S-ar putea să vă placă și
- Procedimiento de DESFILE, TENDIDO, DOBLADO Y ALINEADO DE LA TUBERÍA BRICKMANDocument2 paginiProcedimiento de DESFILE, TENDIDO, DOBLADO Y ALINEADO DE LA TUBERÍA BRICKMANMiguel ArduzÎncă nu există evaluări
- Trampa de Chanchos para OleoductoDocument12 paginiTrampa de Chanchos para Oleoductoliliana100% (1)
- Pec-Pr-5-0-1 (Curvado de Tuberia)Document4 paginiPec-Pr-5-0-1 (Curvado de Tuberia)Carlin BabuchasÎncă nu există evaluări
- Índice Data Book PrmsDocument3 paginiÍndice Data Book Prmsluis_d_mÎncă nu există evaluări
- Mp-Op-It-04-005 Prueba HidraulicaDocument10 paginiMp-Op-It-04-005 Prueba HidraulicaSergio QuagliarielloÎncă nu există evaluări
- Puentes de RegulacionDocument3 paginiPuentes de RegulacionLuis Enrique Corrales OportoÎncă nu există evaluări
- Especificaciones Tecnicas PRM OficialDocument24 paginiEspecificaciones Tecnicas PRM OficialHenry PorcoÎncă nu există evaluări
- 539 OM 15 Prueba Hidrostática PrefabricadosDocument10 pagini539 OM 15 Prueba Hidrostática PrefabricadosMario Avalos SalazarÎncă nu există evaluări
- PASAJE PIG Placa CalibradoraDocument1 paginăPASAJE PIG Placa CalibradoraFederico FunesÎncă nu există evaluări
- Placa Calibradora de DuctosDocument1 paginăPlaca Calibradora de DuctosNestor AmachuyÎncă nu există evaluări
- Redes de Gas en El Sector IndustrialDocument39 paginiRedes de Gas en El Sector Industrialceflorez100% (1)
- Evaluación de La CorrosiónDocument16 paginiEvaluación de La Corrosiónluis_d_mÎncă nu există evaluări
- Estacion Taquiperenda 1Document9 paginiEstacion Taquiperenda 1Jesus100% (1)
- EQA - Valvula de Bloqueo PDFDocument3 paginiEQA - Valvula de Bloqueo PDFCesar GsponerÎncă nu există evaluări
- Asme.b31g.1991 Traducida EspañolDocument15 paginiAsme.b31g.1991 Traducida EspañolMaryelinMarcanoDeFariasÎncă nu există evaluări
- RED DE GASODUCTOS BOLIVIA PracticaDocument12 paginiRED DE GASODUCTOS BOLIVIA PracticaMichell Alexis Valdenassi MercadoÎncă nu există evaluări
- Seleccion de Sistemas de Filtracion en City Gate PDFDocument84 paginiSeleccion de Sistemas de Filtracion en City Gate PDFJuan CarlosÎncă nu există evaluări
- Construccion de DuctosDocument13 paginiConstruccion de DuctosFranklin Argandoña Pérez0% (1)
- Drenaje de Los Tanques de CombustibleDocument3 paginiDrenaje de Los Tanques de CombustibleElkin Gonzalez D100% (1)
- Catalogo TosinDocument21 paginiCatalogo TosinFredyArdila100% (1)
- Deteccion de Fallas de Recubrimiento de Tuberia Con Detector HollidayDocument6 paginiDeteccion de Fallas de Recubrimiento de Tuberia Con Detector HollidayLuis Manuel GonzálezÎncă nu există evaluări
- Procedimiento Puesta en MarchaDocument8 paginiProcedimiento Puesta en MarchaCharly D WhiteÎncă nu există evaluări
- PROCEDIMIENTO DE ObturadorDocument18 paginiPROCEDIMIENTO DE ObturadorANGELA GALINDEZÎncă nu există evaluări
- Procedimiento de RevestimientoDocument3 paginiProcedimiento de RevestimientoLennyÎncă nu există evaluări
- PROCEDIMIENTO HOT TAP YpfbDocument3 paginiPROCEDIMIENTO HOT TAP YpfbMarco A Velasco100% (1)
- 019 - 17 A Propuesta Ampliaciones Puente de Gas Natural Jacha IntiDocument2 pagini019 - 17 A Propuesta Ampliaciones Puente de Gas Natural Jacha IntiCoco GalindoÎncă nu există evaluări
- Evaluacion de Tuberia Por b31gDocument98 paginiEvaluacion de Tuberia Por b31gFrancisco GarcíaÎncă nu există evaluări
- Tema 3Document113 paginiTema 3Raúl Fernández100% (1)
- Puentes de Regulacion y Medición. NINOSKATARIFADAZA.Document16 paginiPuentes de Regulacion y Medición. NINOSKATARIFADAZA.Benigno Chambilla100% (1)
