S-ar putea să vă placă și
- Balanceo de Linea-Aro PaolaDocument7 paginiBalanceo de Linea-Aro PaolaPaola Nair AroÎncă nu există evaluări
- Problema de Producción e InventarioDocument2 paginiProblema de Producción e InventarioBel CVÎncă nu există evaluări
- Diseño Experimentos KVC Pollos A La Canasta Victor ValdiviaDocument23 paginiDiseño Experimentos KVC Pollos A La Canasta Victor ValdiviaVictor Dg ValdiviaÎncă nu există evaluări
- Practica - 10 - 3Document2 paginiPractica - 10 - 3laura condeÎncă nu există evaluări
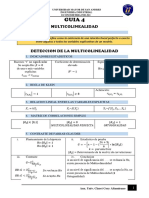
- Guia 4Document5 paginiGuia 4Marco AndréeÎncă nu există evaluări
- Guia 5 SolucionarioDocument3 paginiGuia 5 SolucionarioMarco AndréeÎncă nu există evaluări
- 1.OU-Variables de Proceso-2020Document43 pagini1.OU-Variables de Proceso-2020Cristian Salas CapizoÎncă nu există evaluări
- 4 Enlatado de Alimentos (Reparado)Document82 pagini4 Enlatado de Alimentos (Reparado)eslaiter kenyu manyari mallmaÎncă nu există evaluări
- Nuevas tendencias en caracterización sensorial de alimentosDocument30 paginiNuevas tendencias en caracterización sensorial de alimentosRaquel Ortíz MejíaÎncă nu există evaluări
- 4.1 - DEPOSITO. Módulo BaseDocument15 pagini4.1 - DEPOSITO. Módulo BaseYoel Montañez SilvaÎncă nu există evaluări
- Guia de Prac LacteosDocument76 paginiGuia de Prac LacteosJuan C CoaquiraÎncă nu există evaluări
- Proyecto SELECAFÉ PDFDocument77 paginiProyecto SELECAFÉ PDFsahara apraezÎncă nu există evaluări
- 2 Laboratorio EsbeltaDocument8 pagini2 Laboratorio EsbeltafranzÎncă nu există evaluări
- DIAGRAMA DE OPERACION DE MANGO CONGELADO, DIST. DE MAQUINA EN UNA PLANTA (Criticidad) MEJORAMIENTO CONTINUO, HACCP, POE (PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS)Document1 paginăDIAGRAMA DE OPERACION DE MANGO CONGELADO, DIST. DE MAQUINA EN UNA PLANTA (Criticidad) MEJORAMIENTO CONTINUO, HACCP, POE (PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS)Edgard L. Palomino Muñoz100% (1)
- HACCP Queso - Grupo 2Document71 paginiHACCP Queso - Grupo 2GABRIEL XAVIER ESPINOZA SANTELICESÎncă nu există evaluări
- Sistemas de Producción Ford y ToyotaDocument3 paginiSistemas de Producción Ford y ToyotaLuis LemaÎncă nu există evaluări
- Diseño de Experimentos Usando MinitabDocument36 paginiDiseño de Experimentos Usando MinitabAllen Steven SegoviaÎncă nu există evaluări
- Dialnet-Estimacion Del Tiempo de Vida Util de Pan de Molde Con Incorp-6171207Document7 paginiDialnet-Estimacion Del Tiempo de Vida Util de Pan de Molde Con Incorp-6171207JhasanJoelPariJaphÎncă nu există evaluări
- Método Kjeldahl para determinar proteínas totalesDocument24 paginiMétodo Kjeldahl para determinar proteínas totalesDenis Dante Corilla FloresÎncă nu există evaluări
- Practica-N 02Document9 paginiPractica-N 02Nilson HornaÎncă nu există evaluări
- Ecuacion Virial de EstadoDocument2 paginiEcuacion Virial de EstadoAllen Steven SegoviaÎncă nu există evaluări
- Practina N°1. Sistema de Generación de FríoDocument23 paginiPractina N°1. Sistema de Generación de FríoLiliana Llaure HuingoÎncă nu există evaluări
- Taller Nº1 - Conceptos Básicos Higiénico Sanitarios PA2 II 2019Document26 paginiTaller Nº1 - Conceptos Básicos Higiénico Sanitarios PA2 II 2019Eyisela Elisabeth Pinchao CalderónÎncă nu există evaluări
