S-ar putea să vă placă și
- Presentación Capítulo 4Document27 paginiPresentación Capítulo 4Osman OsorioÎncă nu există evaluări
- Presentación Capítulo 4Document27 paginiPresentación Capítulo 4Wandy RomeroÎncă nu există evaluări
- Los Costos Indirectos DepartamentalesDocument2 paginiLos Costos Indirectos DepartamentalesIsarlimÎncă nu există evaluări
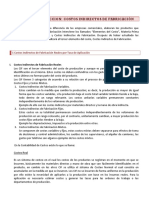
- Costos Indirectos de FabricacionDocument23 paginiCostos Indirectos de FabricacionJocelyn Castro MurilloÎncă nu există evaluări
- Exposicion GIFDocument9 paginiExposicion GIFnathalia floresÎncă nu există evaluări
- Costos IndirectosDocument6 paginiCostos IndirectosJeferson NaranjoÎncă nu există evaluări
- ElmonNavarro - 1121113 - Niveles de Produccion EstimadosDocument7 paginiElmonNavarro - 1121113 - Niveles de Produccion EstimadosInstituto Nacional PenitenciarioÎncă nu există evaluări
- Semana 5 - Costos Indirectos de FabricaciónDocument42 paginiSemana 5 - Costos Indirectos de FabricaciónkatyÎncă nu există evaluări
- Capacidad Productiva Teórica o IdealDocument10 paginiCapacidad Productiva Teórica o IdealCristian OrdoñezÎncă nu există evaluări
- Guia Ordenes Produccion Carga Fabril 5Document13 paginiGuia Ordenes Produccion Carga Fabril 5PepitoLoquitoÎncă nu există evaluări
- Taller Cif. Aura Arce.Document18 paginiTaller Cif. Aura Arce.Angie MurilloÎncă nu există evaluări
- Costos Indirectos de FabricaciónDocument4 paginiCostos Indirectos de FabricaciónNathaly AvilaÎncă nu există evaluări
- Gastos Indirectos de FabricacionDocument9 paginiGastos Indirectos de FabricacionFrankz Requena MontoroÎncă nu există evaluări
- Costeo y Control de Costos Indirectos de FabricaciònDocument35 paginiCosteo y Control de Costos Indirectos de FabricaciònMargi Chávez100% (1)
- Protocolo 4 PresupuestoDocument2 paginiProtocolo 4 PresupuestoLeidy Diana Lopez PalacioÎncă nu există evaluări
- Costos Por Ordenes de Fabricacion-Costos Indirectos de FabricacionDocument23 paginiCostos Por Ordenes de Fabricacion-Costos Indirectos de FabricacionEly VargasÎncă nu există evaluări
- Tasa IndirectaDocument3 paginiTasa IndirectacristhianÎncă nu există evaluări
- Pía 6 Eq 3Document15 paginiPía 6 Eq 3Melany AlonsoÎncă nu există evaluări
- Costos Estandar Revista Empresarial MexicanaDocument4 paginiCostos Estandar Revista Empresarial MexicanaIsaac LicoÎncă nu există evaluări
- Grupo N 7 Conta de CostosDocument62 paginiGrupo N 7 Conta de CostosIbeth BeltránÎncă nu există evaluări
- 1 Costos Indirectos DE FabricaciónDocument9 pagini1 Costos Indirectos DE FabricaciónCristianÎncă nu există evaluări
- Portafolio 4 (Gestion de Costos)Document61 paginiPortafolio 4 (Gestion de Costos)Jesuss Daniell SalinassÎncă nu există evaluări
- Produccioneinventarios Araiza-ValdesDocument10 paginiProduccioneinventarios Araiza-Valdesvanessa araizaÎncă nu există evaluări
- Características de La Contabilidad de CostosDocument3 paginiCaracterísticas de La Contabilidad de CostosJaque Line100% (1)
- TareaS2 AP PlanYPresDocument5 paginiTareaS2 AP PlanYPresAndrea PorzioÎncă nu există evaluări
- Presupuesto de ProduccionDocument8 paginiPresupuesto de ProduccionDiego Hernandez100% (1)
- Control de CostoDocument14 paginiControl de CostoDARLING MOREIRAÎncă nu există evaluări
- Monografia (Segura Nicol) - PresupuestosDocument20 paginiMonografia (Segura Nicol) - PresupuestosNicol S. AsmatÎncă nu există evaluări
