S-ar putea să vă placă și
- Flux Cored Arc Welding PDFDocument106 paginiFlux Cored Arc Welding PDFalidad100% (2)
- Inspode Philippines Quality Assurance Manual for Trade Testing Skilled Crafts CandidatesDocument53 paginiInspode Philippines Quality Assurance Manual for Trade Testing Skilled Crafts CandidatesKeneth Del CarmenÎncă nu există evaluări
- Design Os Sewers (Blue Book)Document388 paginiDesign Os Sewers (Blue Book)savanotrebor100% (1)
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 paginăWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- API 571 Section 1 (Revision & Mech. Damage)Document118 paginiAPI 571 Section 1 (Revision & Mech. Damage)alidad100% (2)
- Welding Repair ProcedureDocument6 paginiWelding Repair ProcedureSenthil Kumaran100% (2)
- Asme Sec Ix (Welder Qualification)Document39 paginiAsme Sec Ix (Welder Qualification)VinodÎncă nu există evaluări
- Maintenance Chiksan FMC LLS - OM - STDDocument6 paginiMaintenance Chiksan FMC LLS - OM - STDDoni Kurniawan100% (1)
- Welding ReportDocument52 paginiWelding ReportalidadÎncă nu există evaluări
- Welding Process Work InstructionDocument6 paginiWelding Process Work InstructionmkcsekarÎncă nu există evaluări
- Work Method Statement For Piping PrefabricationDocument11 paginiWork Method Statement For Piping Prefabricationsoumaya yahyaoui100% (3)
- Kb1500 Kb4200 - Operation Maintenance ManualDocument26 paginiKb1500 Kb4200 - Operation Maintenance ManualmarcamecanicaÎncă nu există evaluări
- (EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document48 pagini(EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- 2 Welding Procedure 2 PDFDocument6 pagini2 Welding Procedure 2 PDFMustafa MubderÎncă nu există evaluări
- Fire GuideDocument1.008 paginiFire GuideMohab Mesho65100% (1)
- Calculator ASME B31 4Document11 paginiCalculator ASME B31 4Denstar Ricardo Silalahi50% (2)
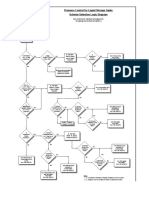
- Storage Tank Pressure ControlDocument26 paginiStorage Tank Pressure ControlalidadÎncă nu există evaluări
- Invoice 1 (Plumbing Ababil)Document1 paginăInvoice 1 (Plumbing Ababil)Ragul KumarÎncă nu există evaluări
- Welder Qualification Manual Revision 5Document20 paginiWelder Qualification Manual Revision 5Hugo RodriguezÎncă nu există evaluări
- Welding Log BookDocument1 paginăWelding Log Booksamsurendran_mech4020Încă nu există evaluări
- How To Create Pipe ClassDocument6 paginiHow To Create Pipe ClassShyam Prasad K SÎncă nu există evaluări
- General Repair ProcedureDocument3 paginiGeneral Repair ProcedurevenkateshÎncă nu există evaluări
- Repair ProcedureDocument6 paginiRepair ProcedureTomy GeorgeÎncă nu există evaluări
- Satr H 2008Document2 paginiSatr H 2008Moghal AliÎncă nu există evaluări
- Full Length Drift Inspection SOPDocument3 paginiFull Length Drift Inspection SOPtongsabaiÎncă nu există evaluări
- Blasting & Painting EquipmentDocument15 paginiBlasting & Painting EquipmentDihya Khalifa Al-qalbiÎncă nu există evaluări
- WABO Welder Qualification StandardDocument77 paginiWABO Welder Qualification StandardJuan Martinez100% (1)
- Oilfield Inspection SSE ManagementDocument8 paginiOilfield Inspection SSE ManagementDheeraj Menon0% (1)
- Complete Guide On New Borewell Drilling AtoZDocument6 paginiComplete Guide On New Borewell Drilling AtoZJOHN MASEFIELD100% (1)
- Madina Group W.L.L. Procedure Qualification Record 152Document38 paginiMadina Group W.L.L. Procedure Qualification Record 152MAT-LIONÎncă nu există evaluări
- Heat Exchangers Course Baher Part03Document18 paginiHeat Exchangers Course Baher Part03Baher ElsheikhÎncă nu există evaluări
- Scope of ResponsibilitiesDocument2 paginiScope of ResponsibilitiesMuthu Srinivasan Muthu Selvam100% (1)
- HMC Spec 001 - Welding and Fabrication of Structural SteelDocument29 paginiHMC Spec 001 - Welding and Fabrication of Structural SteelJohnnyÎncă nu există evaluări
- INPEC Welding Consumables Handling ProcedureDocument5 paginiINPEC Welding Consumables Handling ProcedureAnilÎncă nu există evaluări
- Procedure For WeldingDocument7 paginiProcedure For WeldingMecon Hyderabad100% (1)
