S-ar putea să vă placă și
- Welding ShopDocument13 paginiWelding ShopAliÎncă nu există evaluări
- Sheet Metal MaterialDocument54 paginiSheet Metal MaterialRoyalmech100% (1)
- Workshop - List of Experements and Its Procedure PDFDocument29 paginiWorkshop - List of Experements and Its Procedure PDFAdhi SheshuÎncă nu există evaluări
- Bench Working and Fitting Shop: (1) Holding DeviceDocument10 paginiBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaÎncă nu există evaluări
- Step and V-FittingDocument11 paginiStep and V-FittingME Rgukt100% (1)
- Welding Notes RTU KotaDocument65 paginiWelding Notes RTU KotaKushagra JainÎncă nu există evaluări
- METALWORKINGDocument23 paginiMETALWORKINGDr Rajamani R - PSGCTÎncă nu există evaluări
- Ch31 Solid-State WeldingDocument28 paginiCh31 Solid-State WeldingNaveen KumarÎncă nu există evaluări
- Experiment - TIGDocument5 paginiExperiment - TIGAl Anood Al AmeriÎncă nu există evaluări
- Unit IV 180208091907Document153 paginiUnit IV 180208091907tamilselvan nÎncă nu există evaluări
- Sheet Metal-Cup DrawingDocument25 paginiSheet Metal-Cup DrawingCADTDD100% (1)
- Report WeldingDocument11 paginiReport WeldingSomasundaram SomanoÎncă nu există evaluări
- Pattern ShopDocument2 paginiPattern ShopMohsin QaziÎncă nu există evaluări
- Chapter 3 - Principles of Arc WeldingDocument32 paginiChapter 3 - Principles of Arc Weldingsipi maseleÎncă nu există evaluări
- Handout-8a-Metal Forming BasicDocument23 paginiHandout-8a-Metal Forming BasicAmardhianaÎncă nu există evaluări
- Press Working Operation NOTESDocument6 paginiPress Working Operation NOTESZakyÎncă nu există evaluări
- Theory of Metal CuttingDocument24 paginiTheory of Metal CuttingOmkar BedadeÎncă nu există evaluări
- Unit I - Theory of Metal CuttingDocument111 paginiUnit I - Theory of Metal CuttingSaravana KumarÎncă nu există evaluări
- Sheet 20metal 20shop 131017100652 Phpapp01Document37 paginiSheet 20metal 20shop 131017100652 Phpapp01eafz111Încă nu există evaluări
- Resistance WeldingDocument21 paginiResistance WeldingAyush KumarÎncă nu există evaluări
- Fitting Models: Semi Circular JointDocument2 paginiFitting Models: Semi Circular Jointsubba reddyÎncă nu există evaluări
- Define PatternDocument6 paginiDefine PatternaadhanÎncă nu există evaluări
- Resistance WeldingDocument19 paginiResistance WeldingJustin McClendon100% (1)
- Fitting LabDocument8 paginiFitting LabArun kumar rouniyarÎncă nu există evaluări
- Manufacturing Processes (ME361) Lecture 25 and 27Document40 paginiManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarÎncă nu există evaluări
- Sheet Metal Working: Unit No. VDocument67 paginiSheet Metal Working: Unit No. VMahesh SalotagiÎncă nu există evaluări
- Lecture 5 Heat Generation in Metal Cutting OperationsDocument36 paginiLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Încă nu există evaluări
- Workshop ManualDocument13 paginiWorkshop ManualAgnivesh SharmaÎncă nu există evaluări
- 2 Physics of WeldingDocument28 pagini2 Physics of WeldingSUMEETÎncă nu există evaluări
- Assignment 2 Fluctuating LoadDocument3 paginiAssignment 2 Fluctuating Loadabhishek chaurasiyaÎncă nu există evaluări
- Design of Circular Form Tool Graphical MethodDocument9 paginiDesign of Circular Form Tool Graphical MethodDIPAK VINAYAK SHIRBHATE100% (1)
