S-ar putea să vă placă și
- GEOEMTRADocument2 paginiGEOEMTRAIsa GarayÎncă nu există evaluări
- Examen Conjuntos Emanuel y DiegoDocument2 paginiExamen Conjuntos Emanuel y DiegoIsa GarayÎncă nu există evaluări
- G6 Mat U2 Est WebDocument60 paginiG6 Mat U2 Est Webolga leonor oviedo aguilar100% (1)
- Taaller Ingles 1er PeriodoDocument3 paginiTaaller Ingles 1er PeriodoIsa GarayÎncă nu există evaluări
- Compresion LectoraDocument5 paginiCompresion LectoraIsa GarayÎncă nu există evaluări
- Qué Estudia El Análisis Combinatorio para Primer Grado de SecundariaDocument3 paginiQué Estudia El Análisis Combinatorio para Primer Grado de SecundariaIsa Garay100% (1)
- La Adicion y Sus Propiedades para Tercero de PrimariaDocument6 paginiLa Adicion y Sus Propiedades para Tercero de PrimariaIsa GarayÎncă nu există evaluări
- Terminos de La Division para Segundo de PrimariaDocument7 paginiTerminos de La Division para Segundo de PrimariaIsa GarayÎncă nu există evaluări
- Números Romanos 4 GRADODocument4 paginiNúmeros Romanos 4 GRADOIsa Garay100% (6)
- Division Entre Dos Cifras para Tercero de PrimariaDocument6 paginiDivision Entre Dos Cifras para Tercero de PrimariaIsa GarayÎncă nu există evaluări
- LA FÁBULA DiapoDocument12 paginiLA FÁBULA DiapoIsa Garay100% (3)
- Clase de Ingles Apariencia FisicaDocument3 paginiClase de Ingles Apariencia FisicaIsa GarayÎncă nu există evaluări
- La Silaba Según El Acento para Tercero de PrimariaDocument7 paginiLa Silaba Según El Acento para Tercero de PrimariaIsa GarayÎncă nu există evaluări
- Taller Combinaciones Grado 4Document1 paginăTaller Combinaciones Grado 4Isa Garay100% (1)
- Galeria FiltranteDocument119 paginiGaleria FiltranteElias JuniorÎncă nu există evaluări
- Capítulo 0 Reglas Del Pulgar: Resumen: Walas, 1988Document8 paginiCapítulo 0 Reglas Del Pulgar: Resumen: Walas, 1988Francisco MartinezÎncă nu există evaluări
- Determinación Del Contenido de Sales Solubles de Los SuelosDocument17 paginiDeterminación Del Contenido de Sales Solubles de Los SuelosDarwinJCÎncă nu există evaluări
- FiltroDocument4 paginiFiltroDianaÎncă nu există evaluări
- Glosario General de Términos QuimicosDocument15 paginiGlosario General de Términos QuimicosTRIGOSO SANCHEZ NORVINÎncă nu există evaluări
- Refinado AceitesDocument47 paginiRefinado Aceiteslucio0203100% (2)
- 05 EsterilizacionDocument56 pagini05 EsterilizacionNancy Vanesa Ramos HuallpaÎncă nu există evaluări
- Aditivos Mi SwacoDocument12 paginiAditivos Mi SwacoGabriel Esteban Tapia100% (1)
- El Separador de SentinaDocument8 paginiEl Separador de SentinaJesus MartinezÎncă nu există evaluări
- 1364iv 161018074923 PDFDocument14 pagini1364iv 161018074923 PDFAlex PakitoÎncă nu există evaluări
- Articulo DETERMINACIÓN FISICOQUÍMICA Y BACTERIOLÓGICA DEL AGUA EN LAS ETAPAS DE TRATAMIENTO EN PLANTA DE POTABILIZACIÓN.Document9 paginiArticulo DETERMINACIÓN FISICOQUÍMICA Y BACTERIOLÓGICA DEL AGUA EN LAS ETAPAS DE TRATAMIENTO EN PLANTA DE POTABILIZACIÓN.Nikolas Barreto VanegasÎncă nu există evaluări
- Curso Control de Solidos - Pride ColombiaDocument232 paginiCurso Control de Solidos - Pride ColombiaAngela CarreraÎncă nu există evaluări
- Flujometro PDFDocument9 paginiFlujometro PDFJorge Luis Castañeda MezaÎncă nu există evaluări
- LegislaciónDocument1.016 paginiLegislaciónDiego Silva MÎncă nu există evaluări
- Practica 5 Quimica Lab Final 2 PDFDocument12 paginiPractica 5 Quimica Lab Final 2 PDFJuliana Arroyo TorresÎncă nu există evaluări
- APUNTES DE LODOS - DHV - Tema 10 PDFDocument25 paginiAPUNTES DE LODOS - DHV - Tema 10 PDFalejlccÎncă nu există evaluări
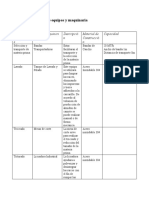
- Maquinaria y EquipoDocument13 paginiMaquinaria y EquipoClaritaÎncă nu există evaluări
- Introduccion Perma ZymeDocument15 paginiIntroduccion Perma Zymetello60680% (1)
- Desinfeccion and SanitizacionDocument243 paginiDesinfeccion and Sanitizacionmarine2006Încă nu există evaluări
- Guia de Laboratorio Mb312Document72 paginiGuia de Laboratorio Mb312Deyvis Villegas0% (1)
- Equipos para La Extraccion de Almidon de Camote.Document3 paginiEquipos para La Extraccion de Almidon de Camote.bryan navarreteÎncă nu există evaluări
- Como Hacer TepacheDocument2 paginiComo Hacer TepacheMubara KidÎncă nu există evaluări
- Estimulacionesde Pozos Petroleros ProduccionDocument4 paginiEstimulacionesde Pozos Petroleros ProduccionMary AramayoÎncă nu există evaluări
- Contaminaciones A Los Fluidos de PerforacionDocument5 paginiContaminaciones A Los Fluidos de PerforacionemmanuelÎncă nu există evaluări
- Física, Proyecto Final.Document10 paginiFísica, Proyecto Final.Díaz González Ivette TonantzinÎncă nu există evaluări
- Filtracion y ClarificacionDocument1 paginăFiltracion y ClarificacionKarinaEstefanyRoqueÎncă nu există evaluări
- Manual FKPDocument44 paginiManual FKPEva ZaensÎncă nu există evaluări
- Diseño Filtro Lento-Golac - ColcamarDocument9 paginiDiseño Filtro Lento-Golac - ColcamarCarmen Pichardo HuachupomaÎncă nu există evaluări
- 8 Mollendo 06 - Filtros RapidosDocument11 pagini8 Mollendo 06 - Filtros RapidosOsmanVladimirDiazDiazÎncă nu există evaluări
- Diagnóstico de Fallo Sistema Fap PsaDocument27 paginiDiagnóstico de Fallo Sistema Fap PsaELECTROSERVIAUTO RH100% (1)