- AntologíaDocument55 paginiAntologíajarocho69Încă nu există evaluări
- Lectura 08 - ADocument9 paginiLectura 08 - ABrigida Soledad CatachuraÎncă nu există evaluări
- El Costo de La Capacidad y Las Decisiones GerencialesDocument7 paginiEl Costo de La Capacidad y Las Decisiones GerencialescandelavallejoÎncă nu există evaluări
- Unidad 2 Sistema de Costos Predeterminados Estimados 24-10-2020Document27 paginiUnidad 2 Sistema de Costos Predeterminados Estimados 24-10-2020maria martin vazquez0% (1)
- Presupuesto de ProduccionDocument5 paginiPresupuesto de ProduccionLenin Macedo100% (2)
- Semana 2. Sesion 2Document23 paginiSemana 2. Sesion 2Jacinta Manuela Allende CuroÎncă nu există evaluări
- Control de Costos Indirectos de Fabricación: Capitulo VDocument20 paginiControl de Costos Indirectos de Fabricación: Capitulo VDennis CanizalesÎncă nu există evaluări
- Resumen Capitulo 4Document6 paginiResumen Capitulo 4Leonardo VergaraÎncă nu există evaluări
- Presupuesto de ProducciónDocument2 paginiPresupuesto de ProducciónNACIÎncă nu există evaluări
- Info Tema 1Document122 paginiInfo Tema 1Luis RomeroÎncă nu există evaluări
- Costeo Estandar de Materiales y Mano de ObraDocument9 paginiCosteo Estandar de Materiales y Mano de ObraPedro Alfonso Pacheco GarciaÎncă nu există evaluări
- Costos EstandarDocument8 paginiCostos EstandarEdinson Farro IzasigaÎncă nu există evaluări
- Iii Unidad I Tema Control Costos Indirectos de Fabricación Ii Pac 2020 ContaDocument9 paginiIii Unidad I Tema Control Costos Indirectos de Fabricación Ii Pac 2020 Contaricardo madridÎncă nu există evaluări
- Costos Indirectos de FabricacionDocument9 paginiCostos Indirectos de FabricacionChrixthian RoOldanÎncă nu există evaluări
- Costos LLL Tema 2Document4 paginiCostos LLL Tema 2Anna PinedaÎncă nu există evaluări
- Costo Directo PDFDocument7 paginiCosto Directo PDFEdinson Rodriguez AltamiranoÎncă nu există evaluări
- RA3 Act2 Estructura Ppto OperacionalDocument35 paginiRA3 Act2 Estructura Ppto OperacionalFrancisca AcuñaÎncă nu există evaluări
- Estandar de Carga FabrilDocument5 paginiEstandar de Carga Fabrilrigoberto0% (1)
- Los Inventarios de Mercancias en Colombia Y El Impacto Al Adoptar El Estandar Internacional de Información Financiera Nic 2 - InventarioDocument7 paginiLos Inventarios de Mercancias en Colombia Y El Impacto Al Adoptar El Estandar Internacional de Información Financiera Nic 2 - InventarioTito MolinaÎncă nu există evaluări
- Presentacion Costos EstandarDocument19 paginiPresentacion Costos EstandarMelisa ArroyoÎncă nu există evaluări
- El Presupuesto de ProducciónDocument4 paginiEl Presupuesto de ProducciónLIZETH PADILLAÎncă nu există evaluări
- Costo EstandarDocument30 paginiCosto EstandarAnonymous 7alSeH7OÎncă nu există evaluări
- Tamaño y Localizacion de Proyecto Introduccion Conclusion y IndiceDocument6 paginiTamaño y Localizacion de Proyecto Introduccion Conclusion y IndiceJenns Cespedes50% (2)
- Costo Por Órden Específica 1Document18 paginiCosto Por Órden Específica 1Aurimar Navas RojasÎncă nu există evaluări
- Administración de Operaciones IIDocument13 paginiAdministración de Operaciones IIRoger ErnestoÎncă nu există evaluări
- Lectura y Taller No. 6 CifDocument9 paginiLectura y Taller No. 6 CifJuan MorenoÎncă nu există evaluări
