solvent.
A new method for determining acid number. Over the
past decade, the industry has been working to overcome the
sample and method challenges. One company has developed an
improved, reliable method to measure acidity in the challenging
matrices of crude and refinery fractions. Overcoming the
challenges of analysis for both crude and refined products, this
cooperatively developed titration method, released by ASTM,
is based on thermometric endpoint detection.
Thermometric titration measuring principle. Previous
acidity measurements of crudes and fractions, according to
ASTM D664, used a potentiometric titration in which a pH
electrode detects the reaction between the titrant and the naphthenic
acid. During the titration, the sensor often becomes coated
with heavier fractions that are difficult to dissolve in the titration
solvent stipulated by the standard, leading to measurement
imprecision.
The new method, described in ASTM D8045, uses a thermometric
sensor to overcome this issue in two ways. First,
there is no glass membrane to coat. Second, the analyst can
vary the solvent composition to aid the dissolution of heavier
crudes, such as bitumen.
The thermometric sensor and supporting proprietary data
analysis algorithms perform well in non-aqueous titration of
acidity in crude. The sensor employs a thermistor for precise
temperature measurements in the titration vessel. The neutralization
reaction of naphthenic acid is exothermic; therefore, the
temperature increases over the course of the reaction.
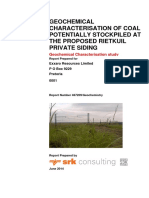
To obtain a sharp discontinuity in the temperature curve at
the endpoint, a thermometric indicator that reacts endothermically
with excess hydroxide after the endpoint is added to the
sample solution. The thermometric titration gives an inverted
V-shaped curve, as shown in FIG. 1. Evaluation of the titration
endpoint is handled by proprietary data analysis algorithms in
the instrument software.
The measuring response time of the thermistor is less than
0.003 sec and is much faster than that of a pH glass membrane.
This means that thermometric titration by ASTM D8045 can
be carried out much faster than titration by potentiometric
methods, which use pH indication without sacrificing precision
or accuracy.
The thermometric sensor also allows the use of nonpolar solvents,
such as xylene, which improves the solubility of many oils,
including crude. Thermometric titration does not require an insulated
reaction chamber, because a relative temperature change
is monitored to indicate completion of the reaction.
Sample preparation. The heterogeneous nature of crude oil
can affect determinations, particularly when measuring relatively
small sample sizes of 3 g–5 g. To improve the precision of the test
protocol, it is necessary to homogenize the crude before analysis
using a shear mixer. Studies by the work group have shown that
this improves the precision of the new test method.
To optimize the solvent system in ASTM D8045, a solvent
study was conducted. It was found that a mixture of xylene and
2-propanol (also called isopropyl alcohol, or IPA) in the ratio of
75:25 by volume worked best to dissolve the variety of crudes
and refinery fractions. The xylene–2-propanol titration solvent
is efficient enough that only 30 ml–40 ml of solvent is required,
compared to 120 ml for ASTM D664. The reduction in total solvent
volume and waste disposal saves substantial operating costs.