- Procedimiento de Prueba Hidrostatica para PrefabricadosDocument5 paginiProcedimiento de Prueba Hidrostatica para PrefabricadosLennyÎncă nu există evaluări
- API5LDocument14 paginiAPI5LAlvaro JhovannyÎncă nu există evaluări
- Transferencia de CustodiaDocument24 paginiTransferencia de CustodiaLauden BenavidesÎncă nu există evaluări
- Diseño de Redes de Gas PDFDocument397 paginiDiseño de Redes de Gas PDFarturoÎncă nu există evaluări
- ManguitoDocument7 paginiManguitoAlejandro GonzálezÎncă nu există evaluări
- Verificacion de Normativa Aplicable A PipingDocument18 paginiVerificacion de Normativa Aplicable A PipingRimer CastellonÎncă nu există evaluări
- Polly PigDocument6 paginiPolly Pigriki987654321Încă nu există evaluări
- Proc Medic Potenciales On OffDocument13 paginiProc Medic Potenciales On OffEdgardo José Tamaronis LeonettÎncă nu există evaluări
- Criterio de Aplicacion Polyken 955 980 Primer 1027 PDFDocument4 paginiCriterio de Aplicacion Polyken 955 980 Primer 1027 PDFOmar VilchezÎncă nu există evaluări
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 paginiProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroÎncă nu există evaluări
- Calculo de DiametrosDocument8 paginiCalculo de DiametrosEdwin Gutierrez LunaÎncă nu există evaluări
- 17 Dibujo IsometricoDocument10 pagini17 Dibujo IsometricoAnonymous ycbydDfVoY100% (2)
- Manteado de TuberiaDocument6 paginiManteado de Tuberiajavier100% (1)
- Parte 1 Rev 7 Conducciones Con Tuberaia de PEDocument35 paginiParte 1 Rev 7 Conducciones Con Tuberaia de PESalvador100% (1)
- Doblado de Tubería Según ASME B31.4Document2 paginiDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Presentacion SDGNDocument38 paginiPresentacion SDGNIsmael CaballeroÎncă nu există evaluări
- Catalogo RadiadoresDocument11 paginiCatalogo RadiadoresEdwin GutierrezÎncă nu există evaluări
- Procedimiento de ManteoDocument7 paginiProcedimiento de ManteoColdPorce BltzrÎncă nu există evaluări
- Trabajo de InvestigacionDocument55 paginiTrabajo de InvestigacionCarla CruzÎncă nu există evaluări
- Diseño de Puentes de Regulacion y MedicionDocument16 paginiDiseño de Puentes de Regulacion y MedicionSoraya Viza50% (4)
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDocument33 paginiSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- Procedimiento Corrida de Polypig en Línea de 12 TERPEL JMCDocument6 paginiProcedimiento Corrida de Polypig en Línea de 12 TERPEL JMCangelmao8090100% (2)
- Tema 4 Sistema Plunger Lifth PDFDocument52 paginiTema 4 Sistema Plunger Lifth PDFISIDRO MirandaÎncă nu există evaluări
- Inp PR 005 Líquido PenetranteDocument9 paginiInp PR 005 Líquido PenetranteJuan Carlos Chambilla RiveraÎncă nu există evaluări
- PDF Pet01sp01 Desbroce de Maleza CompressDocument5 paginiPDF Pet01sp01 Desbroce de Maleza CompressoscarÎncă nu există evaluări
- SAIS - OP - 02 - VS18 - Pozo - SF218 - 06 - MAR - 2023Document1 paginăSAIS - OP - 02 - VS18 - Pozo - SF218 - 06 - MAR - 2023Ivan Ricardo CarballoÎncă nu există evaluări
- Especificaciones Tecnicas de Fabricación Tanque EmpernadoDocument20 paginiEspecificaciones Tecnicas de Fabricación Tanque EmpernadoKilo Asael50% (2)
- File 10 35 4 208 8638363955000165 1605101042420Document2 paginiFile 10 35 4 208 8638363955000165 1605101042420Sergio MoralesÎncă nu există evaluări
- Pet-166-218 Limpieza y Prueba de Estanqueidad A Tanques de Almacenamiento de CombustibleDocument12 paginiPet-166-218 Limpieza y Prueba de Estanqueidad A Tanques de Almacenamiento de CombustibleAriel GraztÎncă nu există evaluări
