S-ar putea să vă placă și
- Notice Potence 901A FRDocument18 paginiNotice Potence 901A FRMohamed Seghir BenzemraneÎncă nu există evaluări
- Stegbar Installation - Aluminium Sliding Door PDFDocument8 paginiStegbar Installation - Aluminium Sliding Door PDFAussiePortablesÎncă nu există evaluări
- Vicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesDocument21 paginiVicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesEliel AbadÎncă nu există evaluări
- Builders' Metalwork: Ci/Sfb 21.9 Xt6Document32 paginiBuilders' Metalwork: Ci/Sfb 21.9 Xt6JC TsuiÎncă nu există evaluări
- Chain Link Fencing Guide: Specs, Installation & MoreDocument3 paginiChain Link Fencing Guide: Specs, Installation & MorevanmurthyÎncă nu există evaluări
- QC Casing Installation GuideDocument27 paginiQC Casing Installation GuideHuemac ContrerasÎncă nu există evaluări
- Rodded Installation Maintenance WebDocument2 paginiRodded Installation Maintenance WebMihaela SanpetreanÎncă nu există evaluări
- G Aging InfoDocument32 paginiG Aging InfoAsghar AliÎncă nu există evaluări
- Research Report On Single Plate Shear Connections: North Carolina State UniversityDocument51 paginiResearch Report On Single Plate Shear Connections: North Carolina State UniversityHarshaVeeragandhamÎncă nu există evaluări
- Vicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesDocument20 paginiVicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesbalaasenthilÎncă nu există evaluări
- Charging Ox Parts ListDocument6 paginiCharging Ox Parts Listondise.publiÎncă nu există evaluări
- Simpson Wedge AnchorDocument20 paginiSimpson Wedge AnchorTim CooperÎncă nu există evaluări
- Flowserve Seal - ISC2 - Install - LTRDocument8 paginiFlowserve Seal - ISC2 - Install - LTRjame11inÎncă nu există evaluări
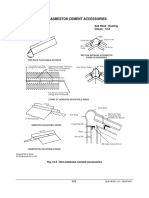
- 6-4. Abestos RoofingDocument8 pagini6-4. Abestos RoofingNAKSET GAMINGÎncă nu există evaluări
- FLOOR DETAILSDocument29 paginiFLOOR DETAILSmeetvinayak2007Încă nu există evaluări
- Curtain Wall Fabrication Manual 1 2Document69 paginiCurtain Wall Fabrication Manual 1 2Suruthi Dasan67% (3)
- Rear Sway Bar Installation InstructionsDocument4 paginiRear Sway Bar Installation InstructionsRaduÎncă nu există evaluări
- Maintenance of Enhanced Drawgear - CMI9901Document7 paginiMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaÎncă nu există evaluări
- The Seismic Design and Performance of Reinforced Concrete Beam-Column Knee JointsDocument8 paginiThe Seismic Design and Performance of Reinforced Concrete Beam-Column Knee JointsMarimuthu KaliyamoorthyÎncă nu există evaluări
- FRP Installation GuideDocument8 paginiFRP Installation GuideDouglas HillÎncă nu există evaluări
- WR Rflex Instructions Chamber-EN-20090709Document2 paginiWR Rflex Instructions Chamber-EN-20090709Noorul Mufas MnÎncă nu există evaluări
- AADSS1205923Document8 paginiAADSS1205923RennieÎncă nu există evaluări
- Builders MetalworkDocument32 paginiBuilders MetalworkGeorge ChristodoulidisÎncă nu există evaluări
- Sheet pile capping systems guideDocument54 paginiSheet pile capping systems guideGabriel AmorimÎncă nu există evaluări
- FAS Data SheetDocument2 paginiFAS Data SheetYusÎncă nu există evaluări
- ST Louis Screw & Bolt Binder CatalogDocument52 paginiST Louis Screw & Bolt Binder Catalogmailmuncher2000Încă nu există evaluări
- Inclinometer QC Casing Installation GuideDocument29 paginiInclinometer QC Casing Installation Guideapi-3706095Încă nu există evaluări