Crudes and refinery fractions that are liquid at room temperature
are weighed directly into a beaker; 30 ml of titration
V/ml
Endpoint
T/°C
FIG. 1. As titrant is added, an exothermic reaction is measured;
i.e., the temperature in the titration vessel increases. After reaching
the neutralization, or endpoint, excess titrant endothermically reacts
with the thermometric indicator pr
S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Internal Corrosions in Oil and Gas Transport PipelinesDocument8 paginiInternal Corrosions in Oil and Gas Transport PipelinesfhtgerthrgergÎncă nu există evaluări
- API6A Trim Material RatingsDocument5 paginiAPI6A Trim Material RatingsAnonymous eEJDOR2Încă nu există evaluări
- Sulfide OresDocument3 paginiSulfide OresGustavo100% (1)
- Classifications of Oil Field WatersDocument2 paginiClassifications of Oil Field WatersAsagba E. Ufuoma50% (2)
- MSDS 04 - Meltonian Leather Cream P1Document15 paginiMSDS 04 - Meltonian Leather Cream P1janÎncă nu există evaluări
- Sewerage Engineering - PPT by Roldan PinedaDocument94 paginiSewerage Engineering - PPT by Roldan PinedaKatsMendozaÎncă nu există evaluări
- Copper Alloy Data: Chemical CompositionDocument19 paginiCopper Alloy Data: Chemical CompositionlizethÎncă nu există evaluări
- Ndoro Corrected DissertationDocument78 paginiNdoro Corrected DissertationOnesime Muteba100% (1)
- Thiol Nomenclature: "Thiols"Document3 paginiThiol Nomenclature: "Thiols"FhatRaÎncă nu există evaluări
- Expt 1 Qualitative Analysis Procedure SP 2017Document18 paginiExpt 1 Qualitative Analysis Procedure SP 2017Jonathan ZhangÎncă nu există evaluări
- Rietkuil Private Railway Siding FINAL Geochem 24 Sept 14Document33 paginiRietkuil Private Railway Siding FINAL Geochem 24 Sept 14Iin LestariÎncă nu există evaluări
- Class 7 Material Change Lesson PlansDocument6 paginiClass 7 Material Change Lesson PlansAleena ZahraÎncă nu există evaluări
- Spontaneous Glass BreakageDocument6 paginiSpontaneous Glass BreakagefahadneoÎncă nu există evaluări
- Leaching of A Roasted Copper Sulfide Ore PDFDocument3 paginiLeaching of A Roasted Copper Sulfide Ore PDFJHPÎncă nu există evaluări
- Visitors Orientation: Coral Bay Nickel Corporation Rio Tuba, Bataraza, PalawanDocument24 paginiVisitors Orientation: Coral Bay Nickel Corporation Rio Tuba, Bataraza, PalawanAlvin Garcia PalancaÎncă nu există evaluări
- Cbte10 eDocument26 paginiCbte10 eImhekopÎncă nu există evaluări
- Sulfidic CorrosionDocument9 paginiSulfidic CorrosionMedina EldesÎncă nu există evaluări
- Pipeline Internal CorrosionDocument15 paginiPipeline Internal CorrosionJabari KaneÎncă nu există evaluări
- G-5 Cyanide and Removal Options From Effluents in Gold Mining and Metallurgical Processes PDFDocument17 paginiG-5 Cyanide and Removal Options From Effluents in Gold Mining and Metallurgical Processes PDFCristian Galleguillos Cortes100% (1)
- Newton Interviews Bell Copper On KabbaDocument31 paginiNewton Interviews Bell Copper On KabbaPeter BellÎncă nu există evaluări
- Problems and Solutions of Natural Gas Purification From Acidic ComponentsDocument2 paginiProblems and Solutions of Natural Gas Purification From Acidic ComponentsEditor IJTSRDÎncă nu există evaluări
- Incompatible Chemicals ListDocument7 paginiIncompatible Chemicals ListPaige JonesÎncă nu există evaluări
- C P I B: Oncrete IPE Nformation OokletDocument130 paginiC P I B: Oncrete IPE Nformation OokletCristian GiurgeaÎncă nu există evaluări
- Silver CompoundsDocument16 paginiSilver Compoundsmaithuy0812Încă nu există evaluări
- Cations 123 Take Home ActivityDocument3 paginiCations 123 Take Home ActivityEd GildaÎncă nu există evaluări
- High - RiskDocument50 paginiHigh - RiskjovanivanÎncă nu există evaluări
- Chemical Cleaning and Degassing Refinery EquipmentDocument4 paginiChemical Cleaning and Degassing Refinery EquipmentWilfred OzerecÎncă nu există evaluări
- Mud EngineeringDocument151 paginiMud EngineeringLuis RomeroÎncă nu există evaluări
- ChemLec 2nd SemDocument6 paginiChemLec 2nd SemCarmelo MagnoÎncă nu există evaluări