- JEF-SSOMA-F-010 - Inspeccion de Balon de Gas - XLSX 2022Document2 paginiJEF-SSOMA-F-010 - Inspeccion de Balon de Gas - XLSX 2022Edson CarrilloÎncă nu există evaluări
- Cambio Turno Transversal Aptec 04-11-22Document16 paginiCambio Turno Transversal Aptec 04-11-22mitchellÎncă nu există evaluări
- P-Sp-Mec-08 Procedimiento de PinturaDocument9 paginiP-Sp-Mec-08 Procedimiento de PinturaCarlos Kcho AsportÎncă nu există evaluări
- P-Sp-Mec-05 Procedimiento de Preparacion de SuperficieDocument5 paginiP-Sp-Mec-05 Procedimiento de Preparacion de SuperficieCarlos Kcho AsportÎncă nu există evaluări
- R-SP-MEC-06A Pintura AnticorrosivaDocument1 paginăR-SP-MEC-06A Pintura AnticorrosivaCarlos Kcho AsportÎncă nu există evaluări
- P-Sp-Mec-01 - Distribucion y Desfile de TuberiasDocument8 paginiP-Sp-Mec-01 - Distribucion y Desfile de TuberiasCarlos Kcho AsportÎncă nu există evaluări
- P-Sp-Civ-03 - Excavación de ZanjaDocument7 paginiP-Sp-Civ-03 - Excavación de ZanjaCarlos Kcho AsportÎncă nu există evaluări
- P-Sp-Mec-10 - Tendido de TuberiaDocument8 paginiP-Sp-Mec-10 - Tendido de TuberiaCarlos Kcho AsportÎncă nu există evaluări
- R-SP-GES-02B Fotografico Instalacion de FaenasDocument1 paginăR-SP-GES-02B Fotografico Instalacion de FaenasCarlos Kcho AsportÎncă nu există evaluări
- R-Sp-Mec-05b Preparacion de SuperficieDocument1 paginăR-Sp-Mec-05b Preparacion de SuperficieCarlos Kcho AsportÎncă nu există evaluări
- IDC-01 y Planilla de Consumo - RENUARDDocument16 paginiIDC-01 y Planilla de Consumo - RENUARDCarlos Kcho AsportÎncă nu există evaluări
- Memoria de CálculoDocument5 paginiMemoria de CálculoCarlos Kcho AsportÎncă nu există evaluări
- R-SP-GES-02A Inspección de Campamento y ObradorDocument2 paginiR-SP-GES-02A Inspección de Campamento y ObradorCarlos Kcho AsportÎncă nu există evaluări
- R-Sp-Mec-05a Preparacion de SuperficieDocument1 paginăR-Sp-Mec-05a Preparacion de SuperficieCarlos Kcho AsportÎncă nu există evaluări
- Data Sheet Reguladores 627 FisherDocument8 paginiData Sheet Reguladores 627 FisherCarlos Kcho AsportÎncă nu există evaluări
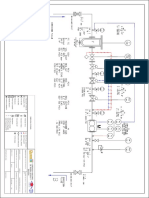
- PRM PidDocument1 paginăPRM PidCarlos Kcho AsportÎncă nu există evaluări
- Certificacion Tuberia 2Document1 paginăCertificacion Tuberia 2Carlos Kcho AsportÎncă nu există evaluări
- Memoria Descriptiva (Copia en Conflicto de Marco Rojas 2021-02-17 1)Document23 paginiMemoria Descriptiva (Copia en Conflicto de Marco Rojas 2021-02-17 1)Carlos Kcho AsportÎncă nu există evaluări
- Valvula 3190Document9 paginiValvula 3190FidelÎncă nu există evaluări
- Regulador de Media Presión PDFDocument76 paginiRegulador de Media Presión PDFandrvacaÎncă nu există evaluări
- Ultrasonido Industrial - AdDocument38 paginiUltrasonido Industrial - AdLen Martínez Pavetti100% (1)
- Installation Guide 627 627r 627m 627mr 627h 627hm 627lb Fisher Es 138780Document4 paginiInstallation Guide 627 627r 627m 627mr 627h 627hm 627lb Fisher Es 138780Jose Luis Cordova ArnezÎncă nu există evaluări
- Catalogo Virtual FPLDocument80 paginiCatalogo Virtual FPLCarlos Kcho AsportÎncă nu există evaluări
- Camara 1Document1 paginăCamara 1Carlos Kcho AsportÎncă nu există evaluări
- Bridas Ciegas Tipo 8Document4 paginiBridas Ciegas Tipo 8Carlos Kcho AsportÎncă nu există evaluări
- Trabajo de CorrosionDocument38 paginiTrabajo de CorrosionCessare25100% (2)
- P-sp-260716 - Abandono o Retiro de TuberiaDocument9 paginiP-sp-260716 - Abandono o Retiro de TuberiaCarlos Kcho AsportÎncă nu există evaluări