- Serrated Safety Washers: Light Duty and Medium DutyDocument1 paginăSerrated Safety Washers: Light Duty and Medium DutyJEORJEÎncă nu există evaluări
- Maintain Rail Coach Draw GearDocument8 paginiMaintain Rail Coach Draw Gearanunay kumarÎncă nu există evaluări
- Instalaçao Cap de RastilhoDocument16 paginiInstalaçao Cap de RastilhosurtaoÎncă nu există evaluări
- Assembly Instructions For Bondstrand Fiberglass FlangesDocument8 paginiAssembly Instructions For Bondstrand Fiberglass FlangesHoang CongÎncă nu există evaluări
- J-76-1 IKS Wellhead Installation and Operation ManualDocument72 paginiJ-76-1 IKS Wellhead Installation and Operation Manualmam100% (1)
- 3M Cable Termination Installation InstructionDocument8 pagini3M Cable Termination Installation Instructionnixsol75Încă nu există evaluări
- Sheet Pile Capping Manual-DawsonDocument54 paginiSheet Pile Capping Manual-DawsonSankar CdmÎncă nu există evaluări
- General Conversion Instructions For 3 X 4 In. (75 X 00 MM) Orbital SandersDocument2 paginiGeneral Conversion Instructions For 3 X 4 In. (75 X 00 MM) Orbital Sandersherysyam1980Încă nu există evaluări
- EXPAMET - Builders - MetalworkDocument32 paginiEXPAMET - Builders - MetalworkMatthew AshworthÎncă nu există evaluări
- Victaulic Flexible Hose Connecting To Regular Reliable SprinklerDocument27 paginiVictaulic Flexible Hose Connecting To Regular Reliable SprinklerOwais AhmedÎncă nu există evaluări
- Multi-Stage Cementing Collar: Specification GuideDocument2 paginiMulti-Stage Cementing Collar: Specification GuideOdesya SatyaÎncă nu există evaluări
- Megaprofil - Profile GalvanizateDocument43 paginiMegaprofil - Profile GalvanizateSebastian PopÎncă nu există evaluări
- Sears Catalog 1966Document16 paginiSears Catalog 1966Kevin Haworth100% (3)
- QC Casing Installation Guide PDFDocument36 paginiQC Casing Installation Guide PDFAnonymous PibYPghÎncă nu există evaluări
- Sprinkflex Product SubmittalDocument6 paginiSprinkflex Product SubmittalAhmed NabilÎncă nu există evaluări
- Carpenter's Metalwork Guide to Joist Hangers and Roof AnchorsDocument5 paginiCarpenter's Metalwork Guide to Joist Hangers and Roof AnchorsJFAFPÎncă nu există evaluări
- Stealthpivot XL v2 Quickstart GuideDocument8 paginiStealthpivot XL v2 Quickstart GuideSegun AwoyinkaÎncă nu există evaluări
- 750 Double Interlock Preaction System, Type D, 2 To 8 InchesDocument30 pagini750 Double Interlock Preaction System, Type D, 2 To 8 InchesAhmad SalahÎncă nu există evaluări
- Victaulic Flexible Hose Connecting To Dry Barrel SprinklerDocument27 paginiVictaulic Flexible Hose Connecting To Dry Barrel SprinklerOwais AhmedÎncă nu există evaluări
- Fis190 en A5Document8 paginiFis190 en A5andhucaosÎncă nu există evaluări
- Ficha Tecnica Mezclador Pressure Balance Ref 04447000 - HansgroheDocument3 paginiFicha Tecnica Mezclador Pressure Balance Ref 04447000 - HansgroheALEJANDRO CANIZALESÎncă nu există evaluări
- 2178CL-S Series F/O Splice Case: InstructionDocument13 pagini2178CL-S Series F/O Splice Case: InstructionHữu Khánh NguyễnÎncă nu există evaluări
- Electromagnetic Lock Installation Instruction (Indoor Series)Document2 paginiElectromagnetic Lock Installation Instruction (Indoor Series)Marcin B.Încă nu există evaluări
- Catalog 100 G1 Locksets NM Series1Document10 paginiCatalog 100 G1 Locksets NM Series1Uniquesport flooringÎncă nu există evaluări
- Series YD - YS Instruction ManualDocument16 paginiSeries YD - YS Instruction ManualEnerprec SASÎncă nu există evaluări