- Válvulas de EstrangulamientoDocument2 paginiVálvulas de EstrangulamientoALEJANDRAROCABADOÎncă nu există evaluări
- Informe Grupo Alfa Flujo de Una PiezaDocument10 paginiInforme Grupo Alfa Flujo de Una PiezaKellyCamachoÎncă nu există evaluări
- Tutorial Analisis de SensibilidadDocument12 paginiTutorial Analisis de SensibilidadArturo Ceh Sabido100% (1)
- Plan HACCP elaboración chorizo y queso frescoDocument45 paginiPlan HACCP elaboración chorizo y queso frescoClaret CoryÎncă nu există evaluări
- Practica - 10Document3 paginiPractica - 10laura condeÎncă nu există evaluări
- Trabajo Nº1 Teoria (Método de Ball) NUTRIENTESDocument19 paginiTrabajo Nº1 Teoria (Método de Ball) NUTRIENTESVictor ManuelÎncă nu există evaluări
- Planilla de Evaluacion SensorialDocument3 paginiPlanilla de Evaluacion SensorialkevinÎncă nu există evaluări
- Laboratorio 1 - VSM y Kaizen BlitzDocument1 paginăLaboratorio 1 - VSM y Kaizen BlitzCelesteCondoriCastroÎncă nu există evaluări
- Secado Por AspersionDocument10 paginiSecado Por AspersionMinisterio Iluminando GeneracionesÎncă nu există evaluări
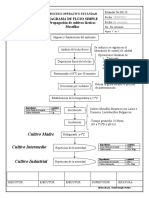
- Diagrama de Flujo Simple de Propagacion de Cultivos MesofilosDocument1 paginăDiagrama de Flujo Simple de Propagacion de Cultivos MesofilosDiego fernando Cordoba muñoz100% (1)
- Ficha Tecnica Aquipet API 15Document1 paginăFicha Tecnica Aquipet API 15caensimaÎncă nu există evaluări
- Factores Cartas de Control PDFDocument1 paginăFactores Cartas de Control PDFJhoselin Zarela Zegarra PonteÎncă nu există evaluări
- Control de Calidad-EjerciciosDocument20 paginiControl de Calidad-EjercicioserickÎncă nu există evaluări
- "Material de Laboratorio de Quimica Analitica" PDFDocument10 pagini"Material de Laboratorio de Quimica Analitica" PDFIvonne Morales GonzalezÎncă nu există evaluări
- Qué Es y para Qué Sirve El Huevo en PolvoDocument10 paginiQué Es y para Qué Sirve El Huevo en PolvoIker layoneth GarcíaÎncă nu există evaluări
- Manual de Calidad Del SGC PDFDocument47 paginiManual de Calidad Del SGC PDFGrm Rodriguez MontufarÎncă nu există evaluări
- Bandejas Biodegradables A Base de Almidon de Yuca Mezclado Con Residuos Agroindustriales - En.esDocument35 paginiBandejas Biodegradables A Base de Almidon de Yuca Mezclado Con Residuos Agroindustriales - En.esAnghela MirellaÎncă nu există evaluări
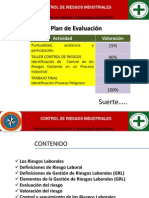
- Control Riesgos IndustrialesDocument39 paginiControl Riesgos IndustrialesDilia Romero Fernandez100% (1)
- Laboratorio de Medicion de DesempeñoDocument14 paginiLaboratorio de Medicion de DesempeñoAndrea Rosa Herrera GilÎncă nu există evaluări
- NP Efp 37 PDFDocument2 paginiNP Efp 37 PDFmiguelonsipÎncă nu există evaluări
- Balance PDFDocument41 paginiBalance PDFSchelsy JaraÎncă nu există evaluări
- Envasadora de Trigo - MAC-IIDocument7 paginiEnvasadora de Trigo - MAC-IIJosé Antonio Velásquez CostaÎncă nu există evaluări
- Spa Dental: Análisis de viabilidad y desafíosDocument6 paginiSpa Dental: Análisis de viabilidad y desafíosVale SantizoÎncă nu există evaluări
- Resolucion de Ejercicios - Operaciones Unitarias Iii - B Medio CicloDocument4 paginiResolucion de Ejercicios - Operaciones Unitarias Iii - B Medio CicloLuis MaciasÎncă nu există evaluări
- Paradigmas, Solis, Yauri, Tito, AvellanedaDocument8 paginiParadigmas, Solis, Yauri, Tito, AvellanedaTito HuillcaÎncă nu există evaluări