- Experiment N04-Cup DrawDocument5 paginiExperiment N04-Cup DrawRandhir KyÎncă nu există evaluări
- of Centrifugal Casting ProcessDocument14 paginiof Centrifugal Casting Processakshay sawansukha100% (1)
- Pattern AllowancesDocument19 paginiPattern Allowancesimamuddeen100% (3)
- Assembly Modeling ProcedureDocument2 paginiAssembly Modeling ProcedureKailas Sree ChandranÎncă nu există evaluări
- Unit-I Theory of Metal CuttingDocument73 paginiUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Metal Forming Analysis Lab ManualDocument9 paginiMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- Chapter 6 Material ScienceDocument42 paginiChapter 6 Material Science9al6oonÎncă nu există evaluări
- Force Power in Metal CuttingDocument7 paginiForce Power in Metal CuttingRavinder AntilÎncă nu există evaluări
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Document4 paginiWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Încă nu există evaluări
- Unit 3 - Machining OperationsDocument105 paginiUnit 3 - Machining OperationsBhaskar KandpalÎncă nu există evaluări
- Presses N Press Work 1Document15 paginiPresses N Press Work 1Sankalp BhatiyaÎncă nu există evaluări
- Sheetmetal IntroductionDocument9 paginiSheetmetal IntroductionVinay BalineniÎncă nu există evaluări
- Sheet MetalDocument21 paginiSheet MetalRam Janm Singh100% (2)
- Mechanical Working of MetalsDocument76 paginiMechanical Working of MetalsPradip GuptaÎncă nu există evaluări
- Sheet Metal Forming WorkshopDocument7 paginiSheet Metal Forming WorkshopIbrahim Khaled0% (1)
- Lab Manual Manufacturing Proccesses IIDocument80 paginiLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- Valery Marinov, Manufacturing TechnologyDocument168 paginiValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Fundamentals of Joining ProcessesDocument21 paginiFundamentals of Joining ProcessesNosta Silva100% (1)
- Introduction To Fitting Shop.Document11 paginiIntroduction To Fitting Shop.Mahmood AliÎncă nu există evaluări
- Unit-III - Theory On The Metal Cutting OperationDocument217 paginiUnit-III - Theory On The Metal Cutting OperationKansath KamalÎncă nu există evaluări
- Explosive Forming An OverviewDocument7 paginiExplosive Forming An OverviewMazurchevici Andrei DănuţÎncă nu există evaluări
- Cutting ClearanceDocument2 paginiCutting ClearancevinodÎncă nu există evaluări
- Foundry Shop ManualDocument9 paginiFoundry Shop ManualRanjit Singh67% (3)
- Additive ManufacturingDocument27 paginiAdditive Manufacturinglorraine SandyÎncă nu există evaluări
- Introduction To Welding Technology and SMFDocument14 paginiIntroduction To Welding Technology and SMFAbel Meketa100% (1)
- PPAC Module - III Welding-1Document14 paginiPPAC Module - III Welding-1Albin DonyÎncă nu există evaluări
- Welding ShopDocument10 paginiWelding ShopAsifJavedÎncă nu există evaluări
- Breif Introduction To Joining Methord in EngineeringDocument13 paginiBreif Introduction To Joining Methord in EngineeringMuhammad Hammad UmerÎncă nu există evaluări
- Arc Welding SessionalDocument13 paginiArc Welding Sessionalnehar shubheschaÎncă nu există evaluări
- ISO Standards On Mech Test of MetalsDocument1 paginăISO Standards On Mech Test of MetalsKiran NikateÎncă nu există evaluări
- Nps - NPSM - NPSC TapsDocument1 paginăNps - NPSM - NPSC TapsCarlos Murguia PerezÎncă nu există evaluări