- Installation Instructions: BW Seals Q, QB SeriesDocument8 paginiInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRÎncă nu există evaluări
- I TFC 280 Instruction ManualDocument6 paginiI TFC 280 Instruction Manualsharri_myidtr11Încă nu există evaluări
- Catalog HRC Jaw CouplingsDocument8 paginiCatalog HRC Jaw CouplingsMadan Yadav100% (1)
- Catalogo Allied Locke PDFDocument241 paginiCatalogo Allied Locke PDFGuillermo MendezÎncă nu există evaluări
- Connectors For HELIAX® HJ8-50 Coaxial Cab - 0d - 0a LeDocument4 paginiConnectors For HELIAX® HJ8-50 Coaxial Cab - 0d - 0a LeAnonymous cDWQYsjd9Încă nu există evaluări
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideDe la EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideÎncă nu există evaluări
- The Gun Digest Book of Tactical Weapons Assembly/DisassemblyDe la EverandThe Gun Digest Book of Tactical Weapons Assembly/DisassemblyÎncă nu există evaluări
- Civil Work Specification Part 40Document10 paginiCivil Work Specification Part 40AM MAÎncă nu există evaluări
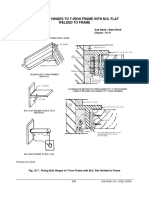
- Fixing butt hinges to T-iron framesDocument10 paginiFixing butt hinges to T-iron framesAM MAÎncă nu există evaluări
- Sub Head 9.0: Wood Work and P.V.C. WorkDocument10 paginiSub Head 9.0: Wood Work and P.V.C. WorkAM MAÎncă nu există evaluări
- Civil Work Specification Part 39Document10 paginiCivil Work Specification Part 39AM MAÎncă nu există evaluări
- Civil Work Specification Part 47Document10 paginiCivil Work Specification Part 47AM MAÎncă nu există evaluări
- Civil Work Specification Part 43Document10 paginiCivil Work Specification Part 43AM MAÎncă nu există evaluări
- Civil Work Specification Part 41Document10 paginiCivil Work Specification Part 41AM MAÎncă nu există evaluări
- Civil Work Specification Part 40Document10 paginiCivil Work Specification Part 40AM MAÎncă nu există evaluări
- 10.0 STEEL WORK: Fabrication, Erection and MeasurementDocument10 pagini10.0 STEEL WORK: Fabrication, Erection and MeasurementAM MAÎncă nu există evaluări
- Civil Work Specification Part 45Document10 paginiCivil Work Specification Part 45AM MAÎncă nu există evaluări
- Civil Work Specification Part 44Document10 paginiCivil Work Specification Part 44AM MAÎncă nu există evaluări
- Civil Work Specification Part 53Document10 paginiCivil Work Specification Part 53AM MAÎncă nu există evaluări
- Civil Work Specification Part 48Document10 paginiCivil Work Specification Part 48AM MAÎncă nu există evaluări
- Civil Work Specification Part 49Document10 paginiCivil Work Specification Part 49AM MAÎncă nu există evaluări
- Civil Work Specification Part 50Document10 paginiCivil Work Specification Part 50AM MAÎncă nu există evaluări
- Civil Work Specification Part 51Document10 paginiCivil Work Specification Part 51AM MAÎncă nu există evaluări
- Civil Work Specification Part 54Document10 paginiCivil Work Specification Part 54AM MAÎncă nu există evaluări
- Civil Work Specification Part 52Document10 paginiCivil Work Specification Part 52AM MAÎncă nu există evaluări
- Civil Work Specification Part 55Document4 paginiCivil Work Specification Part 55AM MAÎncă nu există evaluări
- 16280x Eaton MV Autovar PFC Capacitor Bank Specifications Oct112013Document16 pagini16280x Eaton MV Autovar PFC Capacitor Bank Specifications Oct112013Ahmed Said GhonimyÎncă nu există evaluări
- Bespoke Revolving DoorsDocument6 paginiBespoke Revolving Doorsnaveenarora298040Încă nu există evaluări