- Tema 5 Costos Indirectos de FabricacionDocument26 paginiTema 5 Costos Indirectos de FabricacionRous Giron MuñozÎncă nu există evaluări
- Costos y PresupuestosDocument17 paginiCostos y PresupuestosrickyÎncă nu există evaluări
- Planeacion de La ProduccionDocument19 paginiPlaneacion de La ProduccionSaby CantareroÎncă nu există evaluări
- El Presupuesto de Producción e InventariosDocument15 paginiEl Presupuesto de Producción e InventariosAlexis CenterÎncă nu există evaluări
- UF1126 - Control de la producción en fabricación mecánicaDe la EverandUF1126 - Control de la producción en fabricación mecánicaÎncă nu există evaluări
- Tarea1 - Generacion de Empresas IIDocument1 paginăTarea1 - Generacion de Empresas IIMoises Portillo PinelÎncă nu există evaluări
- Tarea #1: Ingeniería de Software IDocument8 paginiTarea #1: Ingeniería de Software IMoises Portillo PinelÎncă nu există evaluări
- Tarea4 Genera1Document10 paginiTarea4 Genera1Moises Portillo PinelÎncă nu există evaluări
- Tarea1 MoisesPortillo 31421148Document1 paginăTarea1 MoisesPortillo 31421148Moises Portillo PinelÎncă nu există evaluări
- Tarea2 MoisesPortillo 31421148Document4 paginiTarea2 MoisesPortillo 31421148Moises Portillo PinelÎncă nu există evaluări
- Tarea1 Genera1Document4 paginiTarea1 Genera1Moises Portillo PinelÎncă nu există evaluări
- Tarea4.3 Contabilidad IIDocument5 paginiTarea4.3 Contabilidad IIMoises Portillo PinelÎncă nu există evaluări
- Comparativo Clasico - BarrocoDocument2 paginiComparativo Clasico - BarrocoMoises Portillo PinelÎncă nu există evaluări
- Cociliacion BancariaDocument4 paginiCociliacion BancariaWILLIAM ALFREDO YANES MARTINEZÎncă nu există evaluări
- Ejercicios EticosDocument4 paginiEjercicios EticosMoises Portillo PinelÎncă nu există evaluări
- Proyecto MoisesPortillo 31421148 PDFDocument18 paginiProyecto MoisesPortillo 31421148 PDFMoises Portillo PinelÎncă nu există evaluări
- Ensayo Importancia de La FilosofiaDocument2 paginiEnsayo Importancia de La FilosofiaMoises Portillo Pinel100% (1)
- El Mito de La Caverna y Apología de SócratesDocument4 paginiEl Mito de La Caverna y Apología de SócratesMoises Portillo Pinel100% (1)
- Investigacion de OperacionesDocument5 paginiInvestigacion de OperacionesMoises Portillo PinelÎncă nu există evaluări
- Tarea4 MoisesPortillo 31421148Document5 paginiTarea4 MoisesPortillo 31421148Moises Portillo PinelÎncă nu există evaluări
- Tarea C4Document1 paginăTarea C4Moises Portillo PinelÎncă nu există evaluări
- El Mito de La CavernaDocument4 paginiEl Mito de La CavernaMoises Portillo PinelÎncă nu există evaluări
- Cociliacion BancariaDocument4 paginiCociliacion BancariaWILLIAM ALFREDO YANES MARTINEZÎncă nu există evaluări
- Tarea de La Semana 5Document2 paginiTarea de La Semana 5Moises Portillo Pinel100% (1)
- Moises Portillo Caso3Document6 paginiMoises Portillo Caso3Moises Portillo PinelÎncă nu există evaluări
- EjemploDocument3 paginiEjemploMoises Portillo PinelÎncă nu există evaluări
- Metodos Cuantitativos para Los Negocios (11 Ed.) 45Document1 paginăMetodos Cuantitativos para Los Negocios (11 Ed.) 45Moises Portillo PinelÎncă nu există evaluări
- SeminarioDocument8 paginiSeminarioRama Castro MartinezÎncă nu există evaluări
- Laboratorio 6Document8 paginiLaboratorio 6Juan BonesÎncă nu există evaluări
- La Conciencia de Krishna 1973Document66 paginiLa Conciencia de Krishna 1973Dhanur Dhara DasaÎncă nu există evaluări