- Thickness Qualification Range For PQR and WPQDocument5 paginiThickness Qualification Range For PQR and WPQOuled BladiÎncă nu există evaluări
- Fab & Erection Pro 20000klR1Document17 paginiFab & Erection Pro 20000klR1Gandhi OnoÎncă nu există evaluări
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 paginiEnbridge Pipeline Repair Workplan Welding PDFquiron2014Încă nu există evaluări
- Guidance To Prepare Wps PQR For WeldingDocument1 paginăGuidance To Prepare Wps PQR For WeldingHamid MansouriÎncă nu există evaluări
- Welding Program Quality Assurance GuideDocument19 paginiWelding Program Quality Assurance GuideDonald ray100% (1)
- Asme 9 TipsDocument13 paginiAsme 9 TipsnasrpkÎncă nu există evaluări
- OCTGDocument1 paginăOCTGMurugananthamParamasivam100% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 paginiWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejÎncă nu există evaluări
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 paginip999999 100zd11 000 zd0001 - 0 Welding StandardJennyÎncă nu există evaluări
- Welder TrainingDocument13 paginiWelder Trainingויליאם סן מרמיגיוסÎncă nu există evaluări
- WPS NDE Documents 156370R0Document233 paginiWPS NDE Documents 156370R0Julio Alejandro Molina AlvarezÎncă nu există evaluări
- Linde Air HeaterDocument24 paginiLinde Air HeaterjmsmechÎncă nu există evaluări
- Welding Procedure SpecificationDocument2 paginiWelding Procedure SpecificationWaranya Musika100% (1)
- Tank padding calculation summaryDocument9 paginiTank padding calculation summarykomalrana2007100% (1)
- Welding Procedure QualificationDocument23 paginiWelding Procedure QualificationHosam AhmedÎncă nu există evaluări
- Welding Inspector Job and ResponsilbilitiesDocument5 paginiWelding Inspector Job and ResponsilbilitiesFelix GomintongÎncă nu există evaluări
- Welding Coordination-Tasks & ResponsibilitiesDocument14 paginiWelding Coordination-Tasks & Responsibilitieskumaraswamy.kÎncă nu există evaluări
- Sustained Stress Indices (SSI) in The B31.3 2010 EditionDocument9 paginiSustained Stress Indices (SSI) in The B31.3 2010 Editiont_rajith1179100% (2)
- ATF Audit ChecklistDocument7 paginiATF Audit Checklistabhishek sharmaÎncă nu există evaluări
- LPT Written ProcedureDocument8 paginiLPT Written ProcedureManikantaSumanthÎncă nu există evaluări
- 16 Calibration and Validation of MeasuringDocument4 pagini16 Calibration and Validation of Measuringelmira100% (1)
- Welding CoordinationDocument3 paginiWelding CoordinationIon PlesaÎncă nu există evaluări
- Rules and Regulation of Transmission and Distribution of Natural Gas and Its Application in BangladeshDocument10 paginiRules and Regulation of Transmission and Distribution of Natural Gas and Its Application in BangladeshAl JawadÎncă nu există evaluări
- ISO 3834 Welding Certification GuideDocument11 paginiISO 3834 Welding Certification GuideWeld Bro Sandeep100% (1)
- Welding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Document2 paginiWelding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Go MocÎncă nu există evaluări
- Valve For Slurry TranportDocument20 paginiValve For Slurry TranportsmendozaÎncă nu există evaluări
- Draft WPSDocument32 paginiDraft WPSAnilkumar G NairÎncă nu există evaluări
- Repair Works of Jagir Separator V-5100 Inspection ReportDocument7 paginiRepair Works of Jagir Separator V-5100 Inspection ReportalidadÎncă nu există evaluări
- Boiler MaintenanceDocument4 paginiBoiler Maintenancekeerthi dayarathnaÎncă nu există evaluări
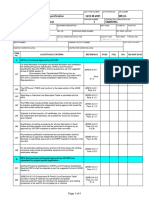
- PDF Iso 3834 Checklist 1 CompressDocument12 paginiPDF Iso 3834 Checklist 1 CompressViệt VũÎncă nu există evaluări
- 2014-4800-0L-0008 Rev B Welding Procedures & Performance Qualification Spec - ApprovedDocument19 pagini2014-4800-0L-0008 Rev B Welding Procedures & Performance Qualification Spec - ApprovedfiniteinjusticeÎncă nu există evaluări
- SAIC-W-2039 Welder & Operator Certification Review Issuance of JCC (Job Clearance Card) & Review Performance - PipelinesDocument9 paginiSAIC-W-2039 Welder & Operator Certification Review Issuance of JCC (Job Clearance Card) & Review Performance - PipelinesilliasuddinÎncă nu există evaluări