- Basic Mechanical Materials and Methods 0606 (PDF Library)Document17 paginiBasic Mechanical Materials and Methods 0606 (PDF Library)nifilimÎncă nu există evaluări
- 6 King Air C90GTi-GTx Pilot Training ManualDocument445 pagini6 King Air C90GTi-GTx Pilot Training ManualMike William100% (2)
- Commercial Building Lift Installation RequirementsDocument4 paginiCommercial Building Lift Installation RequirementsDaveÎncă nu există evaluări
- Vito SpecificationsDocument2 paginiVito SpecificationsSorin Barlatzean100% (1)
- Technical Specifications For SCIF Construction-V1.0 Issued-MDocument150 paginiTechnical Specifications For SCIF Construction-V1.0 Issued-Mpipperic100% (1)
- Installation Instructions Product-Ident: 75168: Doorboards With Soundsystem, BMW 8 Series E31Document10 paginiInstallation Instructions Product-Ident: 75168: Doorboards With Soundsystem, BMW 8 Series E31post8713Încă nu există evaluări
- L1103ADocument4 paginiL1103Ac131508Încă nu există evaluări
- Trailblazer 28288123 PDFDocument300 paginiTrailblazer 28288123 PDFkamote ka0% (1)
- FRDLDocument3 paginiFRDLrameshÎncă nu există evaluări
- Clean Agent Enclosure Design For NFPA 2001 Retrotec Version PDFDocument8 paginiClean Agent Enclosure Design For NFPA 2001 Retrotec Version PDFNa2_tuÎncă nu există evaluări
- Toys at Home-OldsDocument104 paginiToys at Home-OldsAntônio Castro100% (5)
- E-Kabin - O Series - Monoblock Enclosure - ENGDocument12 paginiE-Kabin - O Series - Monoblock Enclosure - ENGCatalina CocoşÎncă nu există evaluări
- Elevonic Manual OtisDocument323 paginiElevonic Manual OtisFelipe Villegas100% (1)
- Easy Lifter RDO ManualDocument24 paginiEasy Lifter RDO ManualMartin SiemsenÎncă nu există evaluări
- Sliding Comparison Table - Shiva - EN.06.24062020Document5 paginiSliding Comparison Table - Shiva - EN.06.24062020kewa abraham desseuÎncă nu există evaluări
- Wood Pellet Pre Delivery ChecklistDocument11 paginiWood Pellet Pre Delivery ChecklistPriska MalvinÎncă nu există evaluări
- Katalog NEWDocument64 paginiKatalog NEWHanif HarunÎncă nu există evaluări
- ES-S StepDocument8 paginiES-S StepOsy ToursÎncă nu există evaluări
- Nammcesa 000008 PDFDocument197 paginiNammcesa 000008 PDFBasel Osama RaafatÎncă nu există evaluări
- SPECS Series 980 Pivot DoorDocument9 paginiSPECS Series 980 Pivot Dooryamanta_rajÎncă nu există evaluări
- Kode Akun Dan Laporan AkutansiDocument44 paginiKode Akun Dan Laporan AkutansiHalimÎncă nu există evaluări
- Encravamento de PortasDocument26 paginiEncravamento de PortasLeonardo Marteleto BerniniÎncă nu există evaluări
- HBN 20 3rded 2005 PDFDocument66 paginiHBN 20 3rded 2005 PDFSundar DAACÎncă nu există evaluări
- FP Metal Enclosed Switchgear BrochureDocument24 paginiFP Metal Enclosed Switchgear BrochureAlex Jr ApuyaÎncă nu există evaluări
- WEBSITE: WWW - Kakadelaser.in: Address: S. No. 30/2, Near Pari / Dran Company, Dhayari, Sinhagad Road, Pune - 411041Document16 paginiWEBSITE: WWW - Kakadelaser.in: Address: S. No. 30/2, Near Pari / Dran Company, Dhayari, Sinhagad Road, Pune - 411041CRaZy BuDdYÎncă nu există evaluări
- ADC Section 4 - Commuter Facilities Design Requirements and Checklist Forms A3Document216 paginiADC Section 4 - Commuter Facilities Design Requirements and Checklist Forms A3Vi HuaÎncă nu există evaluări
- Military Dog Facilities Design GuideDocument31 paginiMilitary Dog Facilities Design GuideCAP History LibraryÎncă nu există evaluări
- 2021 SF Bar Series Catalog AlumuniumDocument18 pagini2021 SF Bar Series Catalog AlumuniumJoe NoeÎncă nu există evaluări