S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
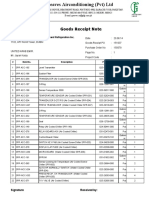
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDocument4 paginiGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- ERP Solution in Hospital: Yangyang Shao TTU 2013Document25 paginiERP Solution in Hospital: Yangyang Shao TTU 2013Vishakh SubbayyanÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- تأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFDocument36 paginiتأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFSofiane DouifiÎncă nu există evaluări
- Bilateral Transfer of LearningDocument18 paginiBilateral Transfer of Learningts2200419Încă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Concept of Lokmitra Kendra in Himachal PradeshDocument2 paginiConcept of Lokmitra Kendra in Himachal PradeshSureshSharmaÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Centrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringDocument4 paginiCentrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringAmit PathaniaÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Pascal Die Casting Machine SystemDocument20 paginiPascal Die Casting Machine Systemenascimento32Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- NCRA Membership InformationDocument1 paginăNCRA Membership Informationbkharkreader1301Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- SAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitDocument61 paginiSAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitARPITA BISWASÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The 5 Pivotal Paragraphs in A PaperDocument1 paginăThe 5 Pivotal Paragraphs in A PaperFer Rivas NietoÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- CTRLX Automation BrochureDocument60 paginiCTRLX Automation BrochureNinja do SofáÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Control System PPT DO1Document11 paginiControl System PPT DO1Luis AndersonÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Updated WorksheetDocument5 paginiUpdated WorksheetJohn Ramer Lazarte InocencioÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Practicewith Argument Athletesas ActivistsDocument30 paginiPracticewith Argument Athletesas ActivistsRob BrantÎncă nu există evaluări
- Formulae HandbookDocument60 paginiFormulae Handbookmgvpalma100% (1)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Use The Analysis ToolPak To Perform Complex Data Analysis - Excel - OfficeDocument5 paginiUse The Analysis ToolPak To Perform Complex Data Analysis - Excel - OfficedakingÎncă nu există evaluări
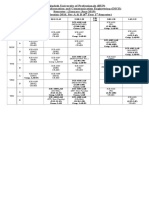
- Class Routine Final 13.12.18Document7 paginiClass Routine Final 13.12.18RakibÎncă nu există evaluări
- KSP Solutibilty Practice ProblemsDocument22 paginiKSP Solutibilty Practice ProblemsRohan BhatiaÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Confucian Transformation of Korea: Harvard-Yen Ching Institute Monograph SeriesDocument456 paginiThe Confucian Transformation of Korea: Harvard-Yen Ching Institute Monograph SeriesAnna D.Încă nu există evaluări
- Toftejorg TZ-75 Rotary Jet Head - Portable: Fast, Effective Impact CleaningDocument3 paginiToftejorg TZ-75 Rotary Jet Head - Portable: Fast, Effective Impact CleaningSamo SpontanostÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Skirmishes Graham Harman PDFDocument383 paginiSkirmishes Graham Harman PDFparaiaÎncă nu există evaluări
- Performance Comparison of VxWorks Linux RTAI and Xenomai in A Hard Real-Time ApplicationDocument5 paginiPerformance Comparison of VxWorks Linux RTAI and Xenomai in A Hard Real-Time ApplicationsatyanaryanakÎncă nu există evaluări
- 4 PDFDocument81 pagini4 PDFMohammad K. NassouraÎncă nu există evaluări
- A New Procedure For Generalized Star Modeling Using Iacm ApproachDocument15 paginiA New Procedure For Generalized Star Modeling Using Iacm ApproachEdom LazarÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- TOEFL-Reading Question Type Definitions and ExplanationDocument5 paginiTOEFL-Reading Question Type Definitions and ExplanationSamara SampaioÎncă nu există evaluări
- Progressive Muscle Relaxation ExerciseDocument2 paginiProgressive Muscle Relaxation Exerciseraghu2362704100% (1)
- TR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance DataDocument2 paginiTR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance Databayu enasoraÎncă nu există evaluări
- Learning Plans in The Context of The 21 ST CenturyDocument29 paginiLearning Plans in The Context of The 21 ST CenturyHaidee F. PatalinghugÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- PCM 2.4l Turbo 5 de 5Document2 paginiPCM 2.4l Turbo 5 de 5Felix VelasquezÎncă nu există evaluări
- SQL - Day 2: Structured Query LanguageDocument10 paginiSQL - Day 2: Structured Query LanguageNight KingÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)