- Comparacion de MediasDocument16 paginiComparacion de MediasAugusto Cajigas RomanÎncă nu există evaluări
- Propiedades TermofisicasDocument24 paginiPropiedades TermofisicasFiorella V.100% (1)
- Corregido Anova PanDocument39 paginiCorregido Anova PanGilmar Josef Medina SilvaÎncă nu există evaluări
- Diseño Box BehnkenDocument13 paginiDiseño Box BehnkenVladimiro Ibañez QuispeÎncă nu există evaluări
- Ficha Tecnica de Clavo de Olor Jose Luis BustilloDocument6 paginiFicha Tecnica de Clavo de Olor Jose Luis BustilloJose Luis Bustillo100% (1)
- Capacitacion Generalidades BPM y HACCPDocument30 paginiCapacitacion Generalidades BPM y HACCPANYELO RODRIGUEZ ORTEGAÎncă nu există evaluări
- Harina de AnchovetaDocument16 paginiHarina de AnchovetaDiego AcuñaÎncă nu există evaluări
- Sga Josymar PDFDocument138 paginiSga Josymar PDFLisseth MilagrosÎncă nu există evaluări
- Granos Andinos - Minagri - MjimDocument10 paginiGranos Andinos - Minagri - MjimMartín José Iglesias MalatestaÎncă nu există evaluări
- Métodos Estabilidad DeespumasDocument9 paginiMétodos Estabilidad DeespumasEduardo Peña MelendezÎncă nu există evaluări
- Trabajo Control EstadisticoDocument16 paginiTrabajo Control EstadisticoElena VargasÎncă nu există evaluări
- Practica Control X RDocument6 paginiPractica Control X REmiliano Lozano BuenrrostroÎncă nu există evaluări
- 1S-2014 Examen Segundo Parcial Teoria EconomicaDocument11 pagini1S-2014 Examen Segundo Parcial Teoria EconomicaantawaraÎncă nu există evaluări
- $RF7CIJ1Document2 pagini$RF7CIJ1antawaraÎncă nu există evaluări
- $RH1NLC4Document1 pagină$RH1NLC4antawaraÎncă nu există evaluări
- Jose Luis Quispe MDocument3 paginiJose Luis Quispe MantawaraÎncă nu există evaluări
- Laboratorio 2Document18 paginiLaboratorio 2Evelyn GiselÎncă nu există evaluări
- FranquiciaDocument7 paginiFranquiciaantawaraÎncă nu există evaluări
- El taladro: tipos, accesorios y normas de seguridadDocument7 paginiEl taladro: tipos, accesorios y normas de seguridadantawaraÎncă nu există evaluări
- 1 2015Document1 pagină1 2015Jorge Laura GutierrezÎncă nu există evaluări
- 1S-2014 Examen Segundo Parcial Teoria EconomicaDocument11 pagini1S-2014 Examen Segundo Parcial Teoria EconomicaantawaraÎncă nu există evaluări
- Dos ComponentesDocument5 paginiDos ComponentesantawaraÎncă nu există evaluări
- 1 2015Document1 pagină1 2015Jorge Laura GutierrezÎncă nu există evaluări
- Informe Final Plan Terapeútico - Fuentes Ipanaqué Humberto CarlosDocument9 paginiInforme Final Plan Terapeútico - Fuentes Ipanaqué Humberto CarlosFuentes Ipanaqué UTP PsicologíaPERÚÎncă nu există evaluări
- Ejercicios EBMDocument14 paginiEjercicios EBMAngel EduardoÎncă nu există evaluări
- Lenguaje Planificacion - 5 BasicoDocument75 paginiLenguaje Planificacion - 5 BasicoOrietta RojasÎncă nu există evaluări
- Actividad de Apredizaje 3 Innovación en Procesos ProductivosDocument16 paginiActividad de Apredizaje 3 Innovación en Procesos ProductivossandraÎncă nu există evaluări
- Num17 Art3 BalancehidricoDocument13 paginiNum17 Art3 BalancehidricoMarlon SiriasÎncă nu există evaluări
- Manejo Del Trastorno Negativista Desafiante en Niños Entre 3 A 6 Años de EdadDocument51 paginiManejo Del Trastorno Negativista Desafiante en Niños Entre 3 A 6 Años de EdadNATHALIE JIMENA MERIDA VASQUEZ100% (2)