- P-sp-110716 - Aplicacion de Mantas TermocontraiblesDocument7 paginiP-sp-110716 - Aplicacion de Mantas TermocontraiblesCarlos Kcho AsportÎncă nu există evaluări
- Informe SifonDocument8 paginiInforme SifonCesar Alberto Pacheco CondorÎncă nu există evaluări
- Texto - Tema 2 PDFDocument54 paginiTexto - Tema 2 PDFBoltzmann StefanÎncă nu există evaluări
- Analisis de Precios Unitarios SanitariaDocument6 paginiAnalisis de Precios Unitarios SanitariaGladisCoronelÎncă nu există evaluări
- Motores Combustion Interna MonografiaDocument19 paginiMotores Combustion Interna MonografiaEdson LeonardoÎncă nu există evaluări
- BombasDocument61 paginiBombaszzAndreszzÎncă nu există evaluări
- Motor SincronoDocument25 paginiMotor SincronoHenry HuarsoccaÎncă nu există evaluări
- La No Invariancia de Las Ecuaciones de Maxwell Bajo Transformaciones de GalileoDocument14 paginiLa No Invariancia de Las Ecuaciones de Maxwell Bajo Transformaciones de GalileoTomás CampoÎncă nu există evaluări
- Flexion PuraDocument25 paginiFlexion PuraWilmer Ninahuanca Espinoza100% (1)
- Apuntes de Mecatrónica-Miguel Grassi - Parte 1Document8 paginiApuntes de Mecatrónica-Miguel Grassi - Parte 1Ceci_SunshineÎncă nu există evaluări
- Informe Laboratorio Torricelli 1Document5 paginiInforme Laboratorio Torricelli 1Viank AdriÎncă nu există evaluări
- Polipastos - DinàmicaDocument2 paginiPolipastos - DinàmicaFabián VargasÎncă nu există evaluări
- Informe de Cimentaciones N2Document5 paginiInforme de Cimentaciones N2Jefferson Coronado NeyraÎncă nu există evaluări
- Examen Parcial 2021 - 2 Vasquez PopolicioDocument4 paginiExamen Parcial 2021 - 2 Vasquez PopolicioDennis Ricopa Vasquez100% (1)
- CinemticaDocument26 paginiCinemticaBetzi BrigitteÎncă nu există evaluări
- Volantes de InerciaDocument4 paginiVolantes de Inerciawylly0034Încă nu există evaluări
- P X FISICA-AFULDocument38 paginiP X FISICA-AFULJaviier Montalvo AcostaÎncă nu există evaluări
- Capitulo 10 Sección 07 Cojinetes y SellosDocument12 paginiCapitulo 10 Sección 07 Cojinetes y SellosJosue Fernandez MarquezÎncă nu există evaluări
- Frenos Regenerativos Del Vehículo Hibrido Toyota PRIUSDocument66 paginiFrenos Regenerativos Del Vehículo Hibrido Toyota PRIUSORGEX TMÎncă nu există evaluări
- Equipo Suministro Agua TFT Monitores BlitzfireDocument12 paginiEquipo Suministro Agua TFT Monitores BlitzfireDAVE RODCALÎncă nu există evaluări
- Práctica Domiciliaria 01Document4 paginiPráctica Domiciliaria 01Alexis Mariano R SantillanÎncă nu există evaluări
- Turbinas PemexDocument94 paginiTurbinas PemexDavid Perez0% (1)
- Equipos de Sorcion y BurbujeoDocument12 paginiEquipos de Sorcion y BurbujeoborysÎncă nu există evaluări
- Exfis100,2ex, TrabajoDocument3 paginiExfis100,2ex, TrabajoDavid CalderonÎncă nu există evaluări
- Plantilla para EncabezadoDocument1 paginăPlantilla para EncabezadoSamantha Villa OtavaloÎncă nu există evaluări
- ARAD Especificaciones Técnicas-EspañolDocument6 paginiARAD Especificaciones Técnicas-EspañolJorge PiedraÎncă nu există evaluări
- IV Bim - 4to. Año - Guía 2 - Estado Gaseoso - Ecuac. UniversDocument4 paginiIV Bim - 4to. Año - Guía 2 - Estado Gaseoso - Ecuac. UniversjeanÎncă nu există evaluări
- Especificaciones Tecnicas CarretillasDocument8 paginiEspecificaciones Tecnicas CarretillasAlex PérezÎncă nu există evaluări
- Acta de ConformidadDocument3 paginiActa de ConformidadLuis AliagaÎncă nu există evaluări
- Guia 7 PDFDocument6 paginiGuia 7 PDFCamila CarvalloÎncă nu există evaluări
- Procedimiento Instalacion BECDocument45 paginiProcedimiento Instalacion BECLuisSossaÎncă nu există evaluări