- Catalogue Fan Coil Unit DDBDocument36 paginiCatalogue Fan Coil Unit DDBLuqmanAssaffatG80% (5)
- Vision FormatDocument2 paginiVision FormatSubramanian VaithilingamÎncă nu există evaluări
- Expediting Report MIL-18AugDocument3 paginiExpediting Report MIL-18AugjasmineammaÎncă nu există evaluări
- Ferroxyl Test For Iron ContaminationDocument9 paginiFerroxyl Test For Iron ContaminationteokalÎncă nu există evaluări
- Work Instructions - Gas CuttingDocument2 paginiWork Instructions - Gas Cuttingvivek sureshÎncă nu există evaluări
- TK®-236 Physical Properties: 1. HardnessDocument2 paginiTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyÎncă nu există evaluări
- EXPEDITING REPORT STATUS AND ACTIONSDocument2 paginiEXPEDITING REPORT STATUS AND ACTIONSjasmineamma100% (1)
- Duties of The RWCDocument3 paginiDuties of The RWCbluegalago100% (1)
- Fcaw 16 THKDocument5 paginiFcaw 16 THKAnonymous Ij6VfaÎncă nu există evaluări
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 paginiPRES TIG Hot Wire Narrow Gap Welding enRavishankarÎncă nu există evaluări
- Ferroxyl Test For Free Iron PDFDocument2 paginiFerroxyl Test For Free Iron PDFMichael TayactacÎncă nu există evaluări
- Work Instructions For Arc Welding Machine: ReferenceDocument1 paginăWork Instructions For Arc Welding Machine: Referencevivek sureshÎncă nu există evaluări
- Shaik Yousufuddin (Welding Inspector)Document3 paginiShaik Yousufuddin (Welding Inspector)Mohamed AdelÎncă nu există evaluări
- P. WpsDocument14 paginiP. WpsIsmiArdyÎncă nu există evaluări
- STANDART PROCEDURE Welding Dan TestingDocument6 paginiSTANDART PROCEDURE Welding Dan TestingvayakunÎncă nu există evaluări
- Tank Relief PhilosophyDocument7 paginiTank Relief Philosophyrama_saravanan2568Încă nu există evaluări
- 10 MM THKDocument2 pagini10 MM THKalidadÎncă nu există evaluări
- 48 MM THKDocument2 pagini48 MM THKalidadÎncă nu există evaluări
- UTP Welding Consumables For Cast Iron MaterialsDocument18 paginiUTP Welding Consumables For Cast Iron MaterialsalidadÎncă nu există evaluări
- UTP Distributor-Programme en 2018 GL 034 PreviewDocument24 paginiUTP Distributor-Programme en 2018 GL 034 PreviewalidadÎncă nu există evaluări
- Used Amine Plant Equipment Condition AssessmentDocument18 paginiUsed Amine Plant Equipment Condition AssessmentalidadÎncă nu există evaluări
- Foam Tote Trailer: FeaturesDocument3 paginiFoam Tote Trailer: FeaturesWork ForceÎncă nu există evaluări
- 2016-2017 Shurjoint General CatalogDocument217 pagini2016-2017 Shurjoint General CatalogsafirioÎncă nu există evaluări
- SARWAHIANDMUDARIYADocument118 paginiSARWAHIANDMUDARIYAakshatjain3001Încă nu există evaluări
- Samsung Servicemanual DVM Eco Utomhusdel PDFDocument69 paginiSamsung Servicemanual DVM Eco Utomhusdel PDFCristian Camilo Rincon LopezÎncă nu există evaluări
- Boundary Wall EstimationDocument3 paginiBoundary Wall EstimationHabibÎncă nu există evaluări
- 4.0 Manual Kelman TransfixDocument31 pagini4.0 Manual Kelman Transfixcorreo_hechizo100% (2)
- Acoustic Insulation: Armacomfort - The Comfort of Quiet EquipmentDocument12 paginiAcoustic Insulation: Armacomfort - The Comfort of Quiet EquipmentUllas EKÎncă nu există evaluări
- QCR W 2001Document4 paginiQCR W 2001Madhan KannanÎncă nu există evaluări
- Atlas Copco Blasthole Drills Dm45-SeriesDocument4 paginiAtlas Copco Blasthole Drills Dm45-SeriesfelipeÎncă nu există evaluări
- Astm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFDocument9 paginiAstm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFMercedes Villacis TroncosoÎncă nu există evaluări
- Type 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Document53 paginiType 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Renzo TrÎncă nu există evaluări
- Plastic Pipe Sizes Chart - Epco PlasticsDocument1 paginăPlastic Pipe Sizes Chart - Epco Plasticsdattu33Încă nu există evaluări
- Concrete Finishing Tools & Equipment GuideDocument16 paginiConcrete Finishing Tools & Equipment GuideFrancois-Încă nu există evaluări