- Sogelectro Catalogo 2012 2013 08 Barnizado Limpieza PCBDocument14 paginiSogelectro Catalogo 2012 2013 08 Barnizado Limpieza PCBJosé HurtadoÎncă nu există evaluări
- Tarea Numero 2Document7 paginiTarea Numero 2norman DuranÎncă nu există evaluări
- Programa Concep Epistem CyT 2018Document4 paginiPrograma Concep Epistem CyT 2018Sergio Augusto NavarroÎncă nu există evaluări
- Mi jerarquía de valoresDocument3 paginiMi jerarquía de valoresenrique67% (3)
- Sistema de Gestión de Calidad Lotería del CaucaDocument12 paginiSistema de Gestión de Calidad Lotería del CaucaLORENA MARTINEZÎncă nu există evaluări
- Estructura de Las Organizaciones DeportivasDocument4 paginiEstructura de Las Organizaciones DeportivasPedro Galvis RuedaÎncă nu există evaluări
- Migración y Derechos HumanosDocument10 paginiMigración y Derechos HumanosAngeles Ramírez ValdiviaÎncă nu există evaluări
- El Libro Secreto Ruso de Las Razas Extraterrestres - MarcianosDocument37 paginiEl Libro Secreto Ruso de Las Razas Extraterrestres - Marcianosalemassi100% (1)
- Perfil Del Cargo SoldadorDocument2 paginiPerfil Del Cargo SoldadorJennyfer Vivas AriasÎncă nu există evaluări
- Cómo Hacer Una Bomba de Ariete Casera Con Una Botella de Plástico PDFDocument13 paginiCómo Hacer Una Bomba de Ariete Casera Con Una Botella de Plástico PDFramatbellÎncă nu există evaluări
- Formato Places TrabajosDocument3 paginiFormato Places TrabajosAngie Adeli Muñoz70% (10)
- Ekc 347Document12 paginiEkc 347gatoluisÎncă nu există evaluări
- Trabajo Final Diseño de Procesos ProductivosDocument16 paginiTrabajo Final Diseño de Procesos ProductivosHector SanchezÎncă nu există evaluări
- Proyecto Independencia 5toDocument2 paginiProyecto Independencia 5topedro gomezÎncă nu există evaluări
- Calizas propiedadesDocument9 paginiCalizas propiedadesClaudia QuirogaÎncă nu există evaluări
- Prueba 4to Grado 2do PeriodoDocument2 paginiPrueba 4to Grado 2do PeriodoJorgeLuisCastilloSuyonÎncă nu există evaluări
- Método Montecarlo Investigación OperacionesDocument20 paginiMétodo Montecarlo Investigación OperacionesCecilia Puente LeivaÎncă nu există evaluări
- Indicadores de gestión empresariales: definición y objetivosDocument30 paginiIndicadores de gestión empresariales: definición y objetivosivanchothechampeonÎncă nu există evaluări
- Informe Final - PresupuestoDocument12 paginiInforme Final - PresupuestoLIDWIN MITJAEL MATHEUS MIRANDAÎncă nu există evaluări
- Guía de Matemáticas con Sumas, Restas, Multiplicaciones, Divisiones y Operaciones con ParéntesisDocument6 paginiGuía de Matemáticas con Sumas, Restas, Multiplicaciones, Divisiones y Operaciones con ParéntesisGerman Andres Lavin Souter100% (1)
- Tarea 3 Desarrollo Del Aprendizaje y La InteligenciaDocument8 paginiTarea 3 Desarrollo Del Aprendizaje y La Inteligenciajosmar casanovaÎncă nu există evaluări
- Análisis DAFO y estrategiasDocument10 paginiAnálisis DAFO y estrategiaselizaÎncă nu există evaluări
- Acta #1 Ternas Directivas 2021Document8 paginiActa #1 Ternas Directivas 2021Flaka010506Încă nu există evaluări
- Semana 5: Elaboración de Recursos Didácticos para El AprendizajeDocument20 paginiSemana 5: Elaboración de Recursos Didácticos para El AprendizajeFelipe RechargedÎncă nu există evaluări