- Jadual Pembahagian Masa TeoriDocument2 paginiJadual Pembahagian Masa TeoriNur ZaidanÎncă nu există evaluări
- DJF21012 Sand Casting 1006Document15 paginiDJF21012 Sand Casting 1006Sakinah KamalÎncă nu există evaluări
- Resistance WeldingDocument7 paginiResistance WeldingCristian GonzálezÎncă nu există evaluări
- Housing FrameDocument4 paginiHousing FrameDen Yogi HardiyantoÎncă nu există evaluări
- Abrasive Machining and Finishing OperationsDocument25 paginiAbrasive Machining and Finishing OperationsDr_M_Soliman100% (1)
- Alatan TanganDocument12 paginiAlatan TanganMaruan MuhammadÎncă nu există evaluări
- Sample Question Bank-18me43Document6 paginiSample Question Bank-18me43YogeshPalanisamyÎncă nu există evaluări
- BKI Vol VI Rules For Welding (2019)Document348 paginiBKI Vol VI Rules For Welding (2019)Anonymous EdfJOH100% (1)
- ASME Section IX Code Edition 2017 Summary of Changes: Working Together For A Safer WorldDocument38 paginiASME Section IX Code Edition 2017 Summary of Changes: Working Together For A Safer WorldWagner ClaudioÎncă nu există evaluări
- MillingDocument17 paginiMillingarslanÎncă nu există evaluări
- J-Bolt Edge System For LHD TramsDocument8 paginiJ-Bolt Edge System For LHD TramsfernandojÎncă nu există evaluări
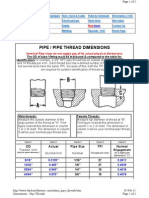
- Pipe Thread DiameterDocument3 paginiPipe Thread DiameterNabil RamehÎncă nu există evaluări
- Explosion Diagram: Xz6350Za Milling/Drilling MachineDocument52 paginiExplosion Diagram: Xz6350Za Milling/Drilling MachineLuiz felipe NakagawaÎncă nu există evaluări
- CSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetDocument4 paginiCSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetOnur Altuntaş100% (2)
- Chain Maille - Foxtail Chain NecklaceDocument5 paginiChain Maille - Foxtail Chain NecklaceDiana Codreanu100% (2)
- BS 93-2008 British Association Screw Threads - RequirementsDocument26 paginiBS 93-2008 British Association Screw Threads - RequirementsWayne ChuÎncă nu există evaluări
- Jyotish Jha AutoDocument6 paginiJyotish Jha AutoSafal ShresthaÎncă nu există evaluări
- SAEJ121 MV 001Document5 paginiSAEJ121 MV 001Marcos Verissimo Juca de PaulaÎncă nu există evaluări
- DHD BasicDocument24 paginiDHD BasicnupshiÎncă nu există evaluări
- Te Mecanica U-BoltDocument2 paginiTe Mecanica U-BoltJuan carlos santos jimenezÎncă nu există evaluări
- Hougen CatalogDocument40 paginiHougen CatalogchivetoÎncă nu există evaluări
- Investment Casting Cycle TimeDocument12 paginiInvestment Casting Cycle TimemaheshÎncă nu există evaluări
- Milling Turning Grinding 3D Quality Control AssemblyDocument5 paginiMilling Turning Grinding 3D Quality Control AssemblyRomoaldo GomesÎncă nu există evaluări
- Manual Book - 3-Axis Mini Milling MachineDocument24 paginiManual Book - 3-Axis Mini Milling MachineRhainna ReflinÎncă nu există evaluări
- Katalog 2010 GB Abt 2Document166 paginiKatalog 2010 GB Abt 2Pociovalisteanu IonelaÎncă nu există evaluări
- Laser Marking StationDocument2 paginiLaser Marking Stationsedat atalayÎncă nu există evaluări
- JJ205 Workshop Technology Tic&Mic WeldingDocument47 paginiJJ205 Workshop Technology Tic&Mic WeldingAh TiangÎncă nu există evaluări
- Technical Data: Thread Specification - ORFS (SAE J1453)Document1 paginăTechnical Data: Thread Specification - ORFS (SAE J1453)Matei SilviuÎncă nu există evaluări