S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Technical Notes On Duplex SSDocument22 paginiTechnical Notes On Duplex SSBhyrappaÎncă nu există evaluări
- Information Folder LUCCON PDFDocument9 paginiInformation Folder LUCCON PDFASHOKKUMAR EÎncă nu există evaluări
- Introduction to Catalysis LectureDocument22 paginiIntroduction to Catalysis LectureVhyiitrii Shanqk Peñjhaqa Haatii100% (1)
- Ch15 Differential Momentum BalanceDocument20 paginiCh15 Differential Momentum Balance89kkÎncă nu există evaluări
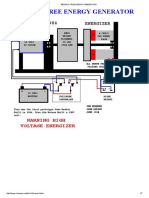
- Bedini's Free Energy Generator PDFDocument7 paginiBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Curtain Wall System From Technal - Geode-BrochureDocument38 paginiCurtain Wall System From Technal - Geode-BrochurebatteekhÎncă nu există evaluări
- The Law of OneDocument745 paginiThe Law of OneSuprakash100% (18)
- Bleeding of ConcreteDocument3 paginiBleeding of ConcreteAÎncă nu există evaluări
- Galloway 1989 Genetic Stratigraphic Sequence Basin Analysis IDocument18 paginiGalloway 1989 Genetic Stratigraphic Sequence Basin Analysis IMitreÎncă nu există evaluări
- Interference PatternsDocument8 paginiInterference PatternsAsa mathewÎncă nu există evaluări
- SRS 413Document158 paginiSRS 413edderguiÎncă nu există evaluări
- Submodular Set Function - WikipediaDocument5 paginiSubmodular Set Function - WikipedianmahsevÎncă nu există evaluări
- Worksheet On Quantum NumbersDocument2 paginiWorksheet On Quantum NumbersJannah Mae IsioÎncă nu există evaluări
- Analysis of The Tablet Coating ProcessDocument17 paginiAnalysis of The Tablet Coating Processشروق سعد الدينÎncă nu există evaluări
- Molykote Greases For Subsea ApplicationsDocument1 paginăMolykote Greases For Subsea ApplicationsProject Sales CorpÎncă nu există evaluări
- Notesch # 18Document11 paginiNotesch # 18ZeeshanMahdiÎncă nu există evaluări
- Basic Hazen Williams FormulaDocument28 paginiBasic Hazen Williams FormulaDhimas IriantoÎncă nu există evaluări
- Pages From Cinematography-Theory and PracticeDocument74 paginiPages From Cinematography-Theory and PracticeSalazar SliterinÎncă nu există evaluări
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsDocument10 paginiChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiÎncă nu există evaluări
- How To Mathematics Organize Patterns in The World?Document3 paginiHow To Mathematics Organize Patterns in The World?johnmartin sabiliÎncă nu există evaluări
- Radar PlottingDocument23 paginiRadar Plottingthugsdei100% (2)
- Maths IA IntroDocument20 paginiMaths IA Introshakthi aravinthÎncă nu există evaluări
- Art AnalysisDocument3 paginiArt AnalysisCheeny VelascoÎncă nu există evaluări
- Heat and Temperature Unit3 - T4 - T6 PDFDocument28 paginiHeat and Temperature Unit3 - T4 - T6 PDFhiren_mistry55Încă nu există evaluări
- RCE2018 math and geometry problems solutions under 40 charactersDocument1 paginăRCE2018 math and geometry problems solutions under 40 charactersArwin VillegasÎncă nu există evaluări
- Filter Vessel Calculations Per As Me Viii 1Document40 paginiFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2Încă nu există evaluări
- Instructivo Luxometro Steren Her-410 PDFDocument12 paginiInstructivo Luxometro Steren Her-410 PDFLuis CárdenasÎncă nu există evaluări
- ZDocument265 paginiZAdal ContrerasÎncă nu există evaluări