- Eed PDFDocument14 paginiEed PDFEdison G. PrietoÎncă nu există evaluări
- Funciones en Varias VariablesvDocument10 paginiFunciones en Varias VariablesvDanitza YucraÎncă nu există evaluări
- Protocolo 1 Micodif-Recolec y Conserv. HongosDocument5 paginiProtocolo 1 Micodif-Recolec y Conserv. HongosDavid H Cardona BenavidesÎncă nu există evaluări
- Climas Del PeruDocument5 paginiClimas Del PeruMarco Antonio Mamani Centeno100% (1)
- PROPUESTADocument5 paginiPROPUESTAJohan Niño GÎncă nu există evaluări
- Historia de La MicrobiologiaDocument11 paginiHistoria de La MicrobiologiaClaudia GuerreroÎncă nu există evaluări
- 4 SEMANA Diagnostico Condicones de Trabajo II MAGENTADocument51 pagini4 SEMANA Diagnostico Condicones de Trabajo II MAGENTAPaula Eugenia Suarez RiveraÎncă nu există evaluări
- Manual Prevencion de Suicidio WordDocument33 paginiManual Prevencion de Suicidio WordsebamezacastroÎncă nu există evaluări
- Bases Filosóficas de La Ciencia Semana 4 PDocument8 paginiBases Filosóficas de La Ciencia Semana 4 Pana griselda atkinsonÎncă nu există evaluări
- 27 Set - SolucionarioDocument46 pagini27 Set - SolucionarioNicanor Lazaro SalinasÎncă nu există evaluări
- Cayendo Hacia Arriba by Taboo - Read About How Tab Hit Rock Bottom and Pulled Himself Up Again (Spanish Edition)Document28 paginiCayendo Hacia Arriba by Taboo - Read About How Tab Hit Rock Bottom and Pulled Himself Up Again (Spanish Edition)Simon and SchusterÎncă nu există evaluări
- Ficha Tecnica - Lamina Arkos AlveolarDocument6 paginiFicha Tecnica - Lamina Arkos AlveolarDiego CuadrosÎncă nu există evaluări
- Primer Examen Parcial PDFDocument9 paginiPrimer Examen Parcial PDFElizabeth FelizÎncă nu există evaluări
- Informe de Fuerza IonicaDocument16 paginiInforme de Fuerza IonicaKriz Tinita MirandaÎncă nu există evaluări
- Api1104-Ed 2021Document290 paginiApi1104-Ed 2021Ruben Dario Mamani Arellano100% (1)
- Clase 1 Ecología y ConceptosDocument75 paginiClase 1 Ecología y ConceptosMaria Jose AsenjoÎncă nu există evaluări
- Curso de Limewise para MalacateroDocument9 paginiCurso de Limewise para MalacateroVictor PatiñoÎncă nu există evaluări
- Respuestas Lecciones 5 y 6Document21 paginiRespuestas Lecciones 5 y 6Felix Rafael Allocca TroconisÎncă nu există evaluări
- Test de La FamiliaDocument11 paginiTest de La FamiliaJesus GuzmanÎncă nu există evaluări
- La Felicidad RepulsivaDocument11 paginiLa Felicidad RepulsivaPatricia ÁvilaÎncă nu există evaluări
- Proyecto Eléctrico Ampliación Centro de Eventos Infantiles After SchoolDocument1 paginăProyecto Eléctrico Ampliación Centro de Eventos Infantiles After SchoolJuan Pablo Guerrero VergaraÎncă nu există evaluări
- REDES46Document167 paginiREDES46Lucas BecerraÎncă nu există evaluări
- Tarea 4 - Joseph CoralDocument7 paginiTarea 4 - Joseph CoralLUIS CARLOS ZUÑIGA VILLACORTEÎncă nu există evaluări
- Dia 1 Encuentro Instructores BPR R290 CAIR 2022Document53 paginiDia 1 Encuentro Instructores BPR R290 CAIR 2022Andrés HernándezÎncă nu există evaluări
- Institución de La Santa Cena Por El Señor JesúsDocument3 paginiInstitución de La Santa Cena Por El Señor JesúsMargarita garridoÎncă nu există evaluări
- Movilidad Segura para GuayaquilDocument96 paginiMovilidad Segura para GuayaquilGerson Alexis Cepeda FernandezÎncă nu există evaluări
- Recensión Derecho MarítimoDocument10 paginiRecensión Derecho MarítimoAnonymous ziOgWkyÎncă nu există evaluări